



工件图如图3-3所示。
1.考核要求
(1)工具要求 正确选用磨具、平衡砂轮、修整砂轮等。
(2)尺寸及公差要求 工件为V形块。外形尺寸为:180-00.025mm×70 -00.019mm×200mm。零件的上下平面和左右平面间的平行度公差为0.006mm;右平面对下平面A的垂直度公差为0.005mm。三条V形槽的直线度公差为0.01mm;V形槽的相互平行度公差为0.01mm;大V形槽对中心平面的对称度公差为0.015mm。
(3)表面粗糙度要求 上下平面的表面粗糙度值为Ra0.2μm;左右平面及V形面表面粗糙度值为Ra0.4μm。
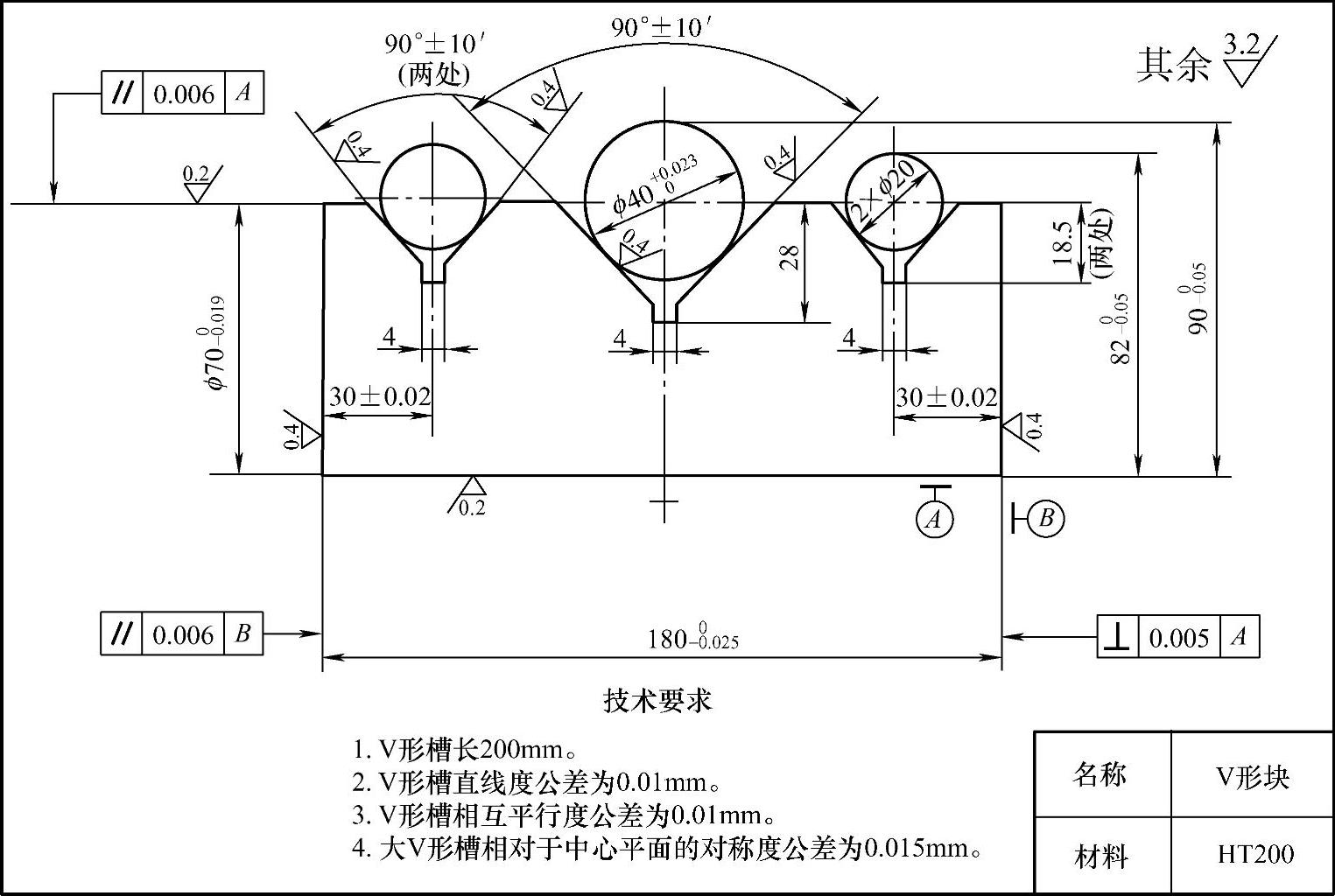
图3-3 V形块
(4)考试时间 准备时间30min;操作时间360min。
2.考前准备
(1)工具 常用工具(自选)。
(2)量具 外径千分尺(50~75mm、75~100mm、175~200mm);游标卡尺(0~150mm);指示表(分度值0.01mm、0.001mm各一只)及磁性表座;游标万能角度尺;ϕ20mm和ϕ40mm量棒;刀口形直尺;直角尺;量块(83块)。
(3)辅具 精密直角铁;导磁直角铁、金刚石笔及砂轮修整器、薄纸、毛刷、棉纱、棉布等。
(4)砂轮 PAF60K5V。
(5)设备 MM7120A型卧轴矩台精密磨床。
(6)材料 HT200。
(7)操作前准备
1)操作前,要先审图样,检查量具及备料尺寸,低速运转机床3~5min;工、量、辅具摆放合理。
