



一、刀具的选择
圆锥螺母套的加工内容主要包括外圆、圆柱孔、锥孔内螺纹、退刀槽、逆时针圆弧和顺时针圆弧,且粗、精加工分开,还包括半精加工。
1)粗加工时,主要考虑刀具的效率性能,且要考虑工件材料为45钢。
①粗车外轮廓时,选择93°外圆车刀。
②粗镗内孔时,选择粗镗刀。
2)半精加工和精加工时,主要需满足零件的尺寸精度。
①半精车、精车外圆轮廓时选择93°外圆车刀。
②半精镗、精镗内孔时,选择精镗刀。
3)选择45°硬质合金端面车刀车端面。
4)选择ϕ5mm中心钻钻中心孔。
5)选择ϕ26mm钻头钻底孔。
6)选择60°内螺纹车刀车内螺纹。
7)选择宽度为5mm的割槽刀割内槽。
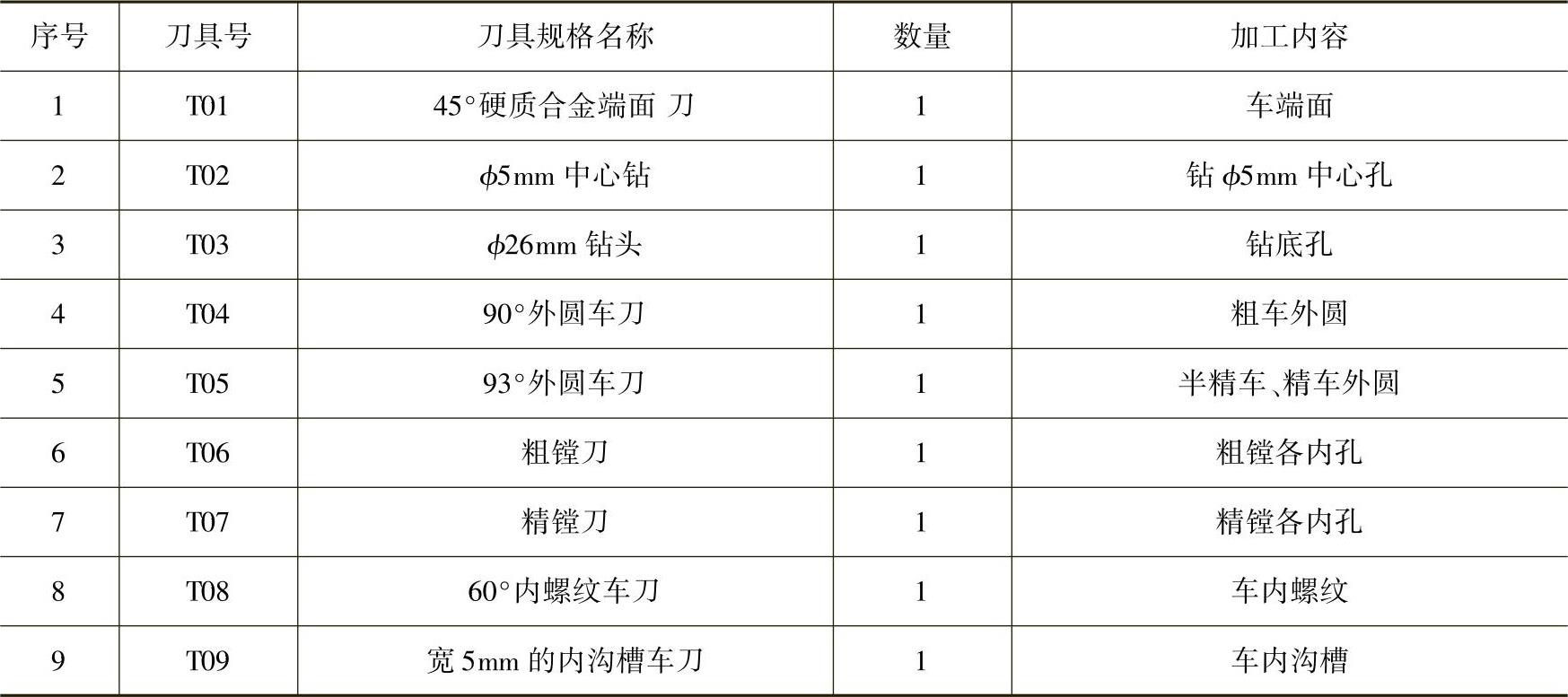
刀具卡片见表4-6。
表4-6 圆锥螺母套加工刀具卡片
二、机床的选择
数控车床,型号为CAK6136,规格为ϕ360mm×750mm。
选择理由如下。
1)数控车床能够完成回转体零件的半精加工和精加工。
2)该零件半精加工和精加工的精度要求较高,故需选择在数控机床上加工。
3)由于轴的回转尺寸不大,车床规格不宜过大,因此本机床规格合适。
三、夹具的选择
夹具的选择不仅要满足加工锥孔及内螺纹等部分的需要,还要和所选的机床配套。
