



管线钢管闪光对焊与锅炉钢管闪光对焊的区别在于焊接母材。管线钢管的Mn含量比锅炉钢管高,C含量比锅炉钢管低,具有较好的强韧性。采用弧焊方法焊接管线钢管时常遇到晶粒粗化、冷裂纹、层状撕裂和热应变脆化等问题。管线钢管的闪光对焊常遇到灰斑、未闭合的爆坑等缺陷,影响接头的性能。X65管线钢管是石油、天然气管网建设中用量最大的管线钢管之一。因此,选择外径为ϕ219mm,壁厚为18mm的X65管线钢管作为常用管线钢材料,进行管线钢管闪光对焊焊接参数的设计和论述。
管线钢闪光对焊最优工艺的研究,考虑的是随机变量(焊接接头冲击韧度)与普通变量(闪光对焊参数,如闪光留量、闪光速度和带电顶锻时间等)之间的关系,且涉及的普通变量为多变量,即为多因素试验。因此,对于管线钢闪光对焊最优工艺的研究,最好采用回归正交试验方法,建立回归方程来获得最优工艺。本书采用二次回归正交试验方法对X65管线钢闪光对焊工艺进行研究,推导得到以接头冲击吸收能量值为考察指标的二次回归方程,研究各闪光对焊参数对焊接接头质量的影响并讨论其显著性,最终达到优化管线钢闪光对焊工艺的目的。
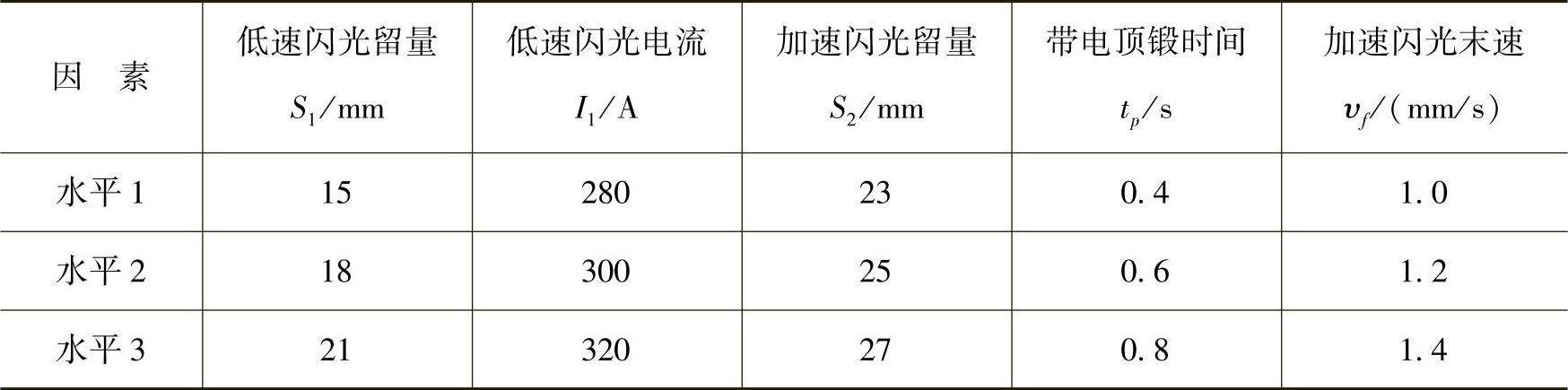
