



很多工业发达国家曾对高速钢的激光热处理和激光表面强化进行过大量的试验研究工作,发表了大量的研究论文和试验报告。高速钢表面激光强化主要有激光淬火、激光熔化和激光涂层等多种方法。
1.激光淬火
激光淬火就是利用激光束的高密度能量,使高速钢工具表面快速加热相变,然后利用工具本身的自然快速冷却,使工具表面淬硬,在工具表面形成高硬度(硬度约为1000HV)淬火层,从而提高工具的耐磨性。
激光淬火的材料需经过预先淬火,才能达到1000HV的高硬度。退火状态的材料,即使是高速钢,激光淬火后硬度也只能达到800HV。只要是淬火的材料,即使是淬火的CrWMn钢,激光淬火后硬度也能达到1000HV。
工具的激光淬火实际上是一种表面硬化技术,可得到马氏体与碳化物的混合物淬火层。采用激光淬火的工具通常需要预先进行正常的淬火,激光淬火实际上是进行二次淬火,二次淬火层以下还有一层软化区,软化区为索氏体组织。
2.激光熔化
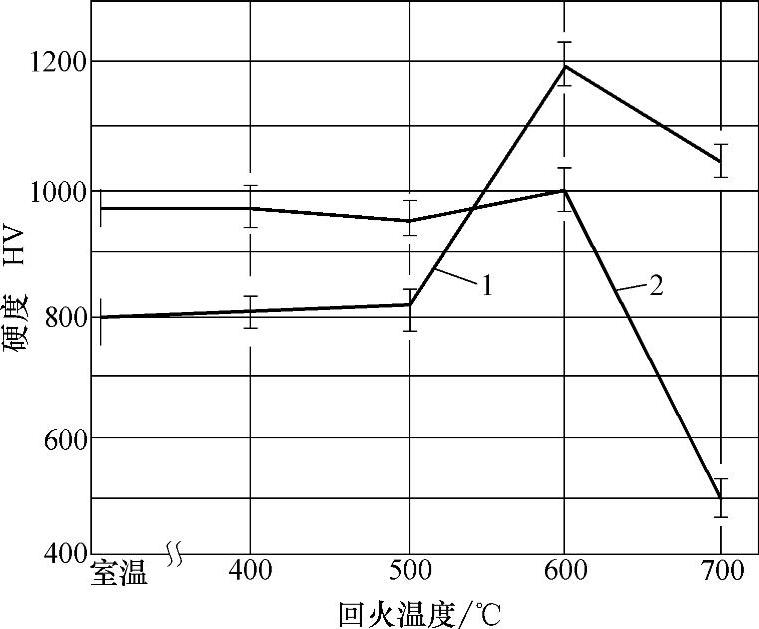
激光熔化是利用激光快速加热,使工件表面相当薄的一层组织快速熔化。高速钢快速熔化区的组织为精细的孪晶马氏体、残留奥氏体、未溶碳化物和δ铁素体的混合物;回火后析出枝晶状的M6C碳化物。激光表面熔化区在高温回火时,在600℃才能达到硬度峰值,最高硬度可达1200HV(图4-17)。W6Mo5Cr4V2高速钢车刀采用功率为800W的CO2激光器熔化后,于560℃、2h回火后,熔化区深度达600~800μm,结果提高了高速钢的硬度和韧性,切削时车刀的寿命提高了200%~500%。
3.激光合金化
激光合金化是在工件表面上涂上合金元素粉末,然后利用高能激光束使其快速熔化,在工件表面上形成一层合金层,以提高钢的耐磨性和热稳定性。用于激光合金化的常用元素和化合物有C、WC、Co、BC等粉末,再加添加剂和黏结剂,混合后作为饱和涂料。激光合金化的涂层厚度一般为80~100μm。
利用Co(钴)作为激光合金化涂料,激光合金化后Co溶入基体,提高了α→β的转变温度和回火稳定性。回火时形成(CoFe)3、(WMo)6金属间化合物,并析出M6C碳化物,促进弥散硬化,提高了二次硬化作用。图4-18所示为W6Mo5Cr4V2高速钢激光合金化后的热稳定性。由图4-18可见,激光合金化比激光淬火和整体淬火的硬度高,并且回火稳定性高。激光合金化后W6Mo5Cr4V2高速钢表面软化温度比普通高速钢提高了350℃,比激光淬火提高了70~100℃,工具可承受675~680℃的高温切削。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-17 重熔区和正常淬火区回火后的硬度
注:曲线1重熔区;曲线2基体。
用功率1kW的CO2激光器在W6Mo5Cr4V2高速钢的表面采用W粉末激光合金化,可以形成80~100μm的合金层,进行560℃两次回火以后,把合金层磨削到40~50μm,经这样处理的单刃车刀寿命可以提高600%。
用硼砂(Na2B4O7)合金化,硬度可达1350HV,在700℃回火时硬度仍保持在600~620HV。用BN合金化硬度更高,可达1680HV。
4.激光涂层
利用激光可以进行PVD物理涂层和CVD化学涂层。激光物理涂层就是利用激光照射的高能量使蒸镀材料的表面蒸发,然后在工件表面上沉积成膜。激光通过聚光镜以后,可以产生非常高的能量,温度可达20000K,连高熔点的陶瓷都以蒸发。利用激光PVD法形成陶瓷膜的技术在国外很盛行,可以形成各种氧化膜、氮化物膜以及金刚石状的碳膜。激光PVD法的原理如图4-19所示。激光束经过聚焦后进入真空室,照射在蒸镀材料上,蒸镀材料表面蒸发后沉积在基板上。
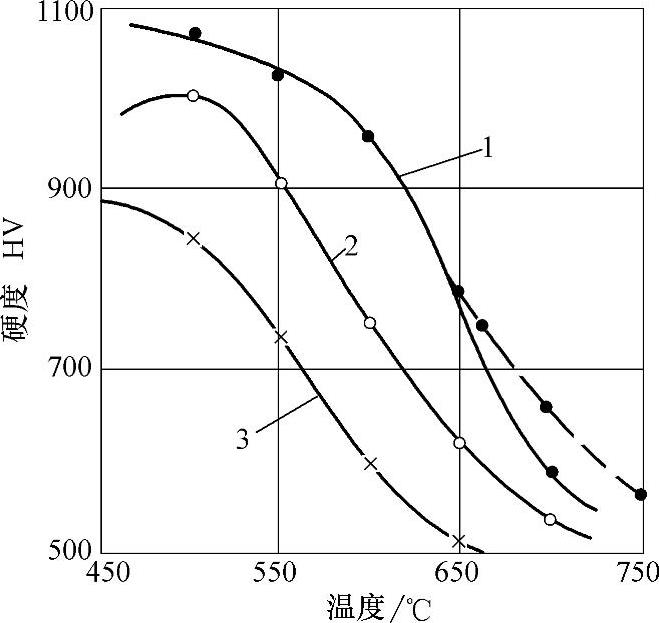
图4-18 W6Mo5Cr4V2高速钢激光合金化后的热稳定性
1—激光合金化(加W) 2—激光淬火 3—整体淬火
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。