



挤塑机的模具是塑料挤压的成形部分,因此,在挤制电缆的绝缘或护套过程中起着很关键的作用。它由模芯和模套两部分组成。按照不同的挤出要求,模具又有挤压式和挤管式两种。
1.挤压式模具
其模芯的尖端与模套孔之间保持着一定距离,如图7-3a所示。
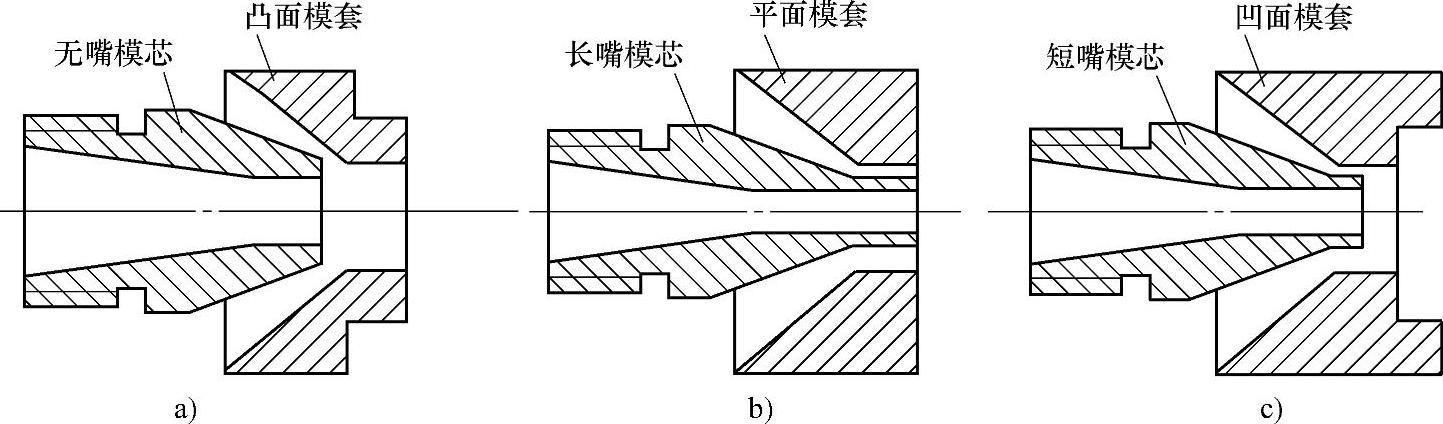
图7-3 挤塑机模具
由于塑料在机头内将直接和芯线相遇,挤出压力直接压在芯线上,这就使塑料易于紧紧地包住芯线。其缺点是当挤塑机温度或螺杆转速有变化而引起机头内压力变动时,容易发生挤塑的偏芯。
2.挤管式模具
挤管式模具的模芯大都有一段圆柱形的凸出尖端,尖端可与模套孔端面平齐,甚至可以伸出模套孔外,如图7-3b所示,因此,在机头内塑料与线芯不会相遇,这种挤压相当于挤出一根管子套在芯线上,故挤压过程较少受机头内压力变化的影响,从而不易发生偏芯。其缺点是塑料挤包较松。为避免这种情况,可采用半挤管式挤压采用抽真空的方法。
3.半挤管式模具
所谓半挤管式模具是模芯的圆柱形凸出尖端不伸出模套口,而是稍向里面一点,使塑料挤出时有一个对芯线的压力而紧包在芯线上,编织外导体的护套大都采用此方法。
正确选用模具的结构尺寸,对于保证制品的质量有显著影响,以下就对模芯、模套的选择分别作简单的介绍。
1.模芯
模芯的主要结构尺寸是内孔直径D、孔尖长度l和锥角α。模芯尺寸如图7-4a所示。(https://www.xing528.com)
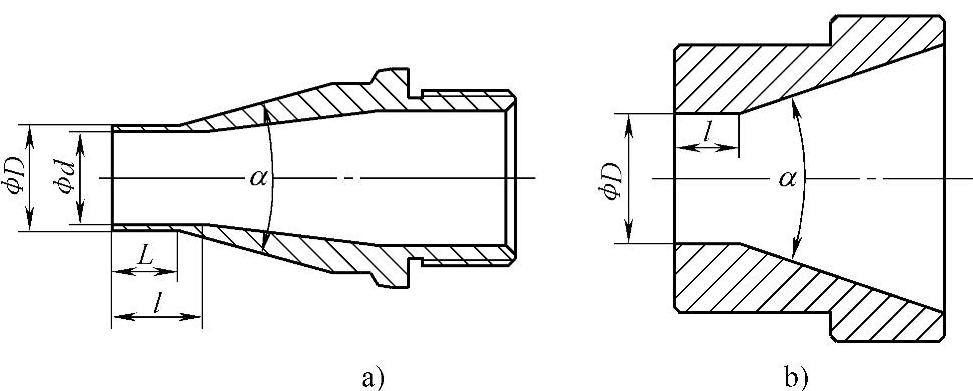
图7-4 模芯尺寸
a)模芯 b)模套
模芯内孔是为通过芯线而设的,孔径应该比芯线直径稍大,但孔径太大,芯线会在里面松动,易发生偏心,而且也容易发生塑料的倒流现象,产生黄塑胶(即烧坏了的塑胶)。黄塑胶很容易被芯线带出而影响挤制质量,造成大小外径,且黄塑胶还将大大降低芯线的绝缘性能。反之,如果孔径太小,芯线有时可能不易通过,造成不均匀的绝缘外径,严重时,还会出现过大外径的大肚皮和挤塑的脱节等现象。实践证明一般模芯孔径比芯线大0.2~0.5mm是合适的。
