



模板一般由模底板、模样、浇冒口系统模、定位装置、固定装置等装配而成,也可以做成整体结构。Z2310造型机装配式单面模板如图9⁃5所示,一般与造型机配合使用。
1.模板的分类
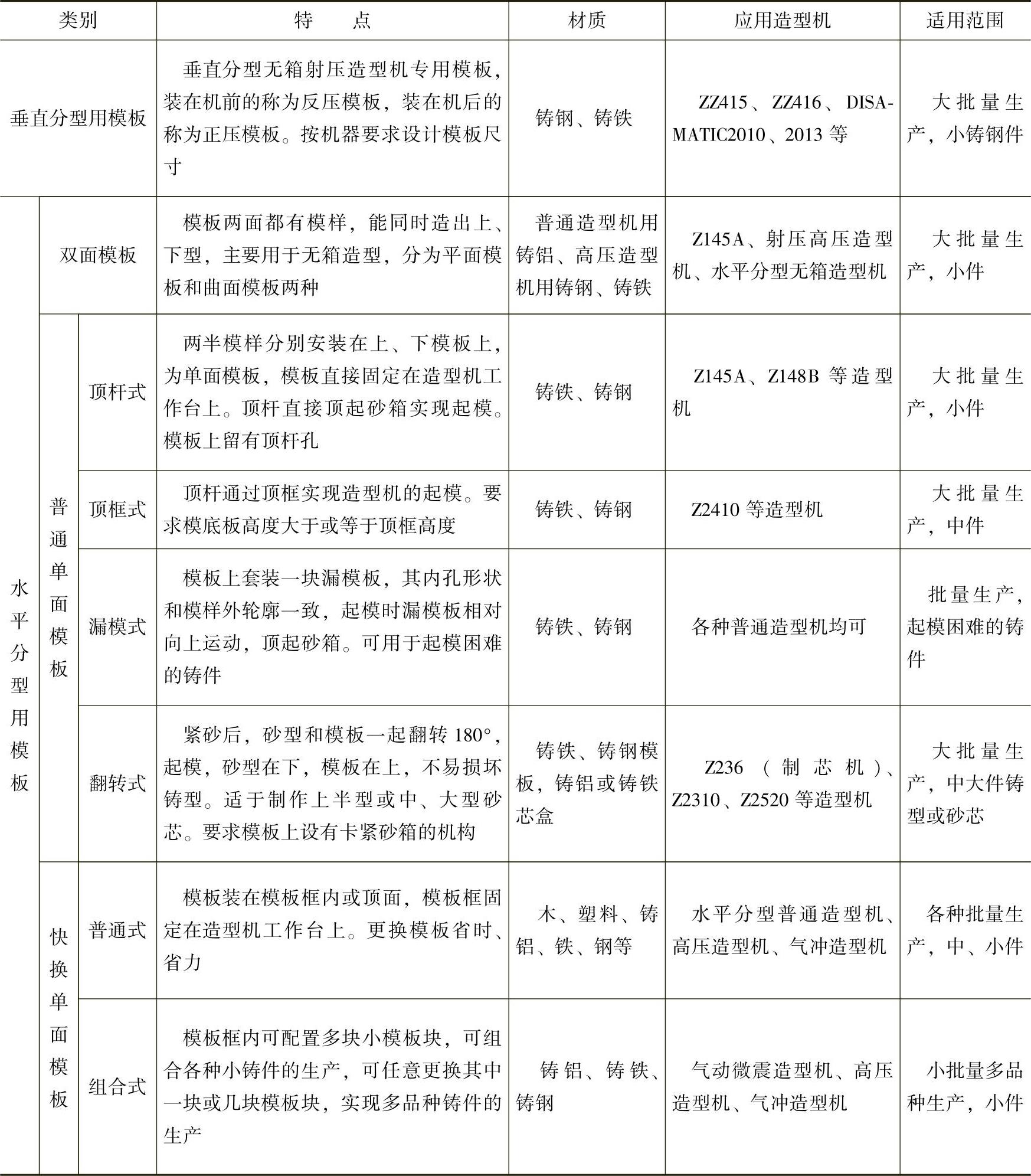
常用模板的种类见表9⁃14。
2.模底板的结构
模底板是承载模样、浇冒口系统模、定位装置、固定装置等元件的底板,可分为单面模底板和双面模底板。单面模底板(见图9⁃6)只能在一面安装模样、浇冒口系统模等。双面模底板(见图9⁃7)是将模底板的两个面均安装上模样、浇冒口系统模等,造型时分别对应上半型和下半型。模底板上应具有与砂箱定位用的定位销,与造型机连接用的凸耳,转运用的吊轴手把,翻转式造型机用的模底板还应有固定砂箱用的机构或凸耳等。
通常模底板的外轮廓应与砂箱的尺寸相匹配,模底板的高度和模板框的高度还应该满足造型机的设备要求,如砂箱+模底板的高度应与造型机的工作台至压头底面之间的距离相匹配。
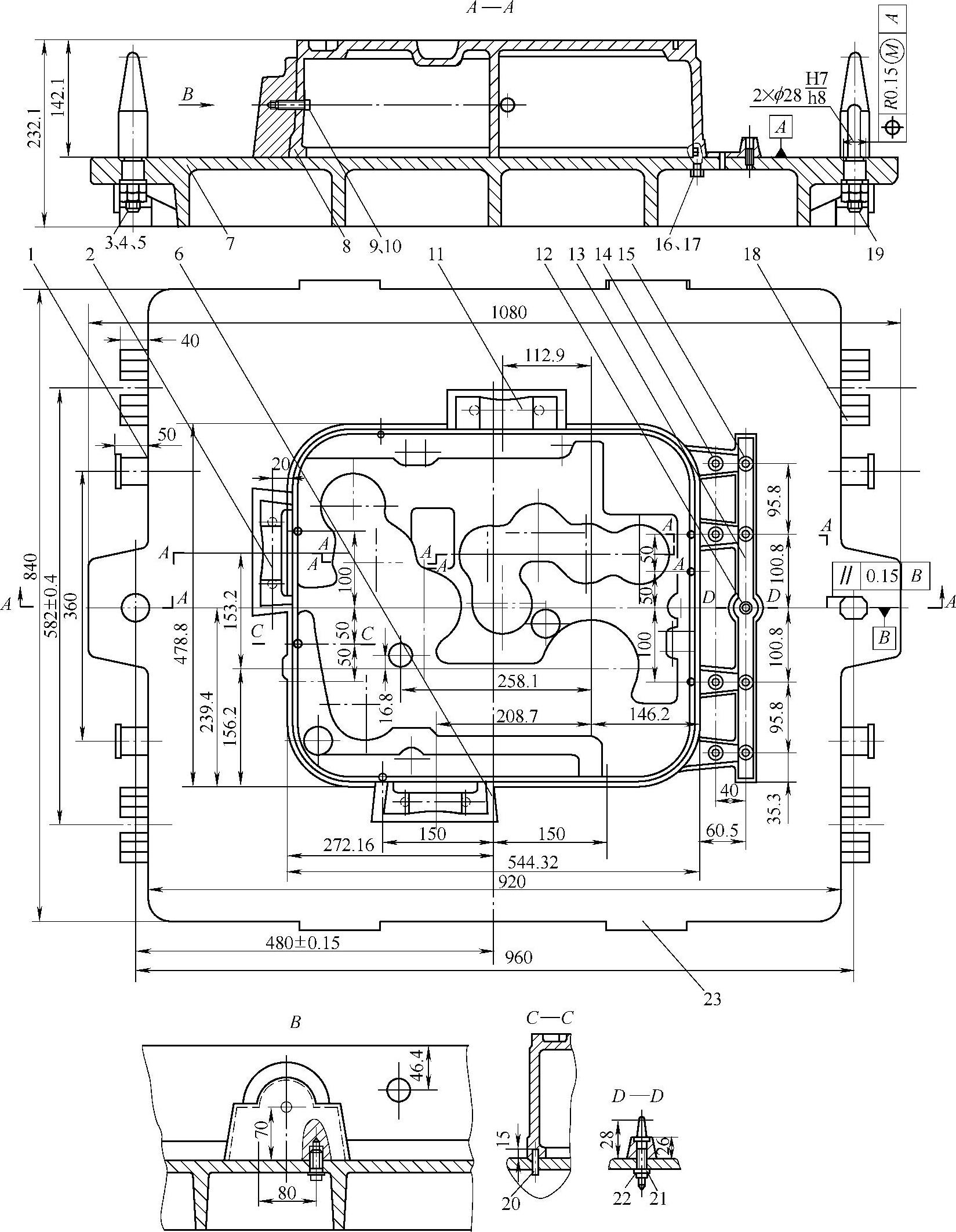
图9⁃5 Z2310造型机装配式单面模板