1)粗加工外表面在普通车床上完成,选用与其相配套的自定心卡盘和尾座顶尖。
2)半精车圆弧、外圆表面在数控车床上完成,此时已完成镗孔,选用自定心卡盘装夹。(https://www.xing528.com)
3)精车ϕ50mm外圆柱面和R5mm圆弧,由于左端夹持部分较长,且精度要求不高,故选用自定心卡盘装夹。
4)精车ϕ30+0.003mm内孔及锥度1∶5锥孔在数控车上完成,选用自定心卡盘装夹。
5)精车ϕ600-0.025mm外圆柱面在数控车床上完成,由于ϕ600-0.025mm与ϕ300+0.003mm内孔的同轴度为ϕ0.025mm,所以应用心轴。心轴一端用自定心卡盘夹紧,另一端用顶尖固定。
心轴设计如下:
由于ϕ600-0.025mm与ϕ30+0.0030mm同轴度要求较高,而小锥度心轴定位时工件楔紧在心轴上,弹性变形产生的摩擦力带动工件回转。一端用自定心卡盘夹紧,另一端用顶尖固定,定位精度较高,所以心轴应设计为小锥度心轴。
ϕ300+0.003mm孔长度为(31±0.1)mm,圆锥螺母套长(76±0.1)mm。因此,心轴长度要大于76mm且有足够的夹持长度,所以应为120mm,锥度1∶2000,如图4-3所示。