2)制定磨削工艺。磨削零件外形采用横向磨削法;磨削V形槽时用切入磨削法和横向磨削法结合。磨削中划分粗、精磨,以逐级提高加工精度。V形槽用成形砂轮磨削。
磨削用量选择:vs=16m/s;vw=16m/min;vf=60~200mm/min;αp≤0.001mm。
粗磨:横向进给量(双行程)fr=(0.1~0.48)B/mm/r;垂直进给量ft=0.015~0.05mm/r。
精磨:横向进给量fr=0.05~0.1Bmm/r;垂直进给量ft=0.005~0.01mm/r。
3)工件的定位夹紧。外形磨削时,平行面用电磁吸盘装夹;垂直面用导磁直角铁或精密直角铁装夹;磨削V形槽用导磁直角铁装夹,以工件地面和左右两个侧面定位。
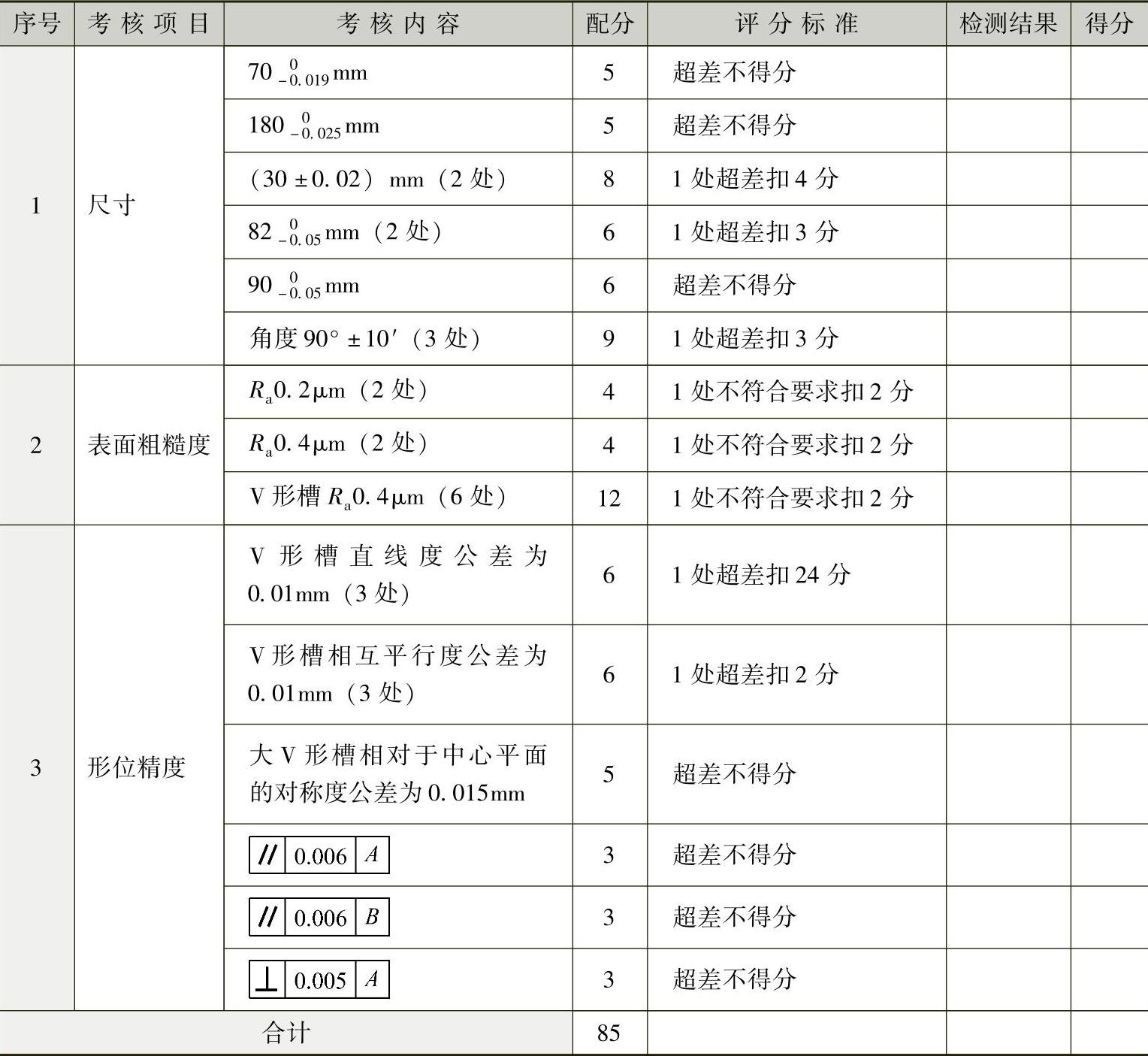
3.评分标准(https://www.xing528.com)
磨工操作技能考核表及评分标准见表3-4。
表3-4 评分标准
现场操作规范评分标准见表3-2。
4.工件的磨削步骤
基本操作步骤描述:检查毛坯加工余量→修整砂轮→用电磁吸盘装夹工件→用精密直角铁装夹工件粗、精磨B面→粗、精磨工件左侧面→修整砂轮→将导磁直角铁装到电磁吸盘上→粗磨三V形槽→精修整砂轮→精磨V形槽。
步骤1:检查毛坯加工余量。由于该工件有三条V形槽,加工余量必须合理分配。
步骤2:修整砂轮。
加工中应随时注意修整砂轮。以保持砂轮锋利,获得图样要求的表面粗糙度。
步骤3:用电磁吸盘装夹工件。粗、精磨A面和上平面,保证尺寸70 -00.019mm符合图样要求。
步骤4:以A面为定位基准,用精密直角铁装夹工件,找正B面对A面垂直度误差小于0.05mm,粗、精磨B面,保证B面对A面垂直度误差在0.005mm以内,表面粗糙度值Ra0.42μm。