1—钢把 2—芯Ⅰ芯头 3—A型定位销 4—垫圈 5、9、16—螺栓 6—芯Ⅲ芯头 7—模底板 8—铝模样 10、21—弹簧垫圈 11—芯Ⅱ芯头 12—直浇道滑动销钉 13—浇注系统 14、15—沉头螺钉 17—垫圈 18—紧固台耳 19—B型定位销 20—圆柱销 22—六角螺母 23—固定砂箱用的楔形紧固耳
表9⁃14 常用模板的种类
(1)模底板的基本尺寸 单面模底板的基本尺寸由所选造型机和已定砂箱的内轮廓尺寸决定。
1)模底板的平面尺寸:A0和B0分别等于砂箱的内轮廓尺寸A和B加上分型面上,砂箱两凸边的宽度b,如图9⁃8a所示,尺寸关系为:A0=A+2b,B0=B+2b。顶框式造型机的模底板以顶框内尺寸A1和B1为准,如图9⁃8b所示,模底板比顶框小4~5mm,尺寸关系为:A0=A1-(4~5)mm,B0=B1-(4~5)mm。
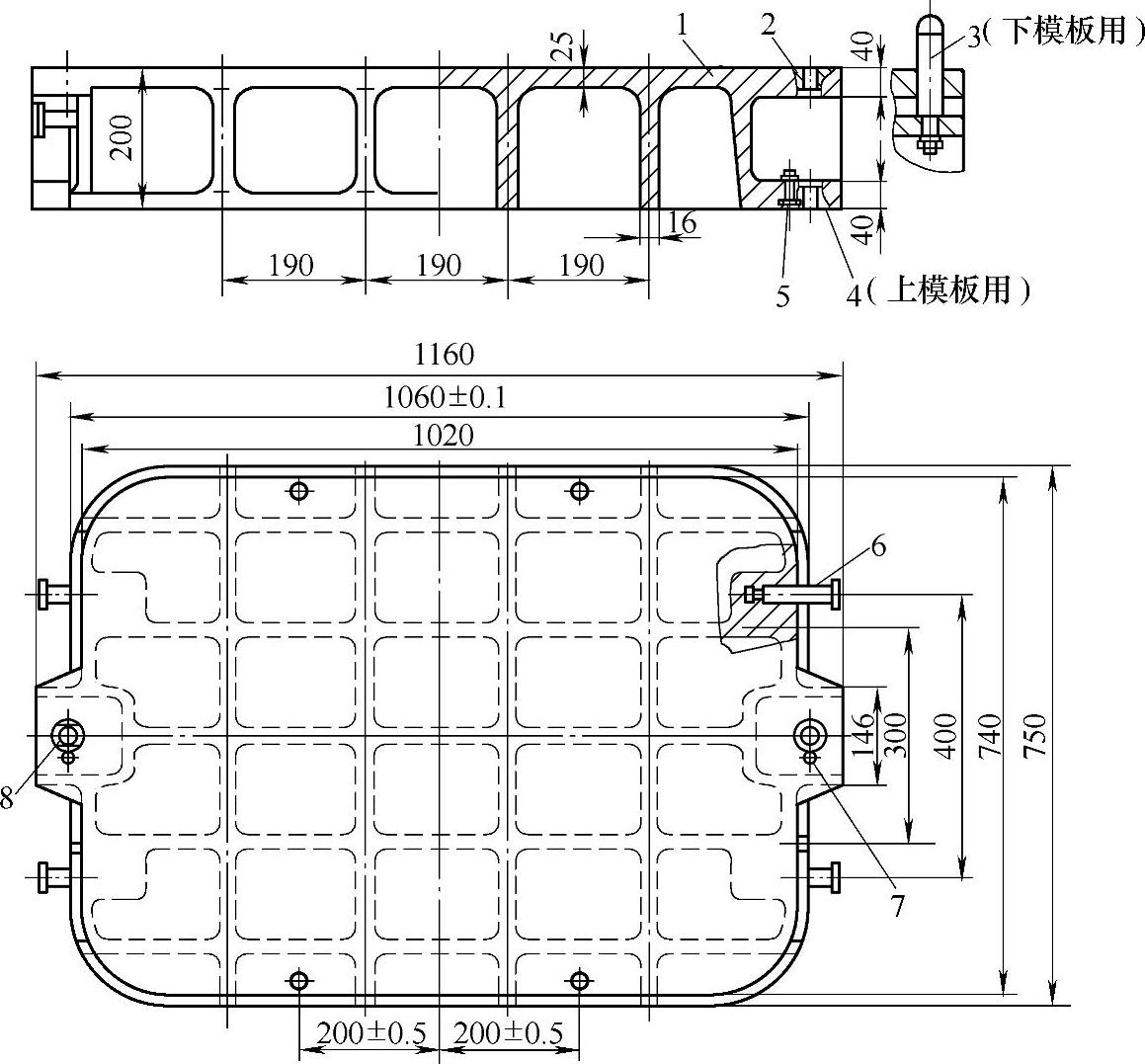
图9⁃6 直接定位的单面模底板
1—模底板 2、4—销套 3—定位销 5、7—螺钉压板 6—手把 8—椭圆销套