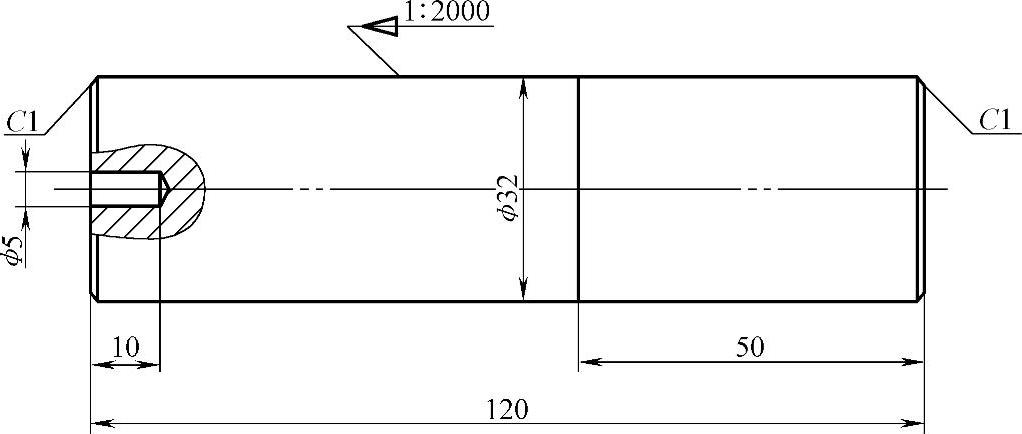
图4-3套加工心轴
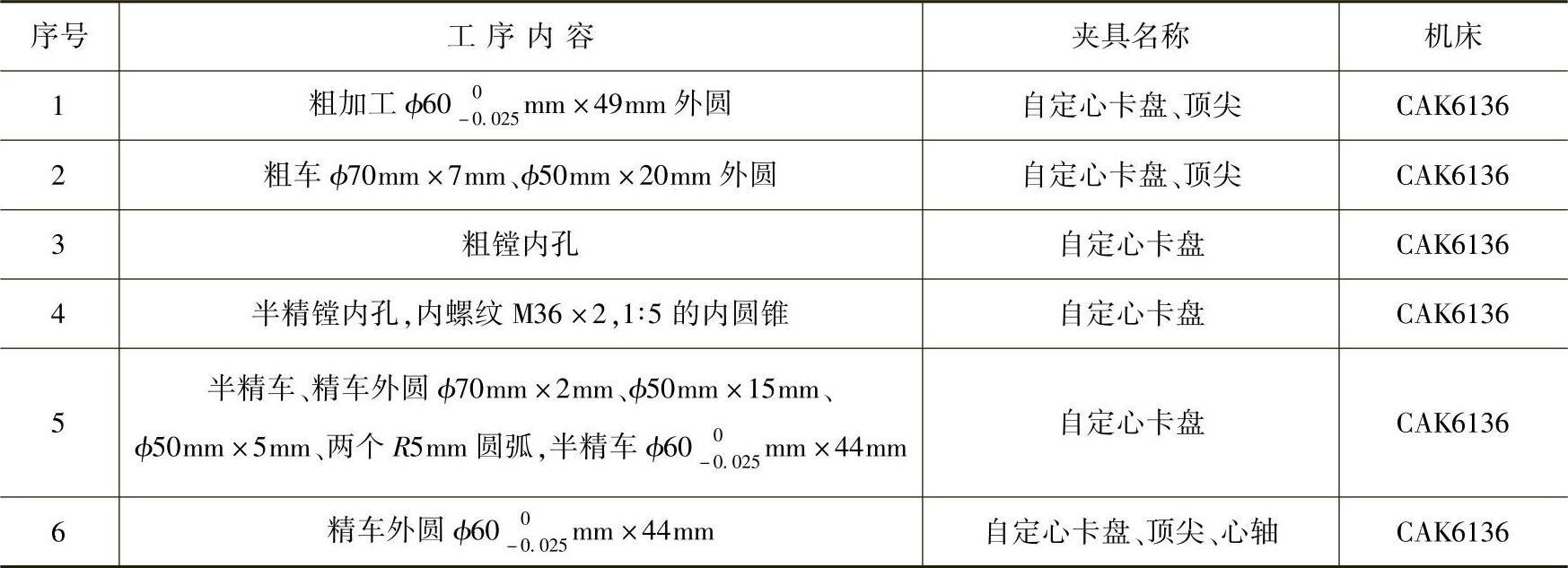
夹具卡片见表4-7。
表4-7螺母套加工所用夹具卡片
四、量具的选择
1)粗加工时,不需要过于精确地测量尺寸,所以可用测量范围0~150mm,分度值为0.02mm的游标卡尺。
2)半精车和精车时,不仅需要游标卡尺的估测还需要0~25×0.01mm的外径千分尺和内径千分尺。
3)精加工ϕ600-0.025mm×44mm的外圆时还要选用0.05~10μm表面粗糙度样板,它可以满足此项目Ra1.6μm的测量。
4)精加工锥度1∶5的锥孔用莫氏5号锥度量规。
5)车内螺纹时用ϕ36mm的螺纹塞规。
6)在保证内螺纹和退刀槽的总长尺寸时,方便测量,需要设计一螺母套加工槽卡板(图4-4)和塞规(图4-5)进行测量。
量具卡见表4-8。
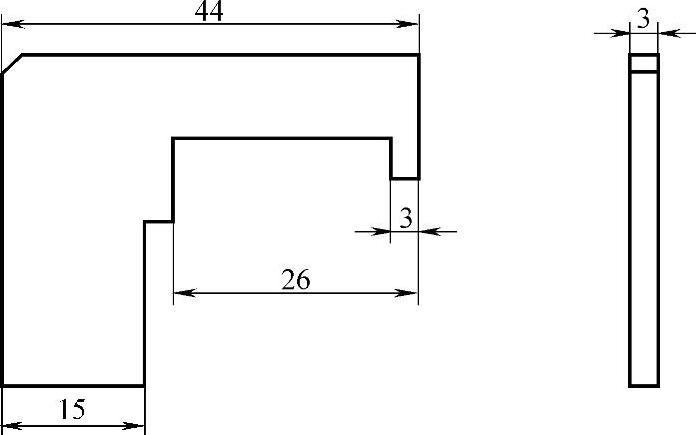
图4-4 螺母套加工槽卡板
图4-5 螺母套加工槽塞规
表4-8 圆锥螺母套加工所用量具卡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。