



有效工具可以在特殊场合提高软件的加工能力,其参数控制面板如图4-79所示。
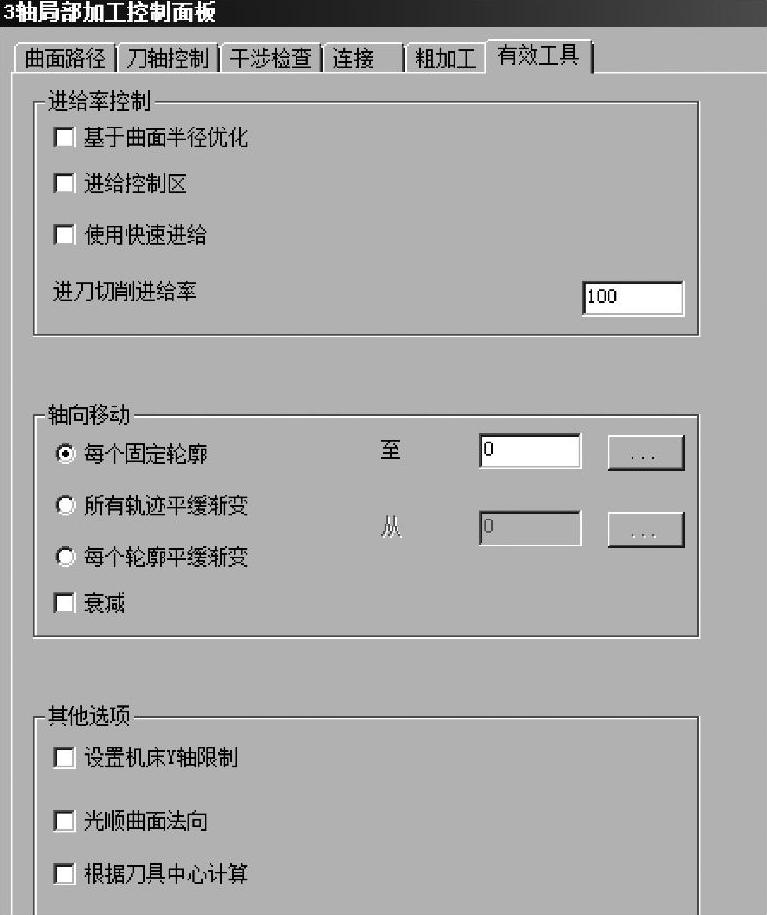
图4-79 有效工具参数控制面板
1.进给率控制
可以使刀具在加工不同曲面或者不同区域时采用不同的进给值。
(1)基于曲面半径优化 勾选它可以使进给率自动进行优化。优化以编程者设置的进给率为基础,根据曲面的曲率,系统会自动调整进给率。单击按钮【 】会出现如图4-80所示的设置界面,此界面可以设置刀具在加工不同的曲率曲面时所采用的进给值和实际设定的进给值的百分比。
】会出现如图4-80所示的设置界面,此界面可以设置刀具在加工不同的曲率曲面时所采用的进给值和实际设定的进给值的百分比。
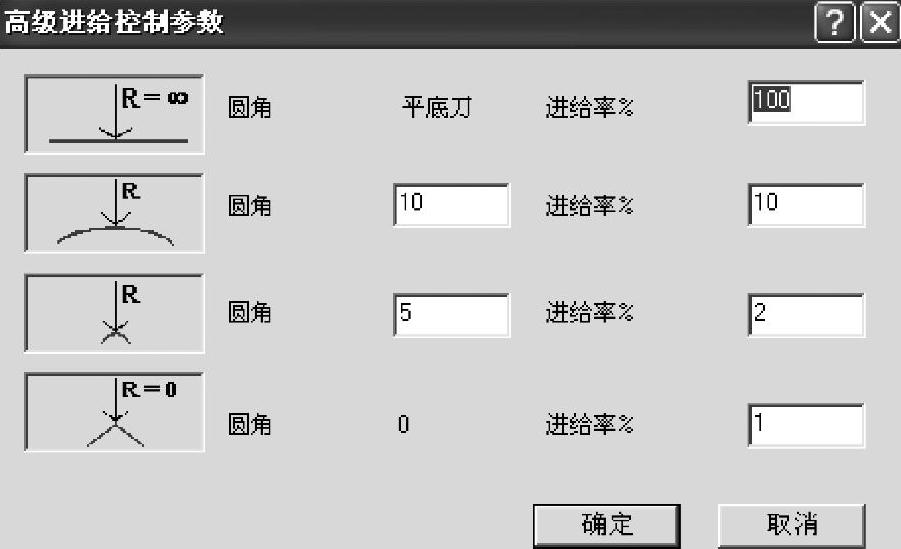
图4-80 高级进给控制参数
(2)进给控制区 通过定义一个局部区域,设置在此区域内、外具有不同的进给率。勾选此选项(见图4-79),然后单击图中右侧的按钮【 】会出现如图4-81所示的设置界面。
】会出现如图4-81所示的设置界面。
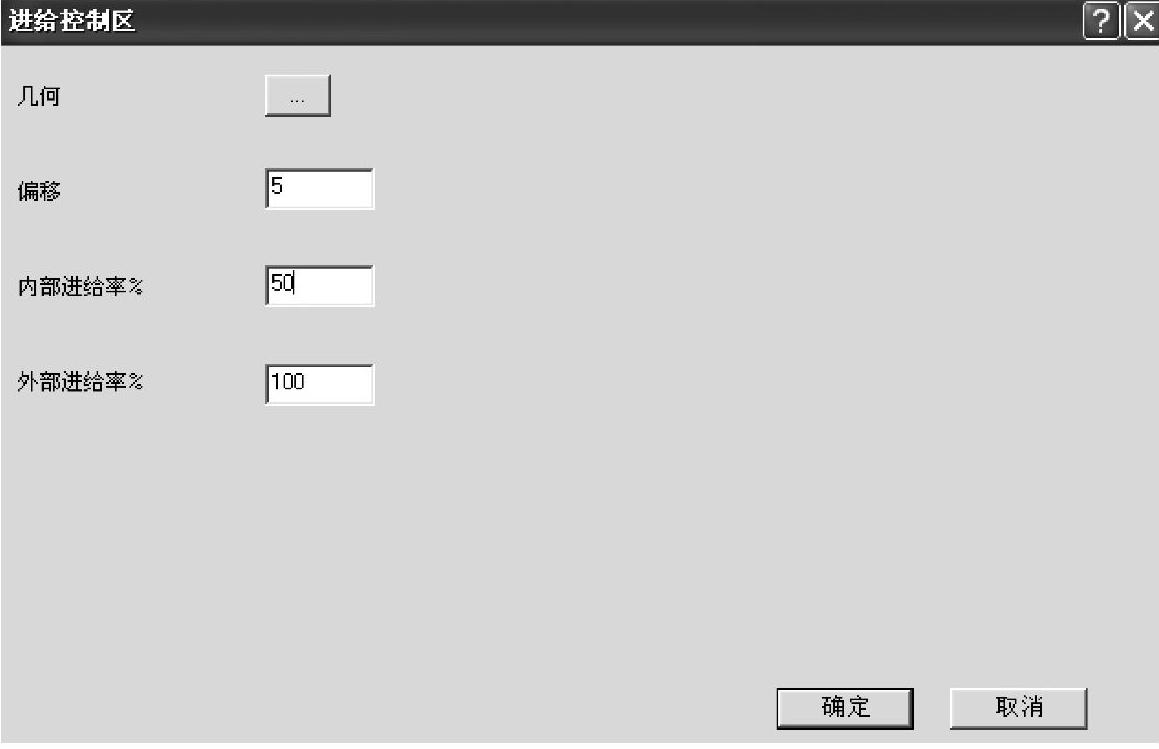
图4-81 进给率控制区设置
1)几何:几何选项可以通过其后的按钮去拾取曲面来定义一个区域。
2)偏移:在选择几何的基础上进行一定的偏移,使刀具在接近定义的几何时就发生进给率的变化。
3)内部进给率:定义所选几何内部的进给值与实际设定进给值的百分比。
4)外部进给率:定义所选几何外部的进给值与实际设定进给值的百分比。
(3)使用快速进给 勾选此功能可以把所有的快速运动转化成进给运动,右侧给定的数值是进给速度。
(4)进刀切削进给率 设定刀具第一行切入零件进给值和设定的内部进给值的百分比,如果第一行切掉的毛坯很大,则此选项可以很好地保护刀具。
2.轴向移动(https://www.xing528.com)
轴向移动功能可以把刀路轨迹在刀轴方向上进行移动。通常是在一个简单面上生成一个光顺的轨迹,然后通过此功能把轨迹移到驱动曲面上对其进行加工,为了防止过切必须把干涉检查打开。