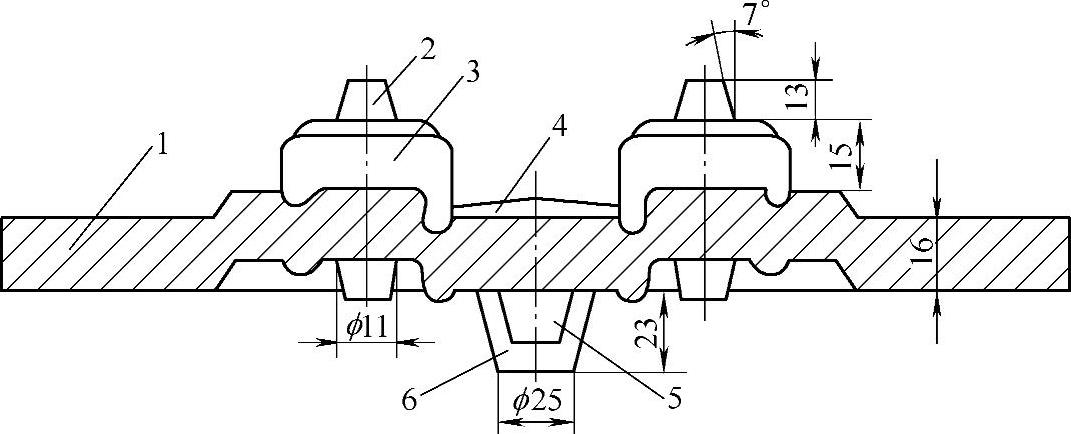
图9⁃7 整铸式双面模板
1—模底板 2—芯头 3—模样 4—内浇道 5—横浇道 6—直浇道座
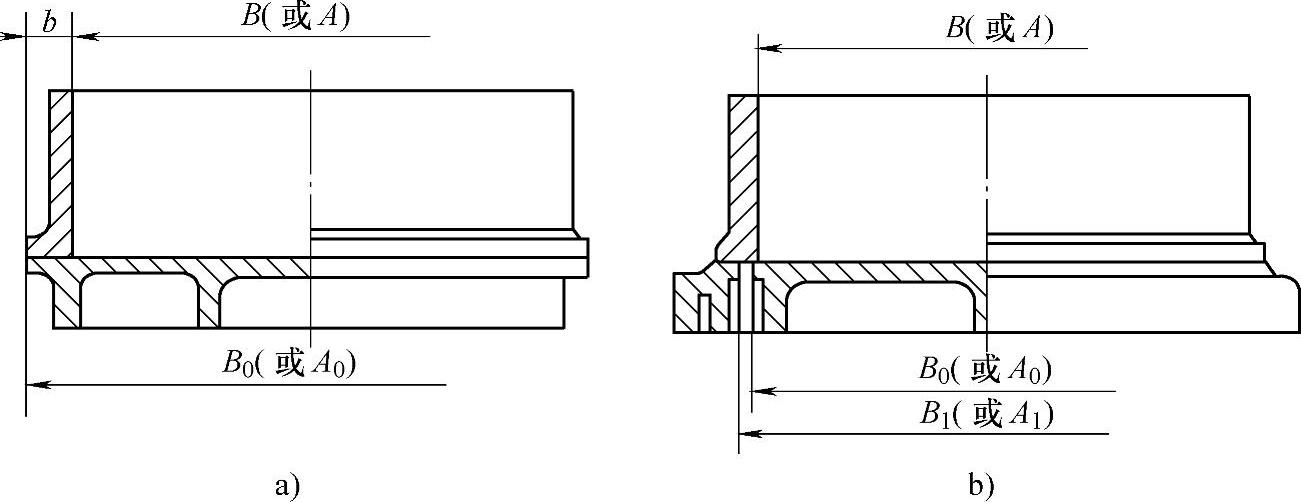
图9⁃8 模底板与砂箱或模板框内尺寸的关系
a)一般造型机模底板 b)顶框式造型机模底板
2)模底板的高度:图9⁃6上视图中尺寸200mm即为模底板的高度H。对于普通平面式模底板,当模板材料为铸铝时,H=30~90mm;当模板材料为铸铁时,H=80~150mm。对于普通凹面式模底板,H可根据模样凹进去的深度决定。对于模样较高的情况,可采用双层销耳的模板,H>100mm。确定H值时,还要考虑造型机的要求。
顶杆式造型机用模底板高度设计时,应使模底板分型面略高于顶杆上端,模底板上的模样高度应小于起模行程5~10mm,如图9⁃9所示。
顶框式造型机用模底板高度设计时,应考虑与造型机所带标准顶框相适应,顶框与模底板工作面的极限偏差如图9⁃10所示。在大批量生产的条件下,进行顶框设计,其高度要规格化,种类不能太多,以使顶框具有互换性,从而减少顶框数目。