



【摘要】:使用乙炔气焊时,应注意以下事项:1)点燃焊枪嘴时,要注意选取焊枪嘴的方向,以防火焰吹向气瓶、人和其他物体。点燃焊枪时,应将氧气量开大一些,以防点火后乙炔过多出现炭丝。3)开启乙炔瓶和氧气瓶上的阀门时,要轻缓,且不能同时开启乙炔瓶和氧气瓶上的阀门。6)在使用乙炔气焊设备时,如果一部分出现了故障,则千万不要带故障继续工作,或不知道其内部结构,自行随便拆修,应请专业维修人员进行修理。
使用乙炔气焊时,应注意以下事项:
1)点燃焊枪嘴时,要注意选取焊枪嘴的方向,以防火焰吹向气瓶、人和其他物体。点燃焊枪时,应将氧气量开大一些,以防点火后乙炔过多出现炭丝。在点燃焊枪嘴后,如果发现火焰有分叉或内焰不规则现象,则说明焊枪嘴内有脏物,应马上按正确方法熄灭火焰,关闭乙炔瓶与氧气瓶上的阀门,然后对枪嘴进行清洁或更换。
2)焊接前,应该认真检查焊接设备是否处于完好状态,务必保证在设备完好的状态下进行气焊。焊接时,不要用焊枪眼接触被焊管路或焊条,以免堵塞焊枪眼。
3)开启乙炔瓶和氧气瓶上的阀门时,要轻缓,且不能同时开启乙炔瓶和氧气瓶上的阀门。气瓶的调节阀在开启时,不得对着人体方向而应向人体之外。
4)焊接前要将制冷管路中的制冷剂或氮气放掉,用气焊加热时,加热时间不宜过长,以免焊接部位氧化,此外还应均匀加热。(https://www.xing528.com)
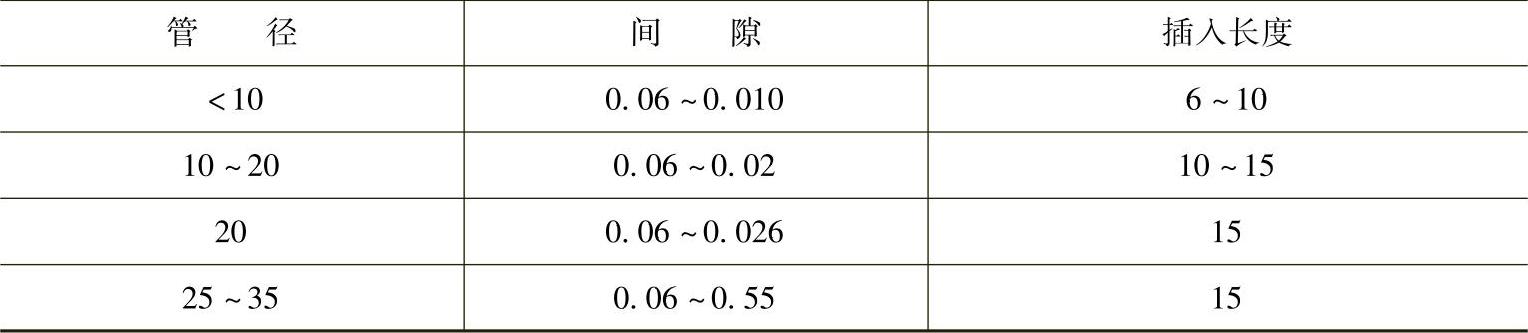
5)制冷系统管道与压缩机管道焊接时,管道插入的深度为10mm左右,否则加热时管道易变位,导致焊堵。两管套接时,插入深度及间隙见表2-1。制冷设备管道接头间隙一般为0.05~0.02mm。
表2-1 两管套接时插入深度及间隙 (单位:mm)
6)在使用乙炔气焊设备时,如果一部分出现了故障,则千万不要带故障继续工作,或不知道其内部结构,自行随便拆修,应请专业维修人员进行修理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。