



曲轴是各类发动机的功率传输部件,车用和船用汽油机以及柴油机基本上都使用球墨铸铁曲轴作为动力传输部件。这是因为球墨铸铁具有良好的疲劳强度,弹性模量是一般灰铸铁的两倍。加入Cu和Mo后,其性能接近热处理后钢材的性能,而又节省了热处理工序,铸造性能优于铸钢,所以球墨铸铁材质的曲轴占曲轴的绝大部分,少部分采用锻钢。
曲轴(见图7⁃23)的材料牌号一般为QT600⁃3、QT700⁃2,甚至更高。属于少品种大批量生产,根据该结构特点和生产批量,确定采用壳型热芯盒铸造方法。
1.铸造工艺方案设计
可能采用的工艺方案有:平作平浇、平作立浇、立作立浇、平作平浇立冷等。一般中小型曲轴铸件多采用平作立浇和平作平浇方案;大型曲轴铸件多采用平作平浇的方案,或采用平作平浇立冷的方案。对于中小型曲轴,根据铸件的结构可采用一型两铸,共用一套浇注系统的工艺方案,如图7⁃23所示。对于大型曲轴可采用一型一铸,平作立浇或平作平浇立冷的浇注方式,如图7⁃24所示。
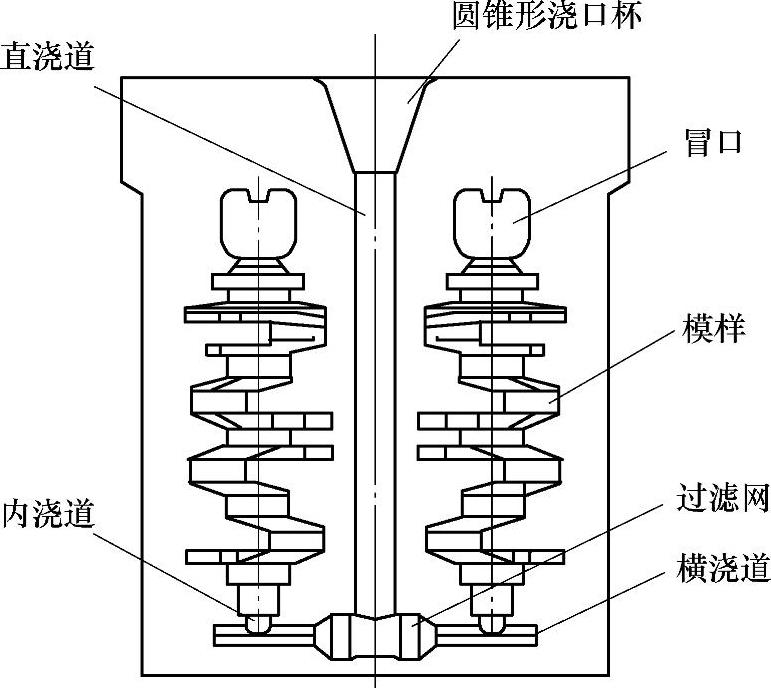
图7⁃23 曲轴及浇注系统
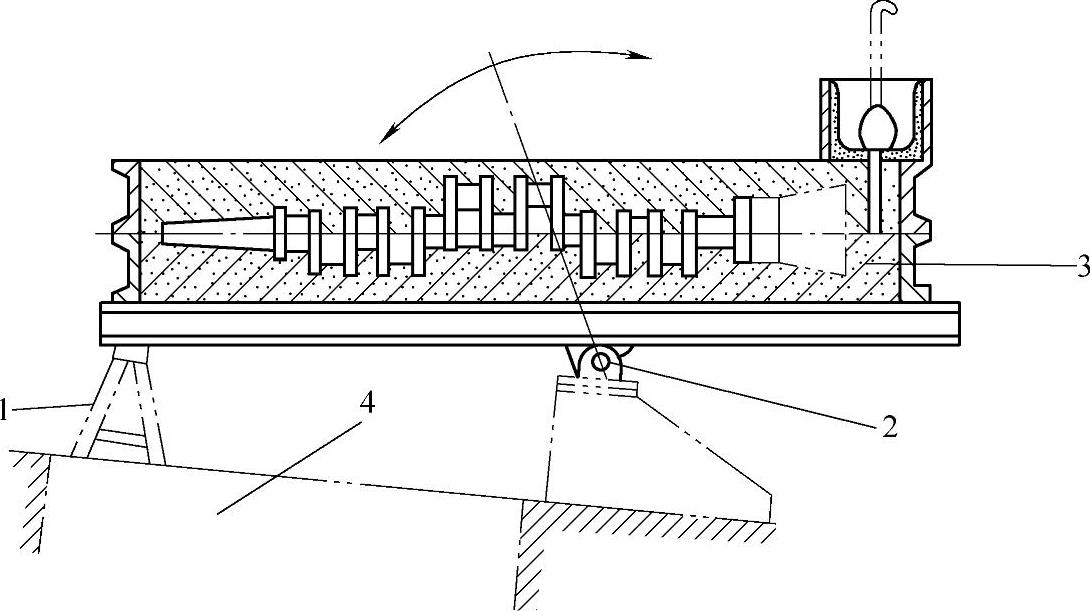
图7⁃24 大型曲轴结构及浇注系统
1—横梁托架 2—铰链 3—砂箱和铸型 4—地坑
2.浇注系统设计