顶框的高度一般可取100mm、120mm、150mm三种,模底板的高度也相应地取100mm、120mm、150mm三种。
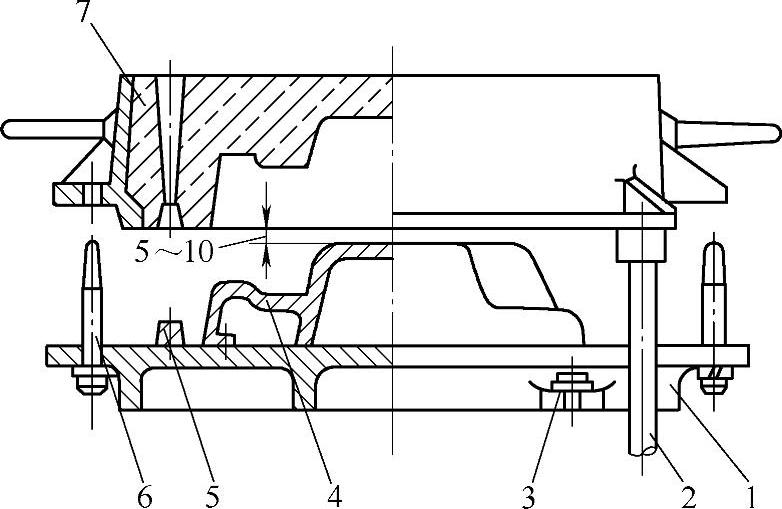
图9⁃9 顶杆式造型机起模示意图
1—模底板 2—顶杆 3—紧固螺钉 4—模样 5—横浇道 6—定位销 7—上砂箱
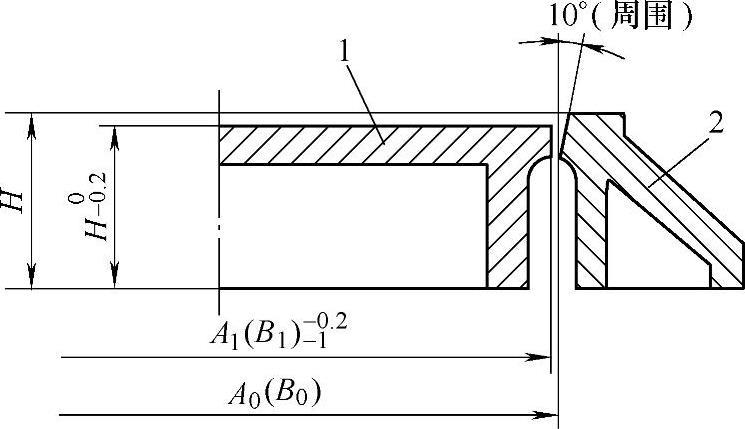
图9⁃10 顶框与模底板工作面的极限偏差
1—模底板 2—顶框
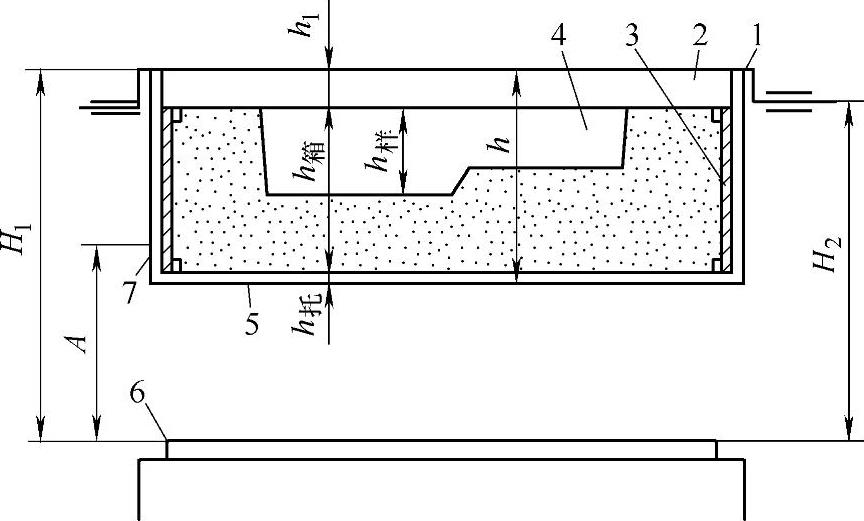
图9⁃11 转台式造型机上模板高度计算示意图
1—转台 2—模底板 3—砂箱 4—模样 5—砂箱托板 6—受台台面 7—夹紧机构
转台式造型机用模底板高度可参考图9⁃11。图9⁃11中,A为起模行程,H1为回转后机台台面间距离,H2为转轴到机台台面间距离,h箱为砂箱高度,h1为模底板高度,h托为砂箱托砂板高度,h样为模样的最大高度,h为模底板、砂箱和砂箱托板高度的总和。模底板的最大高度为
