



间接铸造成形是指采用快速成形技术预先生成蜡模或塑料模,再由该类模样制壳或造型生成型壳或铸型,然后再用型壳或铸型进行铸造。间接铸造法包括熔模铸造和砂型铸造。
1.熔模铸造
用于熔模铸造的快速成形方法有:立体光刻(SLA)、选择性激光烧结(SLS)、熔积成形(FDM)和分层实体制造(LOM)等。采用上述方法进行熔模铸造,与传统方法相比,大部分工序基本相同,不同之处主要是前面几道工序。例如传统的熔模铸造的前几道工序为:压型设计→压型制造→压蜡模→组焊模组→模组表面活化→制壳,采用快速成形方法的前几道工序为:工件的数模造型→快速成形工艺设计→制作蜡模或高分子材料模→模的表面处理→压蜡模→组焊模组→模组表面活化→制壳。还有一个不同的工序,就是上述工序之后的脱蜡工序,蜡模一般采用蒸汽脱蜡,而高分子材料模则需要采用高温加热的方法去除。
(1)制模材料 常用的制模材料见表10⁃16,表中参考尺寸和扫描精度与快速成形设备的规格相关,不同的设备上述参数有所不同。
表10⁃16 常用的制模材料

(2)制模的后处理 快速成形后,原型即模样或蜡模表面比较粗糙,内部空隙较多,需要进行后续处理。后处理工序包括:固化、修补、打磨、抛光和表面强化处理。
对于快速成形(除了LOM)后的原型即模样或蜡模,需要进行表面浸蜡,浸蜡后再进行表面抛磨处理后即可。
对于采用LOM方法制作的原型,可以先清理制造过程中未剔除的小方格废料。对于深腔结构、不通孔、内螺纹、内花键、斜向孔等的废料去除较困难,而且成形过程的温度控制对于该过程也有较大影响,温度过高往往导致热熔胶溢流,渗入切割区造成废料粘连,不易去除,可以采用压缩空气吹掉上述多余物,或手工剥离。对于以蜡料作为支撑材料,以熔点高于成形材料的其他材料,也可以采用加热的方式剥离,可采用蒸汽或热水加热方式使蜡料支撑结构熔化。还可以利用设备的切割装置在多余部位切割出一定密度的网格,以便于剥离。剥离后进行抛光,最后是浸蜡,以提高原型模样的表面质量。
快速成形后的工件表面如果有明显的小缺陷时,应进行修补,可以用热熔塑料、乳胶与细粉料调合成腻子,然后用砂纸或抛光轮进行打磨和抛光。
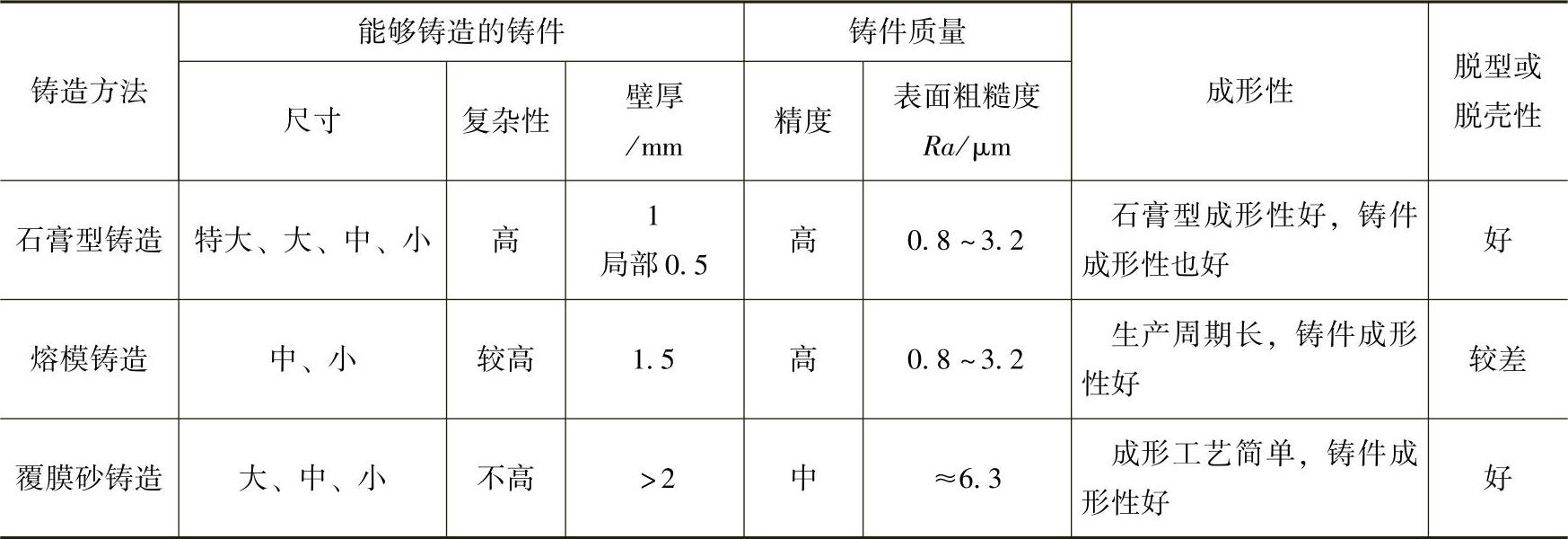
2.陶瓷型和石膏型铸造
与熔模铸造相类似,不同之处在于陶瓷型和石膏型铸造还需要制作一个底套模样来限制复合方式铸造的陶瓷层或石膏层的厚度,底套模样在铸件模样制作出来以后,采用简易方法用手工制成,可制成砂型。还有一个不同之处是,不同的造型材料、不同的制模工艺和不同的铸造方法都会对最终的模样、蜡模及铸件产生影响。三种采用快速成形的及其铸造的对比见表10⁃17。
3.砂型铸造(https://www.xing528.com)
砂型铸造可采用快速成形制作模样或芯盒,然后由制作的模样或芯盒进行造型或制芯,最后浇注成形。对于砂型铸造,可采用的快速成形方法包括:立体光刻(SLA)、选择性激光烧结(SLS)、熔积成形(FDM)和分层实体制造(LOM)等。
表10⁃17 三种采用快速成形的铸造方法对比
(1)制模材料 对于不同的快速成形方法,间接铸造所使用的制模材料有所不同,见表10⁃18。
表10⁃18 间接铸造所使用的制模材料及形态