曲轴的浇注方式有底注式、顶注式、阶梯式和过滤网底注式加反向冒口等,如图7⁃25所示。底注式浇注系统充型平稳、排气顺畅,但是不利于自下而上的顺序凝固,对于中小型曲轴可以采用。顶注式浇注系统符合顺序凝固要求,上部金相组织粗大,易球化衰退。充型时因铁液落差大,造成铁液对型壁和芯的冲刷严重,铁液飞溅氧化,充型不稳,导致铸件产生夹渣和铁豆等缺陷。过滤网底注式加反向冒口如图7⁃25d所示,该方式类似底注式浇注系统,过滤网的设置使充型更平稳,缺点是不利于顺序凝固,反向冒口的设置与底注式浇注系统相辅相成,但是与重力场的作用不一致,浇注系统比较复杂。阶梯式浇注系统可形成顺序凝固,但是需要各内浇道的面积比得当,适合于大型曲轴。根据上述浇注系统的特点以及对铸件的影响,对于汽车用曲轴选择底注式浇注系统较为适宜。
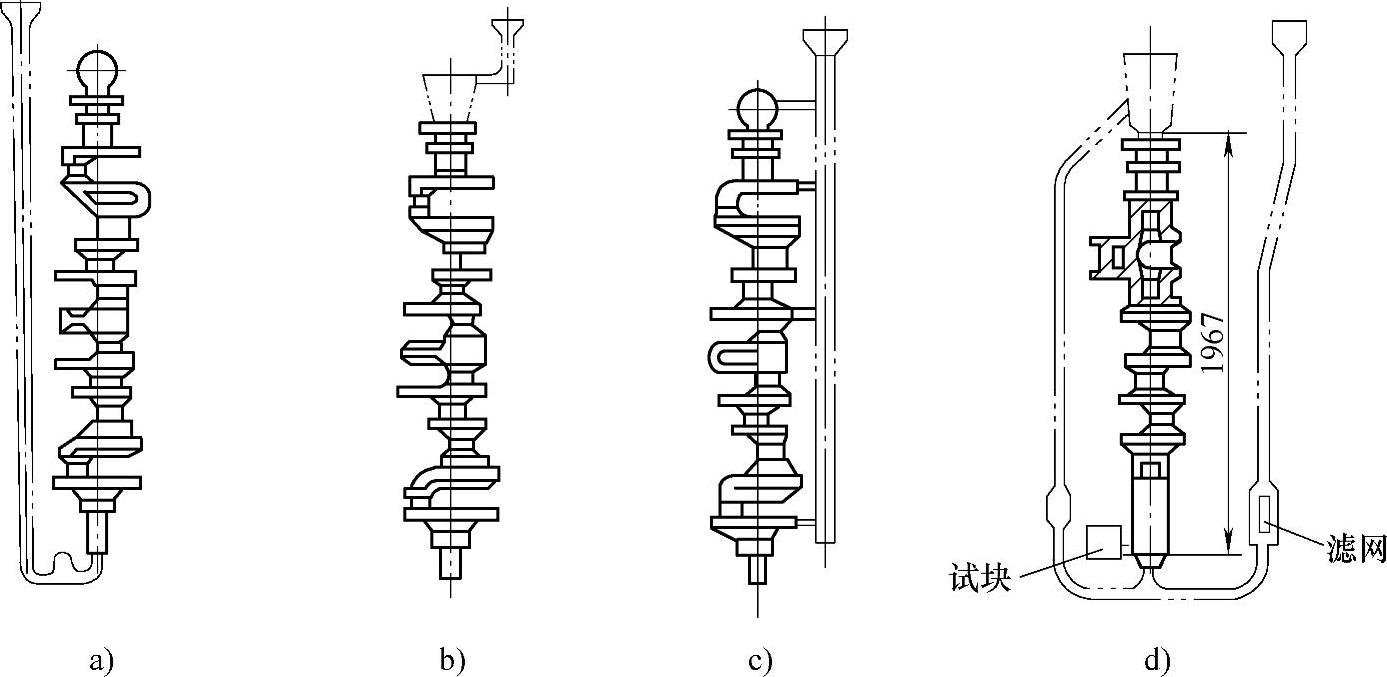
图7⁃25 曲轴的几种浇注方式
a)底注式 b)顶注式 c)阶梯式 d)过滤网底注式加反向冒口(https://www.xing528.com)
6100汽车曲轴的材料牌号为QT600⁃3,铸件的重量为44.6kg,采用底注式浇注系统,如图7⁃23所示。铸件的壁厚为1.15cm,查表4⁃3得S1=2.2,则浇注时间为
 。查表4⁃5得μ=0.6,查表4⁃6进行修正,修正后μ=0.5。Hp=170mm-60mm=110mm,则由式(4⁃1)有:
。查表4⁃5得μ=0.6,查表4⁃6进行修正,修正后μ=0.5。Hp=170mm-60mm=110mm,则由式(4⁃1)有:

即Amin=5.9cm2,则取内浇道尺寸为:两道20mm×15mm。浇注系统的截面面积比查表4⁃9,取ΣA内∶ΣA横∶ΣA直=1∶1.25∶1.5,则横浇道尺寸为:一道20mm×40mm,直浇道尺寸为:一道ϕ30mm。浇注系统的结构与布局如图7⁃23所示。