h1max=H1-(h样+h箱+h托+20mm) (9⁃3)
式(9⁃3)括号中20mm是为了保证起模后砂型离开模板时不与模样顶面相刮碰而设置的距离。模底板的最小高度为
h1min=H1-A-(h样+h箱+h托+20mm)+30mm (9⁃4)
式(9⁃4)括号中,30mm是为了保证起模时造型机不至于发生震击而设置的距离。
翻台式造型机用模底板高度H(见图9⁃12)的设计应满足下式:
H=H1-(h样+h箱+h垛+h托)-(5~10mm) (9⁃5)
式中 h垛——砂型高出分型面的砂垛高度(mm)。
5~10mm——为防止起模后砂型与模样刮碰而设置的距离。(https://www.xing528.com)
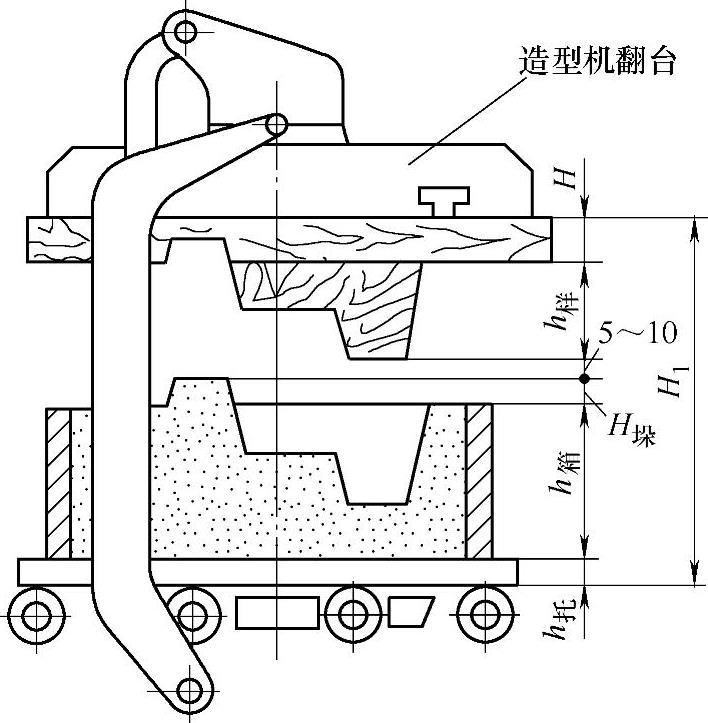
图9⁃12 翻台式造型机翻台起模示意图
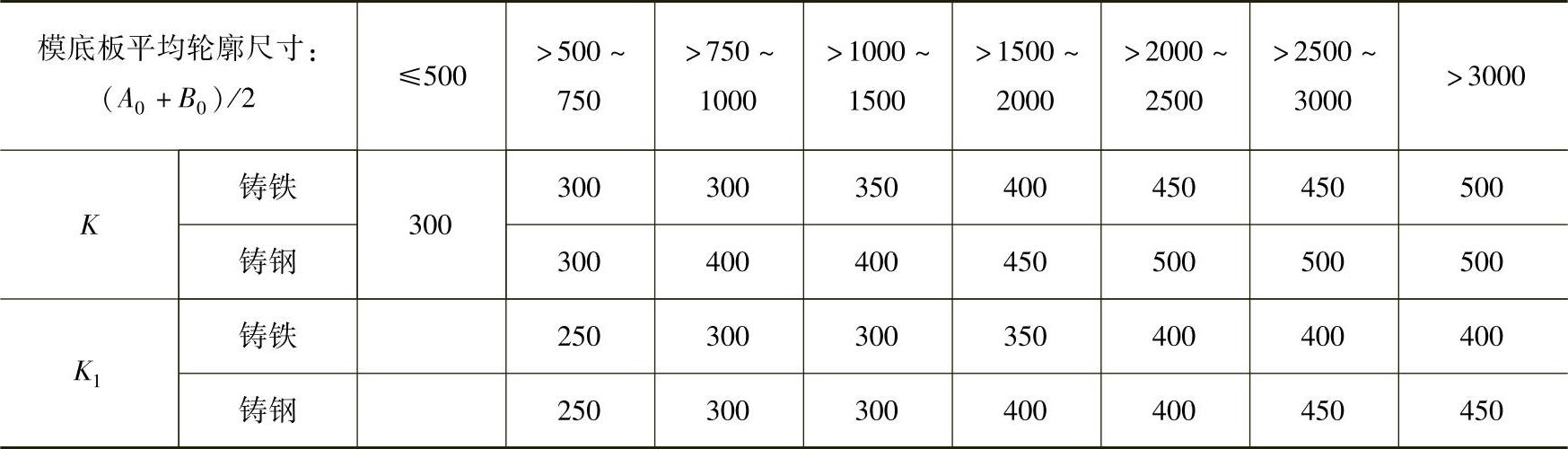
(2)模底板的壁厚和加强筋 模底板的壁厚和加强筋的厚度见表9⁃15。模底板与加强筋间距见表9⁃16。
表9⁃15 模底板的壁厚和加强筋的厚度 (单位:mm)