(2)金属模样或芯盒的制造 可采用SLS法制造金属模样或芯盒。首先将金属粉末,如不锈钢粉等,进行树脂覆膜,然后烧结成形,在真空炉中进行脱脂处理,在900℃(不锈钢粉)下进行预烧结,在真空中对预烧结后的模样或芯盒进行渗金属处理,所渗的金属为铜或锌。渗后模样或芯盒的致密度,尤其是工作表面的致密度得到较大的提高,再经过打磨和抛光处理,即可得到所需要的金属模样或芯盒。
(3)模样的线收缩率 所设计的模样应包括两种线收缩率,一种是金属材料的线收缩率,另一种是制模材料的线收缩率,模样的线收缩率应该是两者的叠加。金属材料的线收缩率见表2⁃12。制模材料的线收缩在成形过程中一般都能得到释放,快速成形的模样往往就是所需要尺寸的模样,例如ABS的线收缩率约为3.5%,用该材料的粉体采用SLS方法进行快速成形,实际上制作出来的模样已经不含ABS的收缩了,制作模样时,只需要考虑金属材料的收缩即可。
(4)成形过程 首先要将铸件进行实体造型,生成铸件的模型。如果需方直接提供模型铸件,则这一过程即可省略。然后进行铸造工艺设计,接下来根据工艺设计后的模型实体进行选择,确定哪些部位或实体需要快速成形。如一般冒口都不需要通过快速成形的方式生成,而是预先制造成的标准冒口,造型时直接与快速成形的模样组合。快速成形后的原型模样需要进行后处理,处理后即可用所生成的模样进行造型等后续工序,后续工序即为普通铸造的工序,即造型、制芯、合型、浇注等。间接铸造成形法砂型铸造程序如图10⁃39所示。
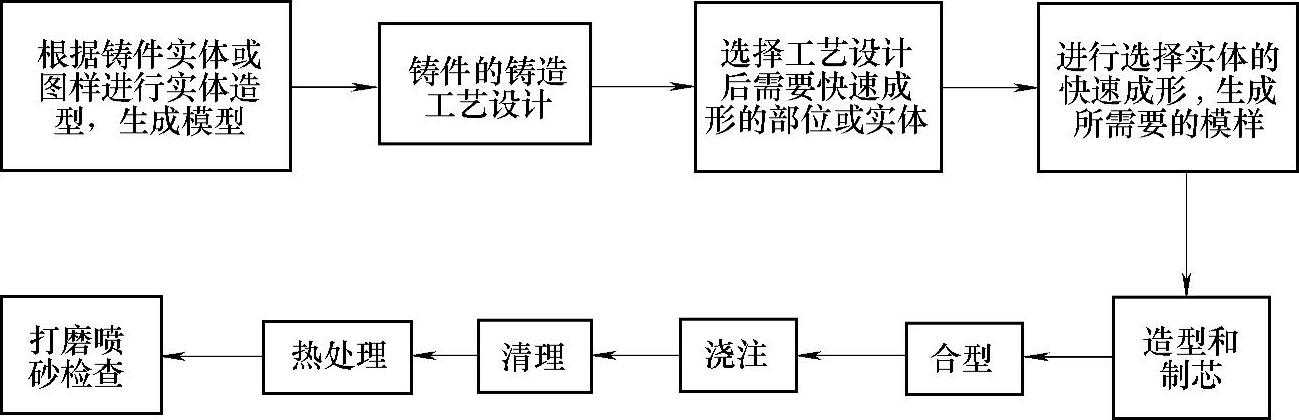
图10⁃39 间接铸造成形法砂型铸造程序
(5)特点分析 快速成形模样,可以生成较难成形的曲面和结构,并且保持较为准确的尺寸精度,制造速度较快,代替人工,可减少人为的错误和误差,降低人工费成本。采用高分子材料代替木材,对环境友好,降低材料成本,性能上具有良好的力学性能,能够保证对模样的质量要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。