3.冒口的设计
根据图7⁃23的方案,顶冒口可设计成球形冒口或圆柱形明冒口,按模数法进行冒口的设计,铸件临近冒口颈处的模数为MC=2.2cm,查表5⁃64有DR=126mm。由表5⁃49查得:d=75mm,D=125mm,h=35mm,H=450mm。
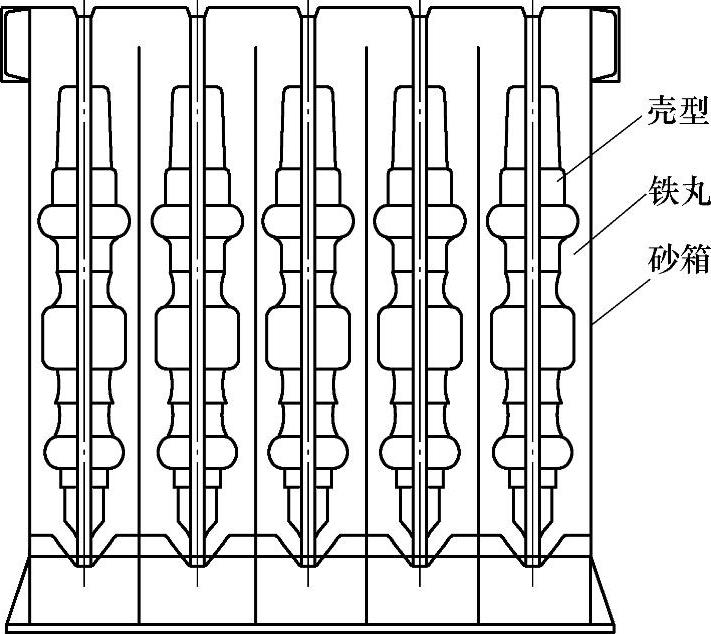
图7⁃26 壳型装箱示意图
4.其他铸造工艺情况
采用一个壳型两个曲轴铸件,一型多壳的方法,如图7⁃26所示。为了改善曲轴的组织形态,获得较高的珠光体含量,采用加快铸型的冷却速度的方法,包括:壳型与砂箱之间用铁丸充填,控制铁丸充入砂箱前的温度,确保在其充填铸型时的温度低于30℃。前打箱,将曲轴在砂箱内的冷却时间由70~80min减少到30~40min。对于尺寸较大、壁厚较大的铸件的装型数减少,如每箱5型改成每箱3型。
两半壳型采用胶粘的方法合型,为了提高型壳的粘接强度,防止石墨膨胀引起的胀壳,将型壳的涂胶工艺由点状涂胶改为槽形涂胶,并设计了涂胶专用夹具,如图7⁃27所示。
图7⁃27 涂胶专用夹具
图7⁃23所示浇注系统的挡渣能力较弱。因此,在直浇道的底部横浇道上设置过滤网,设置在底部的优点是铁液的压头较大,设置在横浇道上的优点是铁液不直接冲击过滤网,以免冲击过滤网,同时对过滤网的通过率较高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。