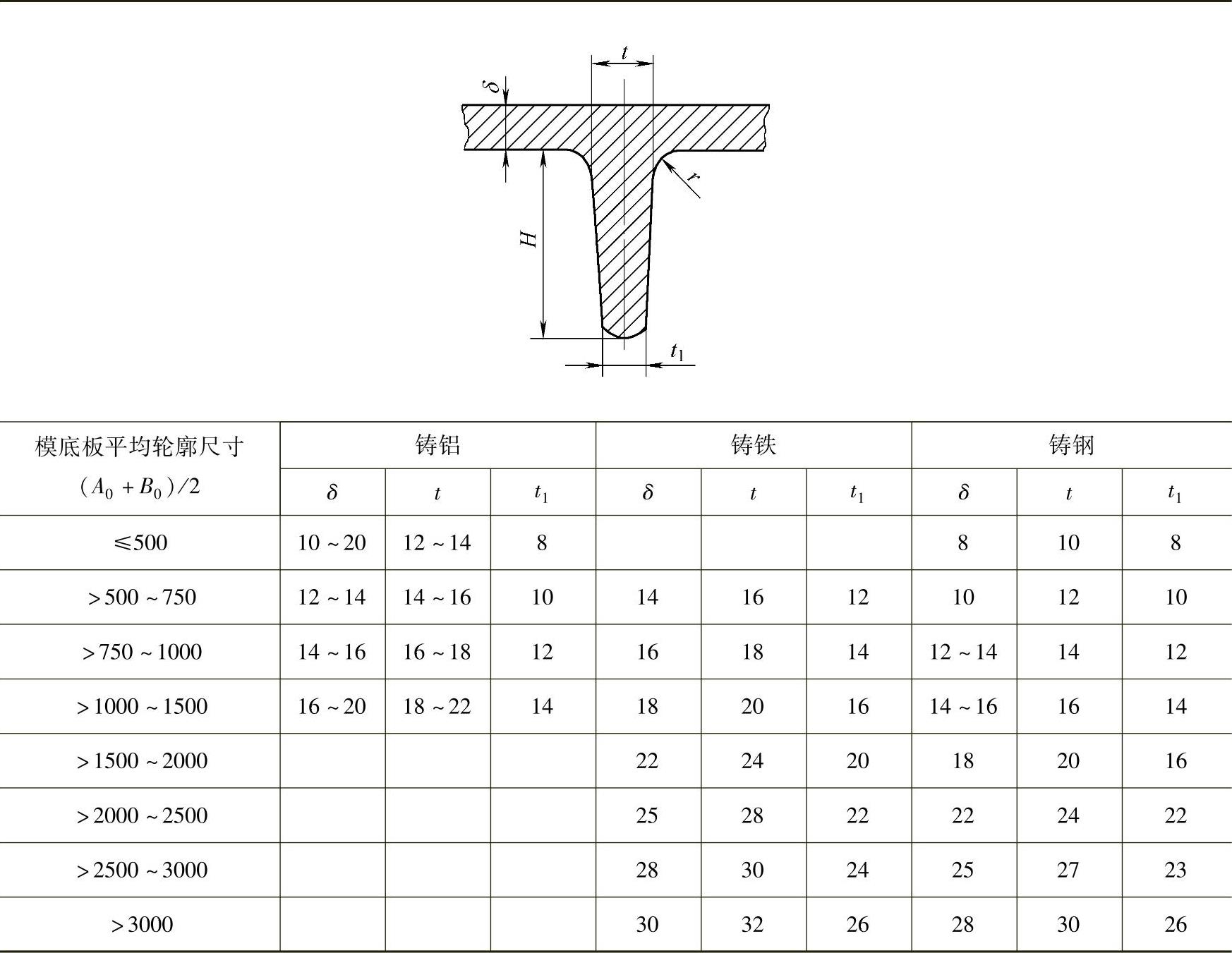
表9⁃16 模底板与加强筋间距 (单位:mm)
3.模板与砂箱之间的定位
模板与砂箱之间的定位分为直接定位和间接定位。
(1)直接定位 直接定位是指将定位销直接安装在模底板上。
(2)间接定位 间接定位是指定位装置安装在模板框上,模板与模板框之间另有定位。显然间接定位法多了一次定位误差,为防止铸件错型超差,模底板和模板框之间的定位精度要高,定位销孔中心距偏差应小于±0.03mm。快换模板和组合模板多用间接定位法,以简化模板结构,使模板轻巧,便于更换和存储。模板与砂箱间的定位如图9⁃13所示。
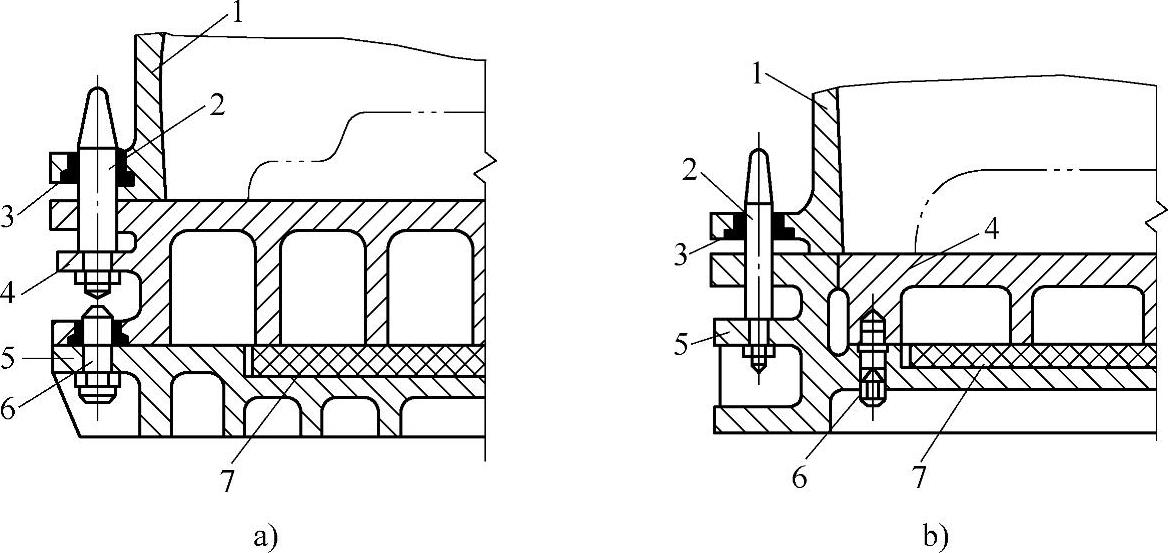
图9⁃13 模板与砂箱间的定位
a)直接定位 b)间接定位
1—砂箱 2—定位销 3—销套 4—模底板 5—模板框 6—定位销 7—加热元件
(3)定位销与销套的配合 大批量生产一般采用H8/d8,批量生产一般采用H9/d9,单件小批量生产采用H10/d10。根据砂箱名义尺寸的大小,定位销及销套的名义直径可分别选用20mm、25mm、30mm、35mm、40mm等。模板与砂箱间的定位元件如图9⁃14所示。