护套一般模芯孔径比成缆线芯或铠装线放大1.0~3.0mm,主要根据实际情况而定。孔尖长度l也应适当选取,如果太长,芯线通过时受的摩擦力会太大,容易发生芯线拉断或拉细等现象。相反,如果太短,则这一部分就容易磨损而使孔径扩大,造成芯线在当中跳动。一般这部分长度可取4~8mm,如果是采用碳化钨硬质合金,该长度可短些。
模芯锥角α的选取应与模套锥角很好地配合。
挤管式模芯,除了上述三个参数外还应考虑圆柱形凸出部分长度及其外径,这两个尺寸都得根据模套承线的长度和孔径的大小,以及结合产品的实际要求来确定。
2.模套
模套的主要尺寸是孔径D,承线长度l及模套锥角α,如图7-4b所示。
考虑到塑料挤压后的收缩,模套孔径总是应该比制品外径大些(泡沫聚乙烯挤压除外)。经验指出,当挤塑厚度在1.5mm以下时,模套孔径可按制品外径的要求放大0.2~0.3mm。而当厚度超过0.5mm时,模套孔径则可放大10%~15%。
模套的承径线对挤塑压力有直接影响,如果承线较长,由于塑料不易流出,在机头内可积累较大的压力,挤塑后质量较好。但是承径线取得太长也不利,会造成过大的压力而使反向的压力流动加大,挤出量减少。在这种情况下,要保证制品外径的要求,必须相应加大螺杆的转速,这显然是不太合理的。同时,承径线过长时,因为反向压力流动的增加,塑胶也极易倒流入模芯,使挤塑不能正常运行,甚至还会影响制品的质量。因此,承径线的长度应适当地选取。对于聚乙烯加工,一般可取为孔径的3~8倍。而如果被挤压的塑胶黏度大,为避免挤出量的明显降低,以及功率的突然升高,承径线长度应取得短些。此外,在挤压薄层绝缘时,由于挤出速度很高,此时承径线长度也应取得短些。
模套锥角的选择,应考虑到塑料流通孔道逐步的收缩,避免某些地方孔道的尺寸小于制品的挤塑厚度,以保证塑料的压力均匀地增大而有利于挤压。一般情况下,模套的锥角应与模芯的锥角一致或稍大一些而相互能很好地配合。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。