根据经验手册和前期闪光试焊结果选取低速闪光留量S1,低速闪光电流I1,加速闪光留量S2,带电顶锻时间tp,加速闪光末速υf五个焊接参数为试验因素,不考虑各因素之间的交互作用,每个因素确定三个水平,二次回归正交试验采取用1/2实施法,取m0=4,取γ=1.717556,共试验30次。X65管线钢二次回归正交试验因素水平见表7-7。
表7-7 X65管线钢二次回归正交试验因素水平
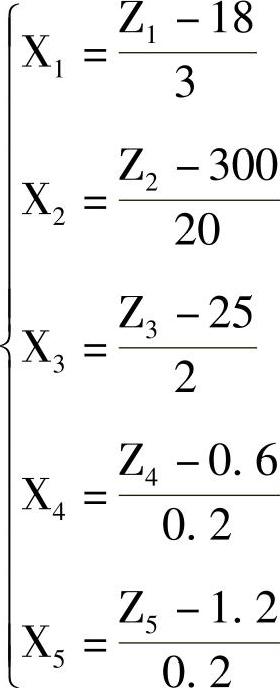
五个焊接参数S1、I1、S2、tp、υf用Z1,Z2、Z3、Z4、Z5来表示,因素编码公式为
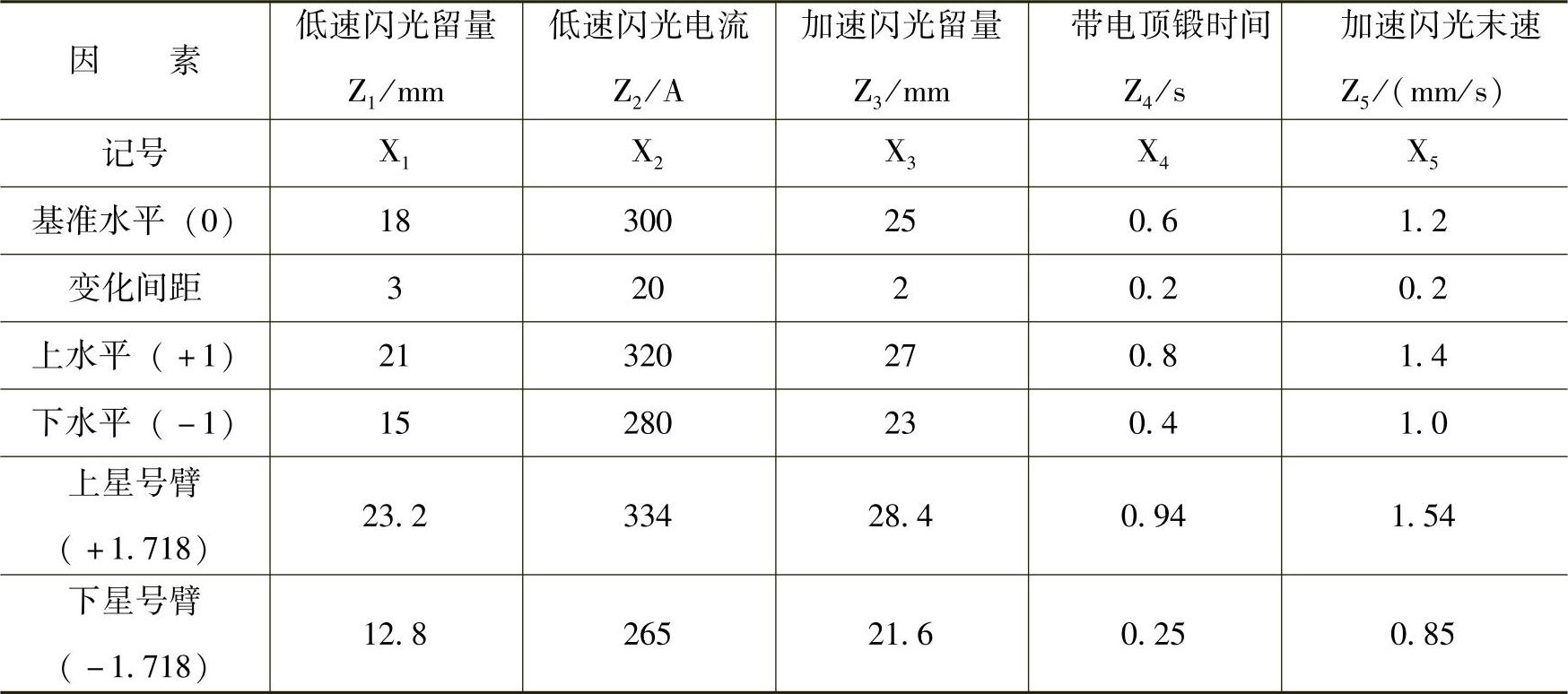
计算后所得二次回归正交试验因素编码水平见表7-8。
表7-8 二次回归正交试验因素编码水平
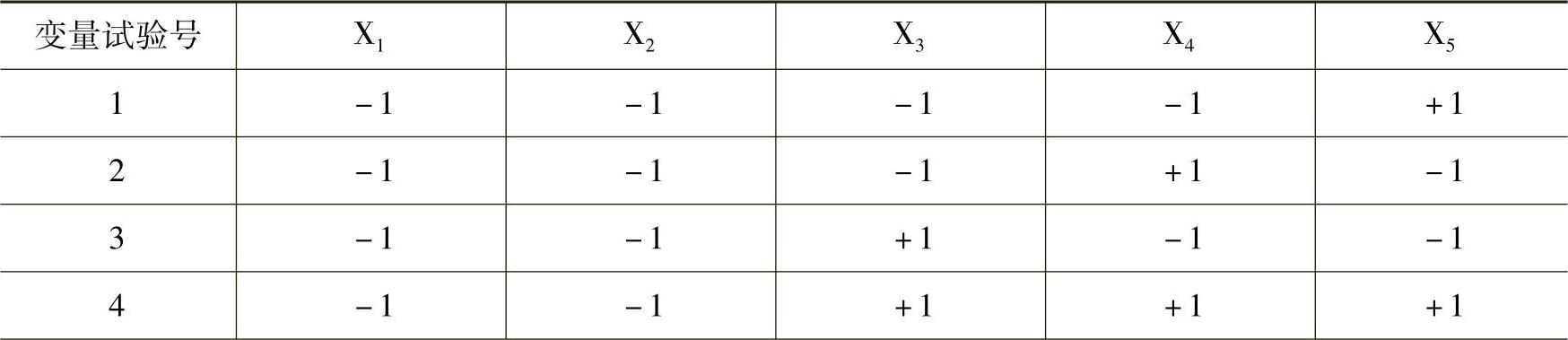
本次试验为五因素三水平的二次回归正交设计,各试验因素之间不存在交互作用,采用1/2实 施 法,进 行4次 重 复 性 试 验,即 取m0=4,计 算 星 号 臂γ=1.717556,选取五因子二次回归正交表见表7-9,30次试验焊接参数表见表7-10。
表7-9 五因子二次回归正交表
(续)

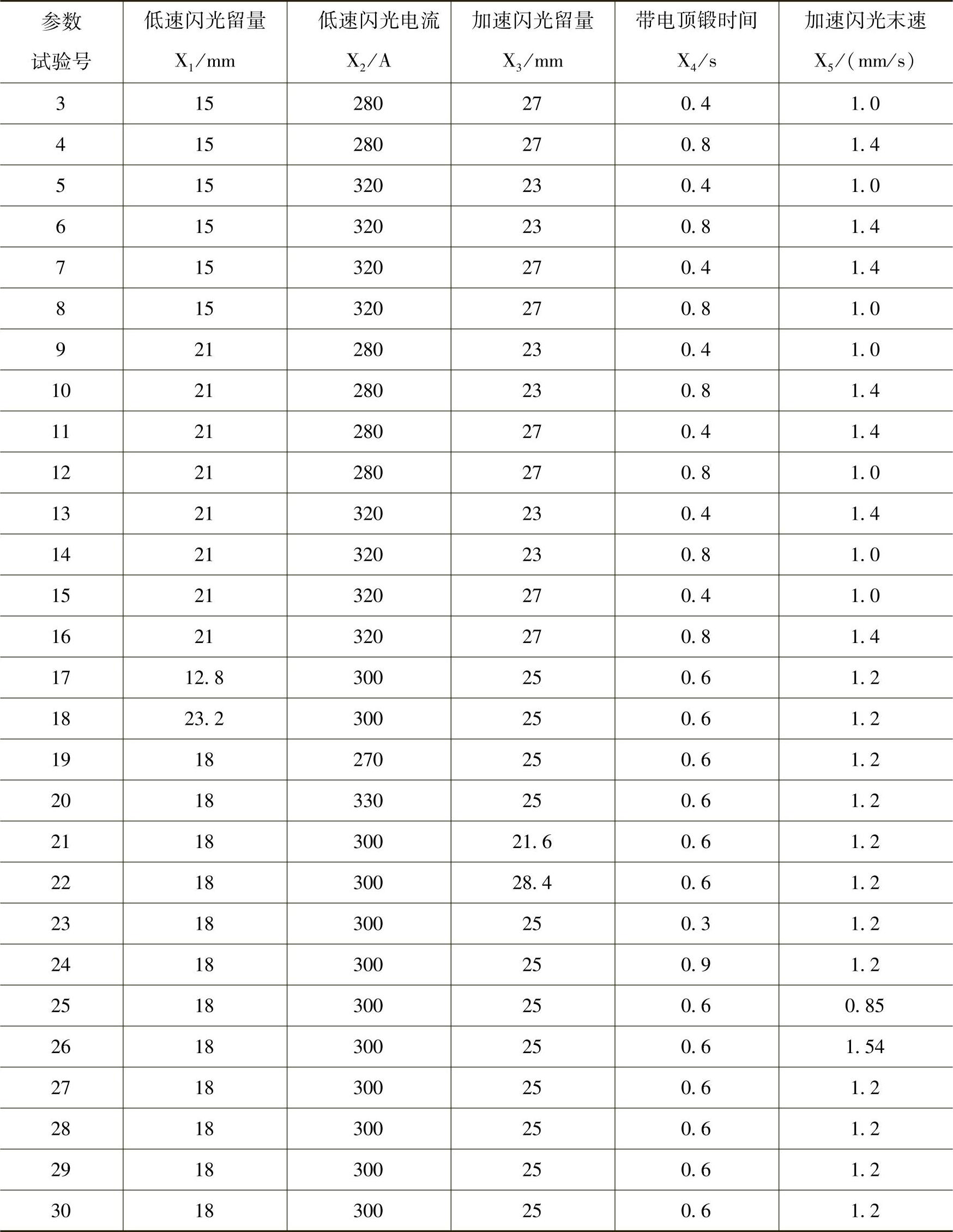
表7-10 30次试验焊接参数表

(续)