友情提示:应尽可能提高V形块外形四面间的平行度、垂直度,因为在磨削V形槽时工件要用外形反复定位,保证A面和B面间有较高的垂直度,有利于减小V形槽磨削时的定位误差。
步骤5:以B面为定位基准,用电磁吸盘装夹工件,粗、精磨工件左侧面,保证尺寸:180 -00.025mm符合图样要求。
友情提示:磨削工件的V形槽时,必须手动横向进给,以免发生碰撞;手动横向进给时速度要缓慢、均匀。
步骤6:修整砂轮。
步骤7:将V形导磁直角铁装到电磁吸盘台面上,找正导磁直角铁侧面和工作台纵向运动方向平行度不超过0.005mm。
友情提示:导磁铁使用时,应使导磁直角铁的隔磁片与电磁吸盘的隔磁层对齐,以保证有较强的磁力将工件吸牢。
步骤8:以A面和左右侧面定位,用导磁直角铁装夹工件,粗磨三条V形槽,保证(30±0.02)mm(2处)和中间V形槽的对称度,控制V形槽直线度和相互平行度误差不超过0.01mm,尺寸82 -00.05mm和90 -00.05mm留余量0.04~0.06mm。
友情提示:每次重新在导磁直铁上装夹工件时,必须将导磁直铁和工件的定位表面擦干净,以免认为造成加工误差。
步骤9:精修整砂轮。
步骤10:同步骤8,定位,装夹工件,精磨V形槽至符合图样要求。
友情提示:V形槽磨削时,既要控制斜面的磨削余量,以保证82mm和90mm两尺寸;又要保证两斜面磨削余量均匀,以控制斜面中心在180mm尺寸方向上的位置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。