4.模底板上的搬运设施
模底板上的搬运设施包括:吊轴、手柄和手把。
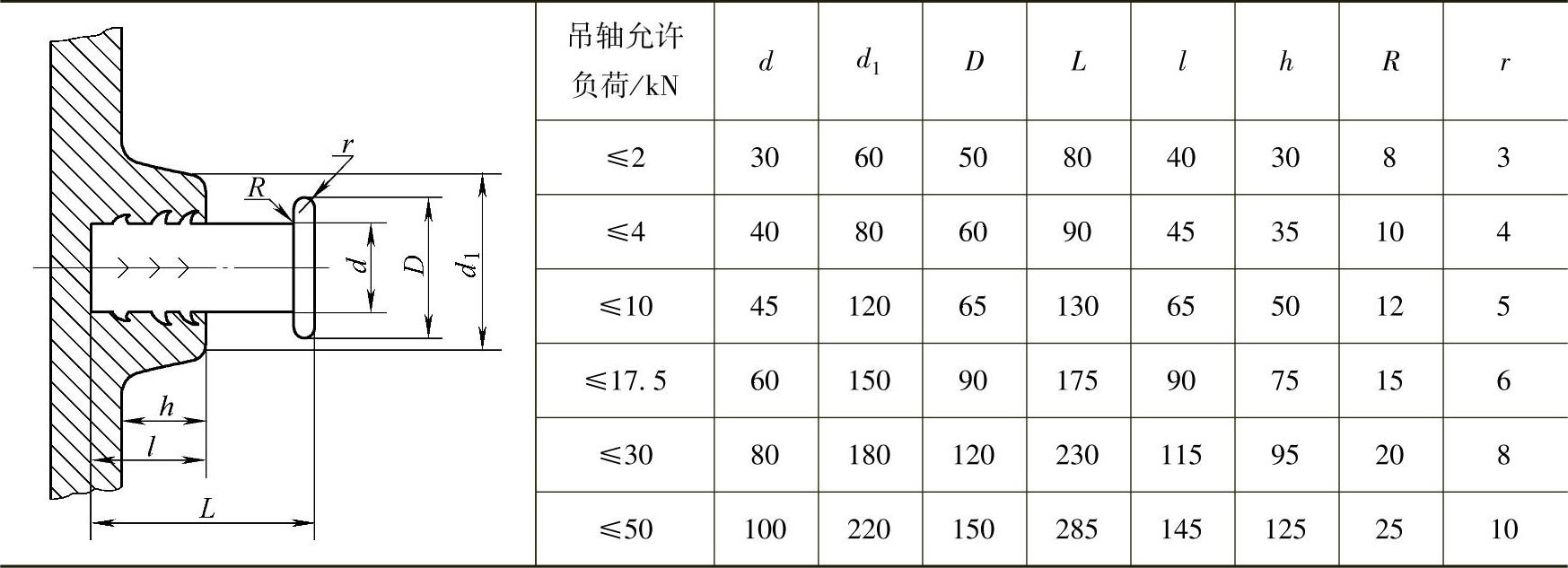
(1)吊轴 吊轴可以与模底板一起整铸,称为整铸式吊轴;也可以采用铸接或者焊接方式生成,称为铸接式或铸焊式吊轴。整铸式吊轴的结构和尺寸见表9⁃17,铸接式吊轴的结构和尺寸见表9⁃18。
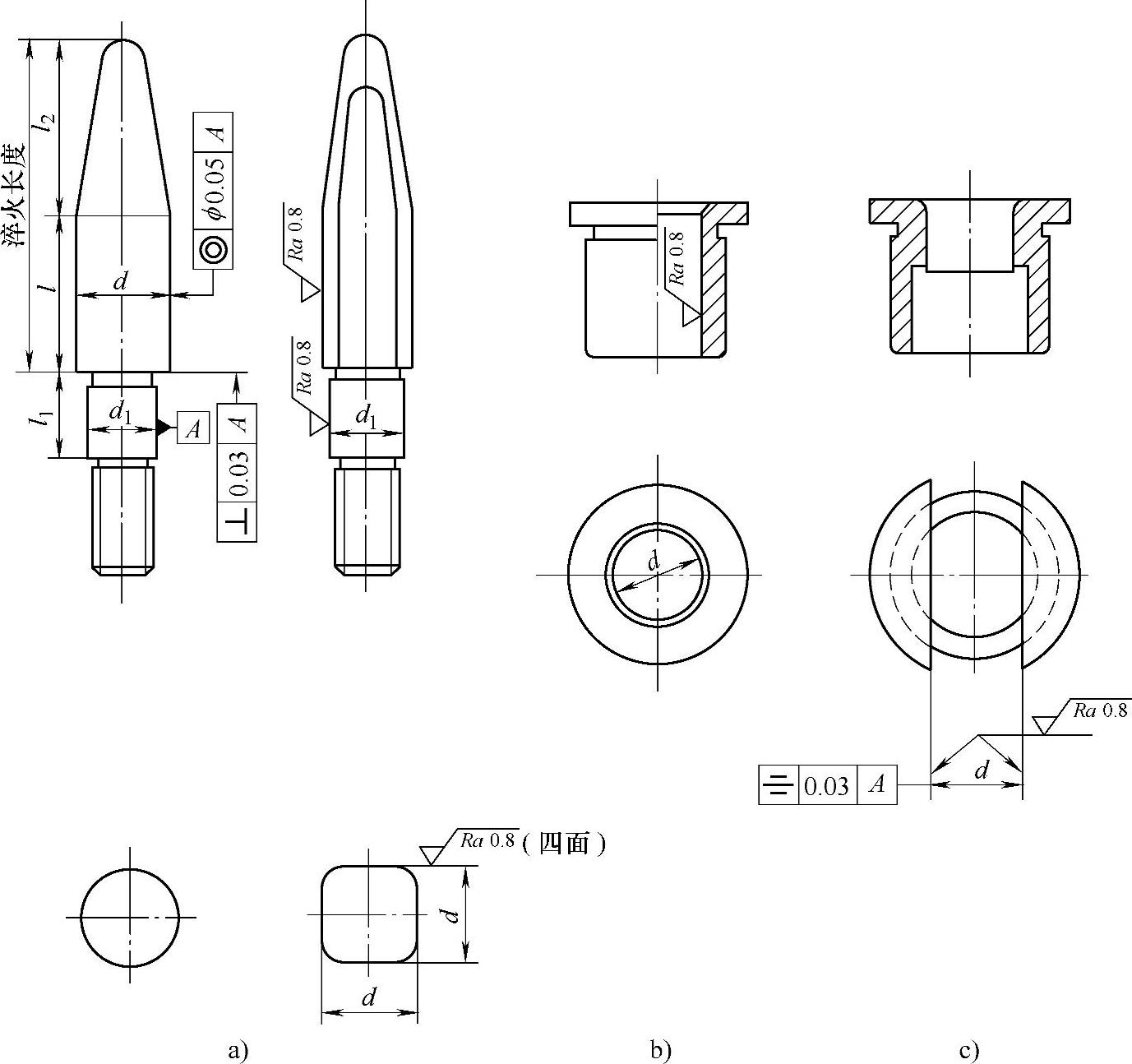
图9⁃14 模板与砂箱间的定位元件
a)定位销、导向销 b)圆套 c)椭圆套
表9⁃17 整铸式吊轴的结构和尺寸 (单位:mm)
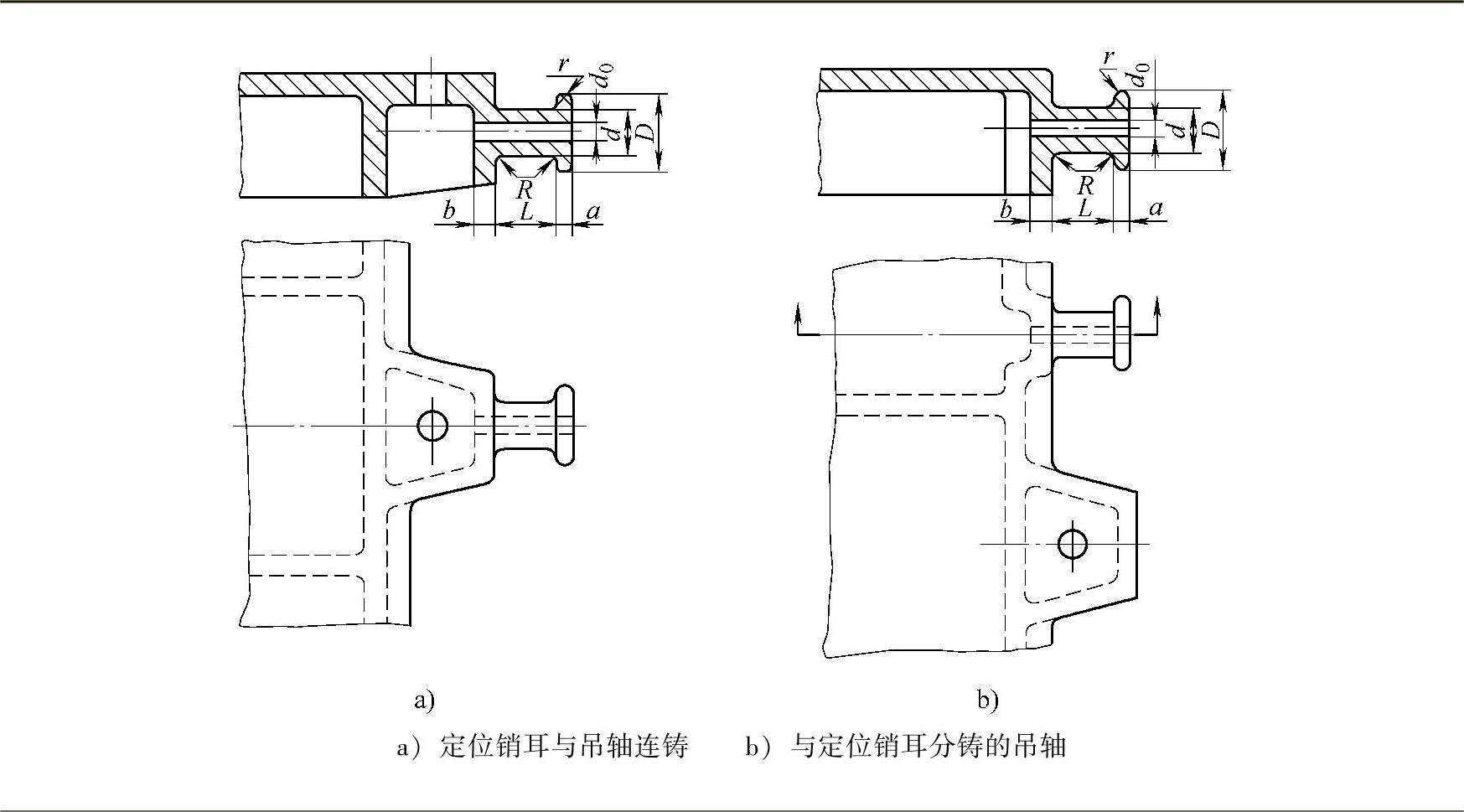
(续)
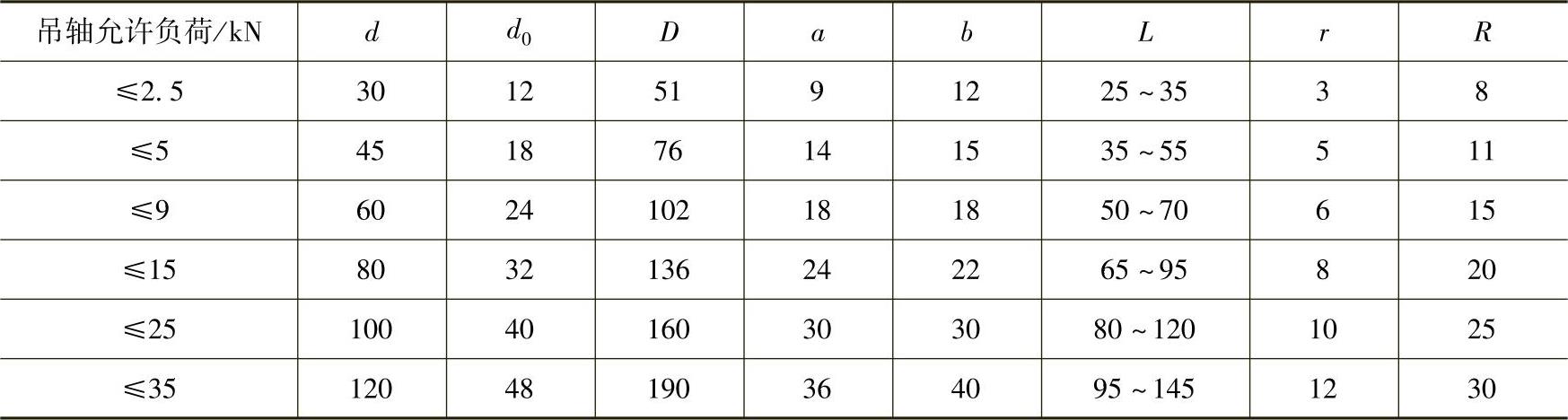
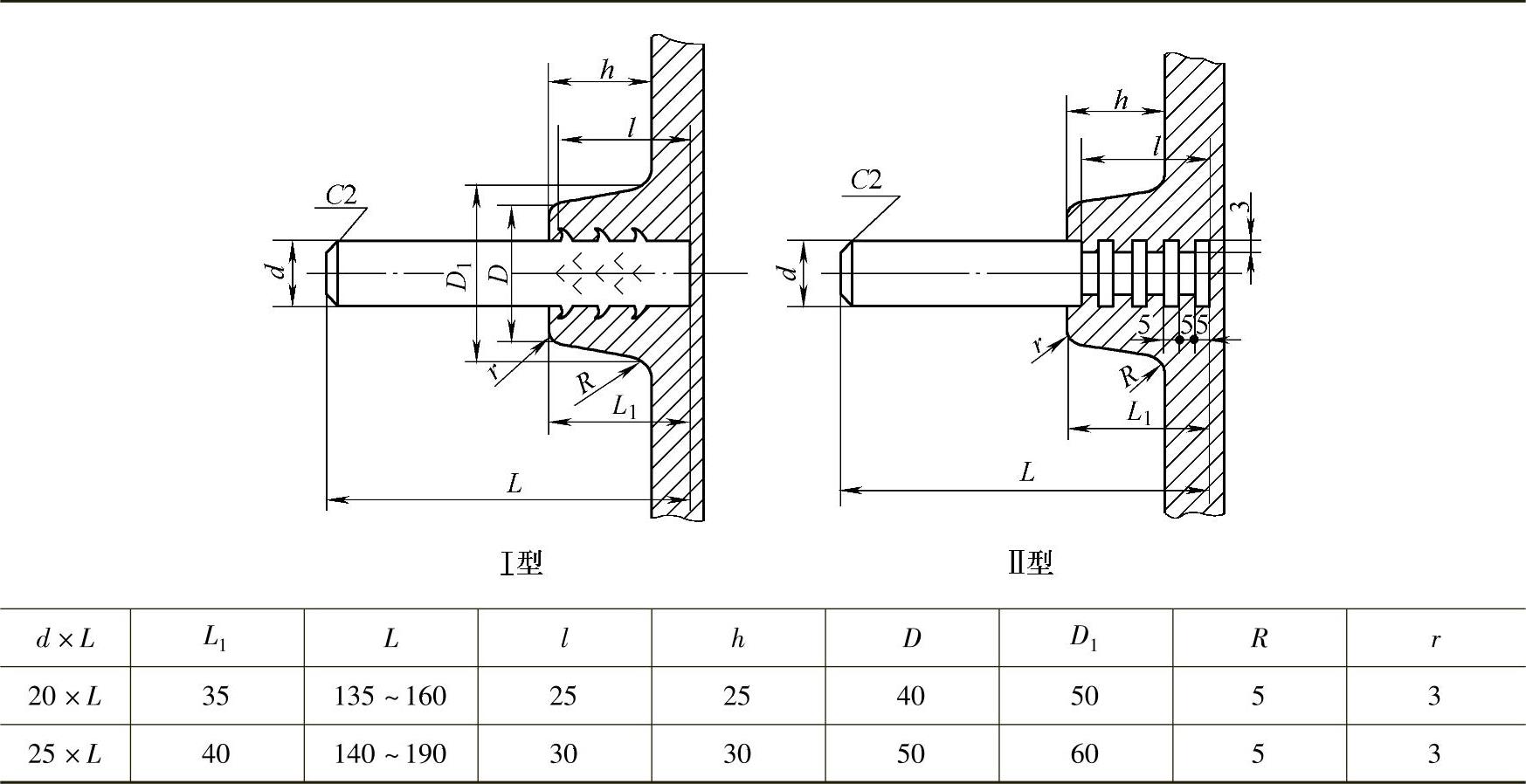
表9⁃18 铸接式吊轴的结构和尺寸 (单位:mm)