针对上述30组焊接参数,采用管外闪光对焊设备K584Ch进行焊接,获得的X65管线钢30次闪光对焊试验焊接接头如图7-5所示。30组焊接工艺都能对X65管线钢管进行焊接,焊接接头处有毛刺凸起,热过渡区域范围较大,特别是管道底部,由于焊渣堆积较多、冷却较慢,其热过渡范围较宽。

图7-5 X65管线钢30次闪光对焊试验焊接接头
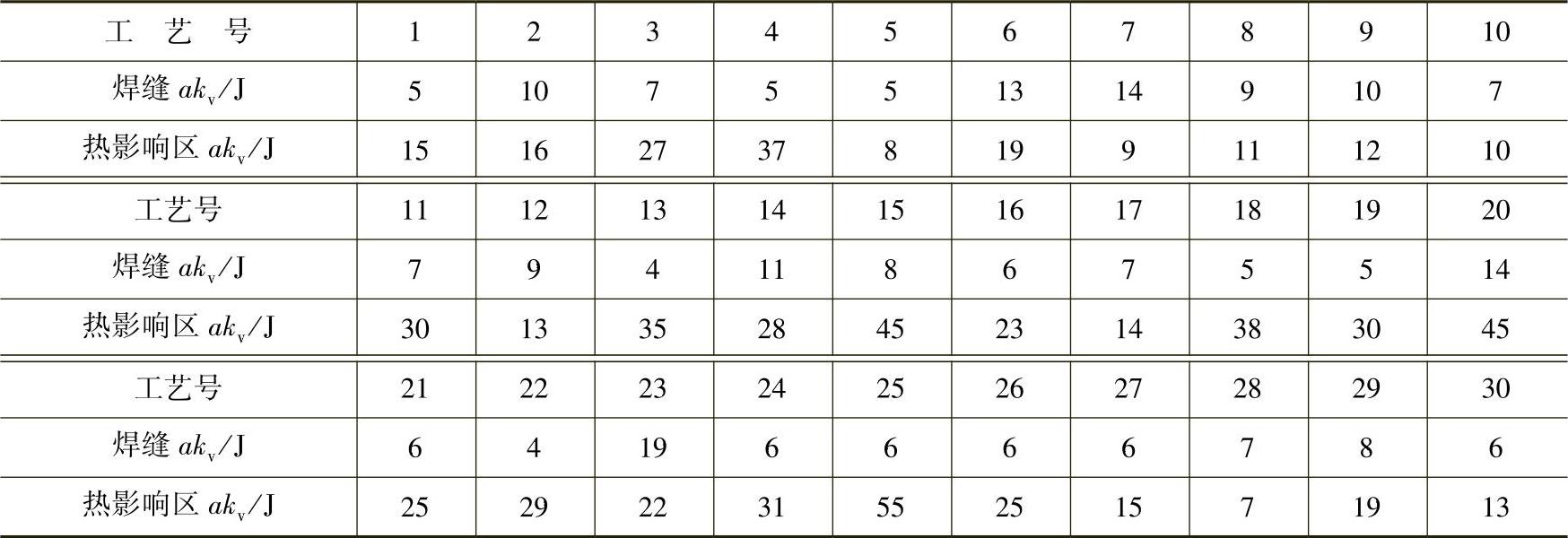
采用二次回归正交试验方法设计闪光对焊试验焊接参数,可以得到正交回归方程。X65管线钢闪光对焊二次回归正交试验中,试验因素个数p=5,共有b0,b1,…,b5,b6(b12),b7(b13),…,b15(b45),b16(b11),b17(b22),…,b20(b55)等21个回归系数,令30组X65管线钢焊接接头焊缝中心和热影响区冲击吸收能量平均值分别为yi、yj(i、j=1,2,…,30)。焊缝中心和热影响区冲击吸收能量平均值见表7-11。
表7-11 焊缝中心和热影响区冲击吸收能量平均值
首先建立以焊缝中心冲击吸收能量为参考指标的二次回归正交方程,计算常数项矩阵B中各数值Bi和信息矩阵A中的Si,令信息矩阵A中的Si为di,则
 (https://www.xing528.com)
(https://www.xing528.com)
由Bi与di可计算21个回归系数:
