



闪光对焊设备的信号分别通过电流传感器、电压传感器、位移传感器、压力传感器、温度传感器或者热成像仪等采集闪光对焊参数。焊接过程顺序控制的实现及监控,主要由电压控制系统、工业计算机监控系统、可编程控制器(PLC)系统等组成,完成各种焊接操作的输入与指令的输出,其主要功能是完成各种焊接参数的数据采集,模拟量、数字量控制信号的转换与处理等,控制系统根据已编程好的程序,将控制信号反馈给系统的执行机构,实现焊接过程中的监测与控制。
闪光对焊机速度控制回路主要由可编程控制器、比例伺服阀和比例放大卡、液压系统和焊接回路组成。由于送进速度的快慢直接影响焊接电流大小、闪光烧化速度和烧化稳定性,因此速度控制是焊机控制系统的重点。焊机控制系统分为内闭环和外闭环两部分,电液伺服比例控制原理如图4-11所示。内闭环控制由比例放大卡与比例伺服阀构成,当PLC给定速度固定时,内闭环自动调节流量达到稳定值。外闭环控制通过采集焊接电流,输入PLC进行程序运算,给出比例伺服阀控制信号,控制动夹具的送进速度,以使得送进与后退速度与焊接电流匹配。

图4-11 电液伺服比例控制原理(https://www.xing528.com)
闪光对焊在线监控系统软件的选择是根据实际需求选择不同,PLC具有抗干扰能力强、过程程序设计容易等优点,可以进行焊机工作过程的控制。工控机则具有数据图表直观,数据处理容易,数据保存空间大,采集速率快,人机交换能力强等优势,进行焊机工作过程的数据采集、PLC的参数设定、数据处理、质量判断等操作,进而可以实现质量管理。在工控机上应用上位机软件编程,可直观显示采样数据变化的表格及趋势图。典型型号的闪光对焊机如图4-12所示。其用途各有不同,采用了不同的在线监控系统。
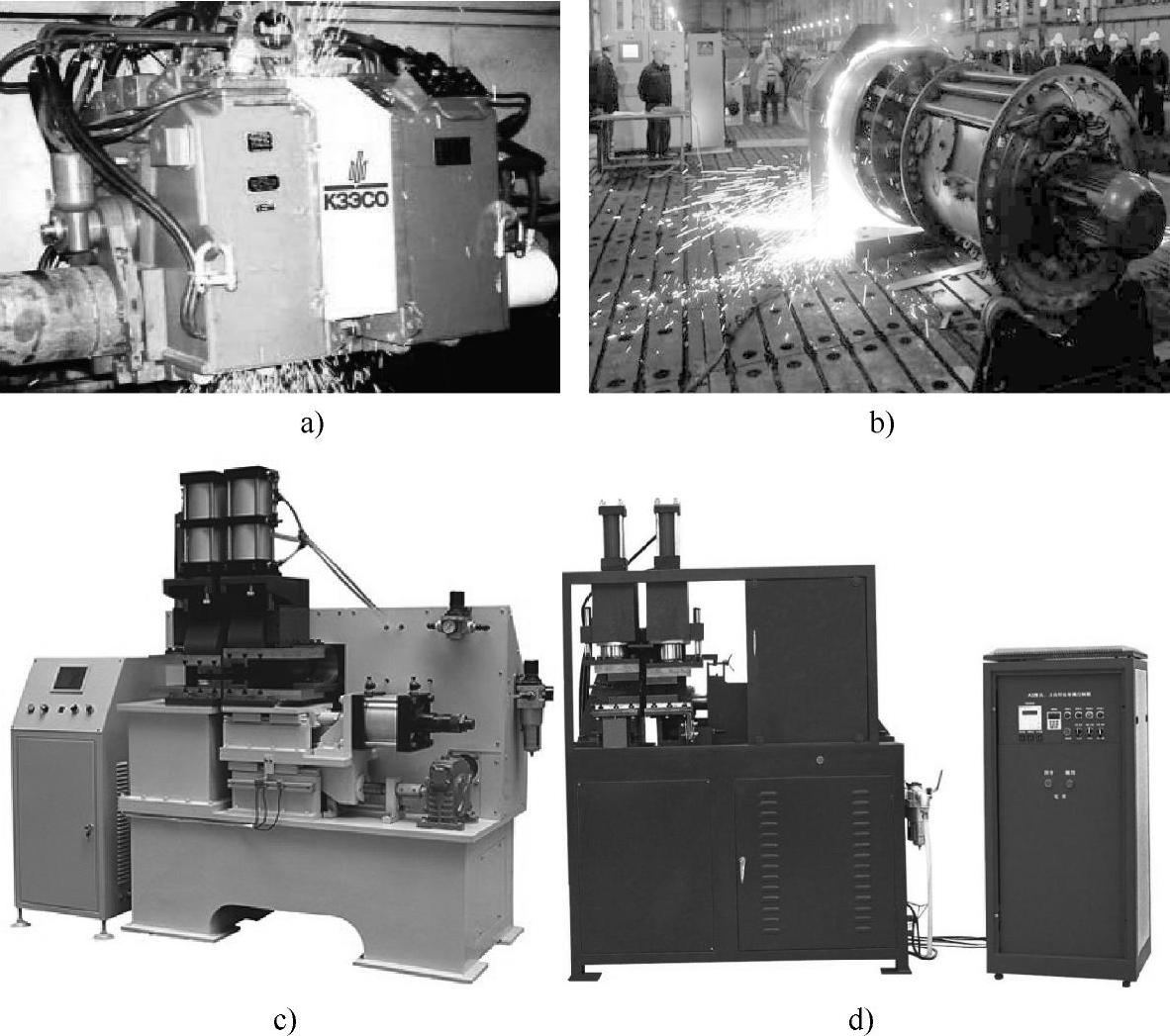
图4-12 典型型号的闪光对焊机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。