(2)手柄 对于平均尺寸小于500mm的小型底板,可以不设吊轴和手柄,必要时可设手把。手柄一般用圆钢加工而成,一般在模底板加工之后装配。手柄分为铸接式手柄和可拆卸式手柄两种。铸接式手柄的结构和尺寸见表9⁃19,可拆卸式手柄的结构和尺寸见表9⁃20。
表9⁃19 铸接式手柄的结构和尺寸 (单位:mm)
注:L可根据实际情况选取,但尾数应为0或5。
表9⁃20 可拆卸式手柄的结构和尺寸 (单位:mm)

注:L可根据实际情况选取,但尾数应为0或5。
5.模底板在造型机工作台上的安装
一般采用紧固耳进行模底板在造型机工作台上的安装。铸铁模底板紧固耳的结构和尺寸见表9⁃21,铸钢模底板紧固耳的结构和尺寸见表9⁃22。
表9⁃21 铸铁模底板紧固耳的结构和尺寸 (单位:mm)
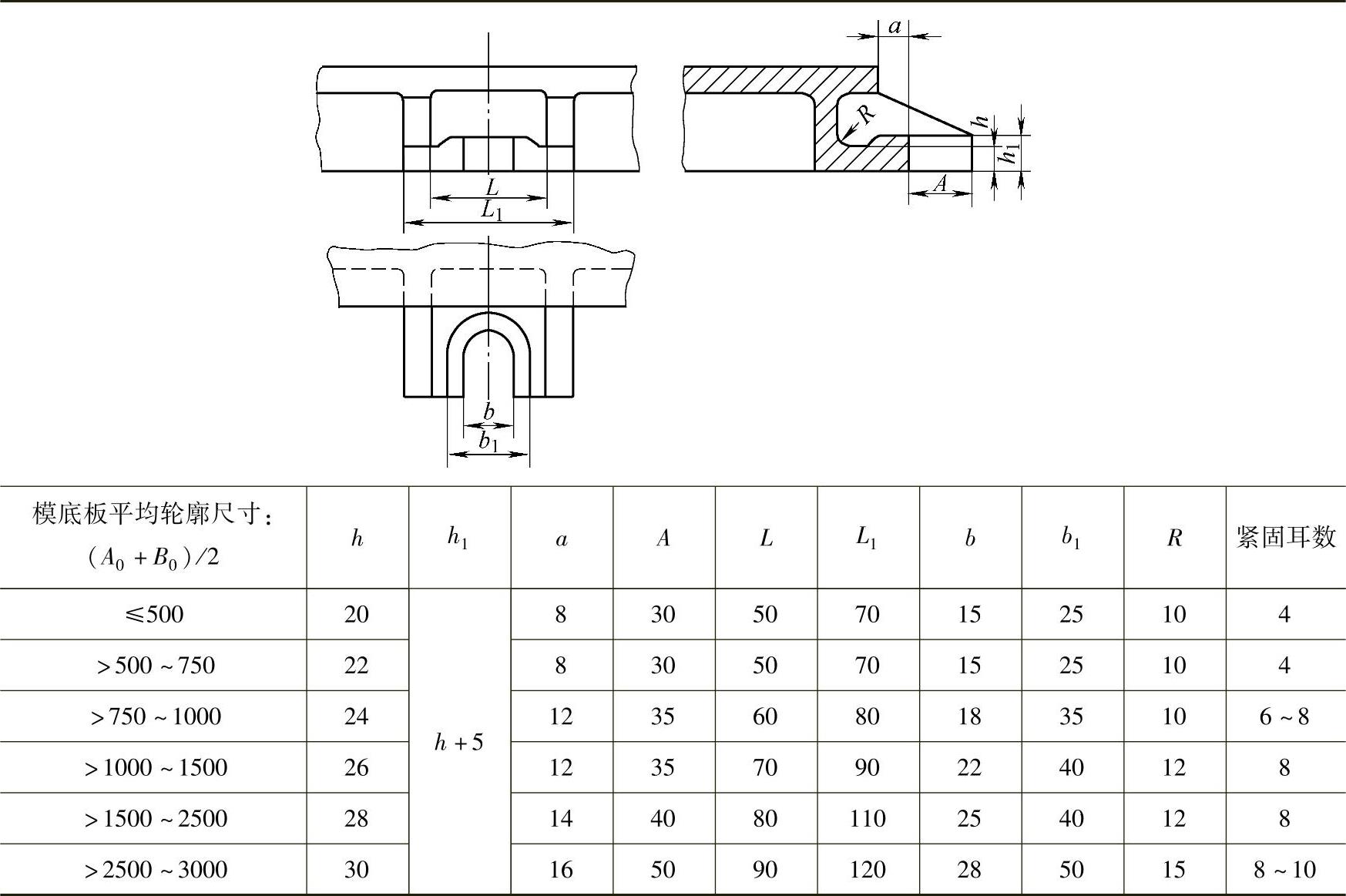
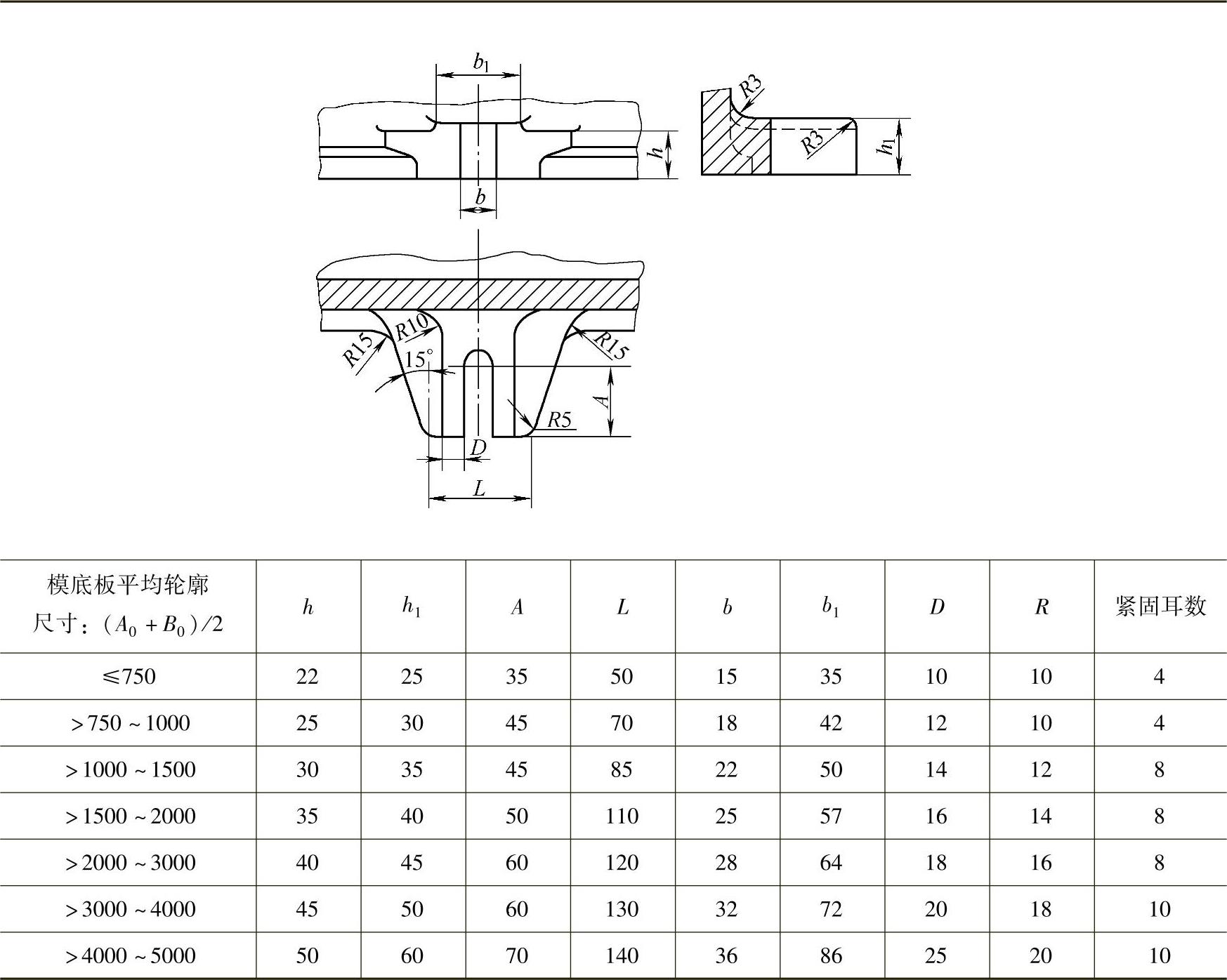
表9⁃22 铸钢模底板紧固耳的结构和尺寸 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。