(1)每个固定轮廓 这个选项可以把所有轨迹都沿着轴向移动一个距离,移动的距离可以直接在对话框里输入,也可以单击按钮【 】手动拾取一点来确定移动的多少。
】手动拾取一点来确定移动的多少。
(2)所有轨迹渐变 每条轨迹不是移动相同的距离,而是逐渐变化。移动的距离可以直接在对话框中输入,也可以单击按钮【 】手动拾取一点来确定移动的多少。
】手动拾取一点来确定移动的多少。
(3)每个轮廓平缓渐变 可以使每条轮廓上的轨迹点逐渐进行移动,移动的距离是渐变的。渐变移动的数值可以在【每个固定轮廓】或者【所有轨迹渐变】选项后面输入数值来指定,也可以同时在这两处输入进行叠加。
(4)衰减 把移动的不光顺的刀路轨迹变光顺,把尖角处的轨迹进行圆角过渡,过渡半径是刀具直径的2倍,如图4-82所示的刀路轨迹没有进行衰减处理的结果,如图4-83所示的是轨迹进行了衰减处理的结果。
图4-82 轨迹未进行衰减处理的结果
图4-83 轨迹进行了衰减处理的结果
3.其他选项
有三个实用的功能:设置机床Y轴限制、光顺曲面法向和根据刀具中心计算。
(1)设置机床Y轴限制 这是特殊的选项,可以对机床的Y轴行程进行设定。在行程有限的机床上加工大的零件会用到这个选项。
(2)光顺曲面法向 可以光顺曲面的法向,以毫米每度为单位,当曲面的法向变化大于给定的值时将被光顺,多轴加工用得多。
(3)根据刀具中心计算 计算刀路轨迹时默认是“根据刀具和曲面的接触点”进行,刀具是沿着和驱动曲面的接触点来加工的。勾选这个选项可以使计算刀路轨迹不是基于接触点,而是基于刀具的中心。如图4-84a所示,是等高加工的路径,没有勾选此项则各个面的接触点在一个水平面上,此时刀具需要上下移动;如图4-84b所示的是勾选此项的结果,可以看出刀具的中心在一个水平面上,在加工每一层时,刀具不需要上下移动。
图4-84 根据刀具中心计算
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。