计算得到21个回归系数后可建立以焊缝中心冲击吸收能量为考察指标的二次回归正交方程为
yi=12.3-0.43X1十1.16X2十0.16X320.56X4-0.37X5十1.13X1 X2
-0.25X1 X3-0.12X1 X4十1.25X1 X5十0.5X2 X3十0.38X2 X4十X2 X5
-1.5X3 X4十0.38X3 X5-0.5X4 X5-1.57X21-0.38X22-1.91X23
十0.63X24-1.57X25
将编码公式带入上述回归方程就得到了原来变量Z1,Z2,…,Zp的回归方程,即
yi=-206.81-0.85Z1-0.38Z2十22.07Z3十62.15Z4-36.4Z5十0.02Z1 Z2
-0.04Z1 Z3-0.2Z1 Z4十2.08Z1 Z5十0.01Z2 Z3十0.09Z2 Z4十0.25Z2 Z5
-3.75Z3 Z4十0.95Z3 Z5-12.5Z4 Z5-0.17Z21-0.001Z22-0.48Z23 十15.75Z24-39.25Z25
同理可得到以热影响区冲击吸收能量为考察指标的二次回归正交方程为
yi=21.9十4.48X1十2X2十2.68X3-0.39X4-1.53X5十7.12X1 X2-4.5X1 X4
-1.12X1 X5-3.5X2 X3-0.5X2 X4-1.88X2 X5-1.88X3 X4-0.75X3 X5
十1.5X4 X5-1.38X21十2.52X22-1.04X23-1.21X24十3.36X25
将编码公式带入上述回归方程有
yj=58.2-21.85Z1十7.23Z2十43.12Z3十173.6Z4-10.22Z5
十0.12Z1 Z2-7.5Z1 Z4-1.87Z1 Z5-0.09Z2 Z3-0.12Z2 Z4-0.47Z2 Z5
-0.47Z3 Z4-1.86Z3 Z5十37.5Z4 Z5-0.15Z21十0.006Z22-0.26Z23-30.25Z24十84Z25
根据上面建立的两个二次回归方程可知,每个方程中有5个变量,即低速闪光留量S1、低速闪光电流I1、加速闪光留量S2、带电顶锻时间tp和加速闪光阶段末速υf。若令5个变量中的4个处于0水平下,即可分析另一变量对接头焊缝中心和热影响区冲击吸收能量的影响,从而得到优化的焊接参数。焊缝中心最佳冲击吸收能量的X65管线钢闪光对焊焊接参数见表7-12。
热影响区最佳冲击吸收能量的X65管线钢闪光对焊焊接参数见表7-13。
表7-12 焊缝中心最佳冲击吸收能量的X65管线钢闪光对焊焊接参数

表7-13 热影响区最佳冲击吸收能量的X65管线钢闪光对焊焊接参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。