



通过前面的叙述可以看出,不管是高速走丝还是低速走丝线切割机床它们的结构及运动方式如何不同,但是其切割加工的原理基本相同。电火花线切割加工时,在电极丝和工件之间进行脉冲放电。如图3.1-1所示,一般电极丝接脉冲电源的负极,工件接脉冲电源的正极。当一个脉冲发生时,在电极丝和工件之间产生一次火花放电,在放电通道的中心温度瞬时可以到达10000℃以上,高温使得放电附近的金属瞬间熔化甚至汽化,高温也使得电极丝和工件之间的工作液产生部分汽化,这些汽化后的工作液和金属蒸汽瞬间迅速膨胀,并具有爆炸特性。这种热膨胀和局部爆炸作用,使得金属材料以熔化和汽化的方式抛出,实现对工件材料进行电蚀切割加工。
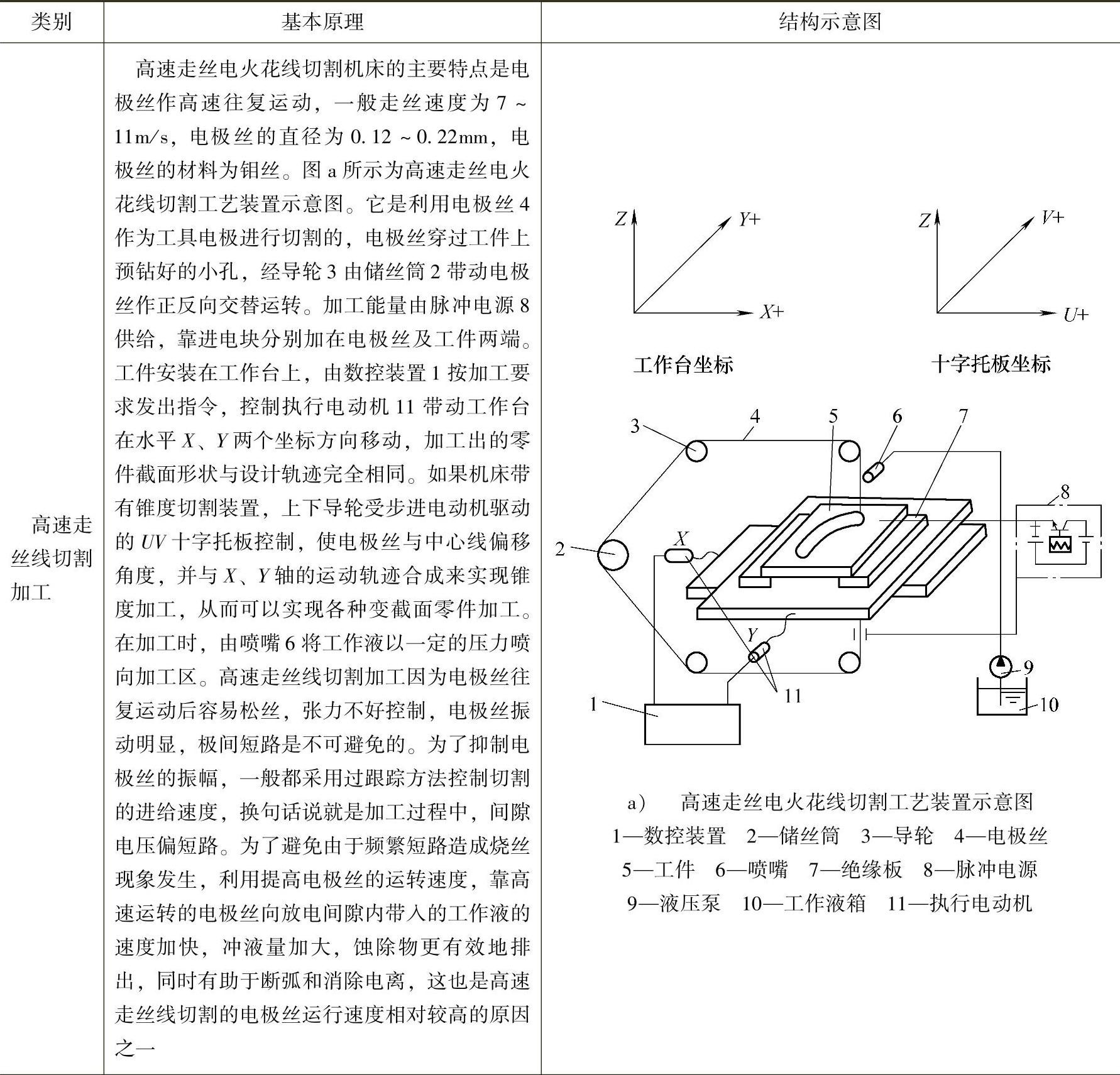
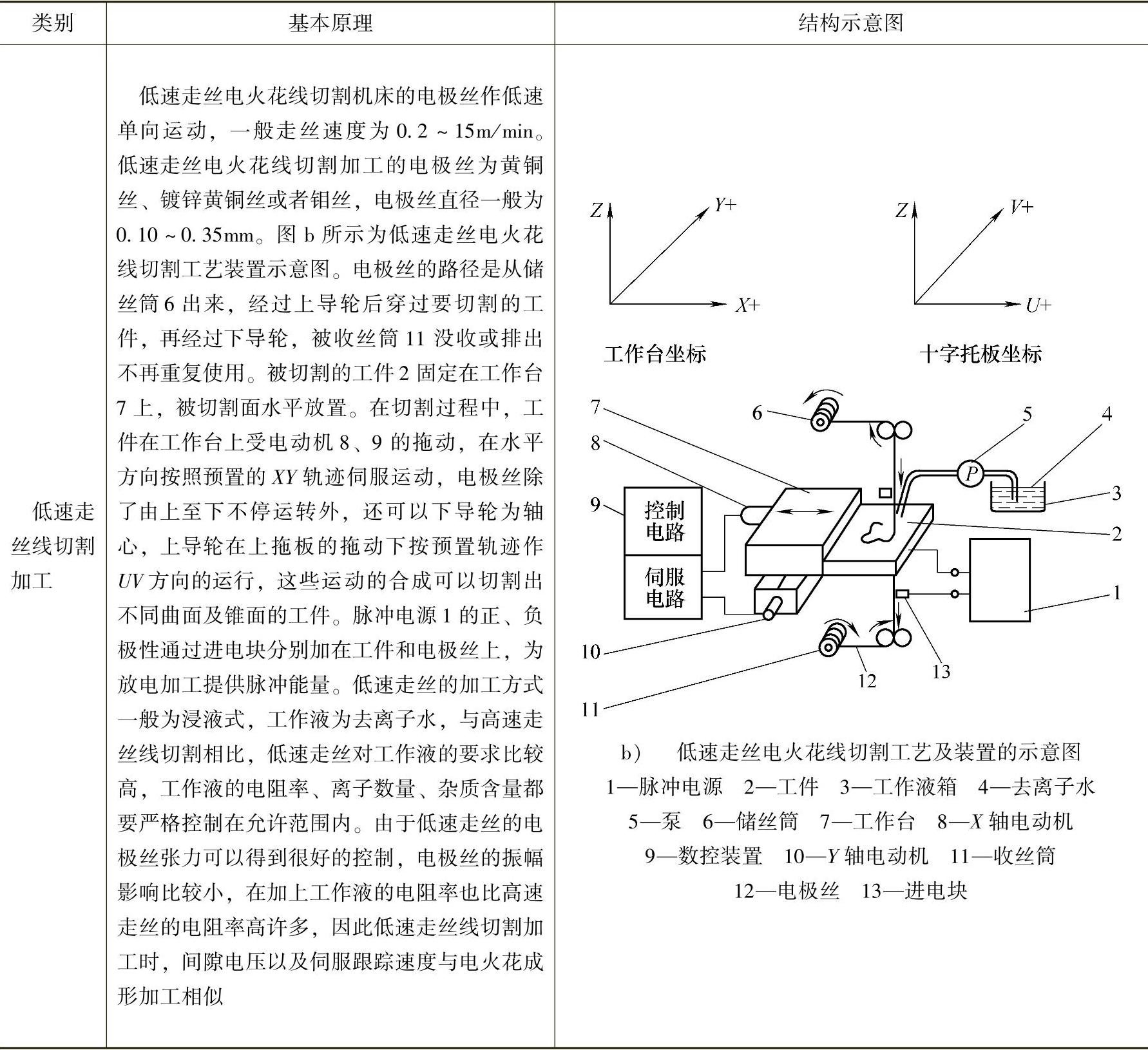
为了确保每一个脉冲放电时电极丝与工件之间产生火花放电而不是电弧放电,必须要使两个脉冲之间有足够的间隔时间,以使间隙中的电离充分消除或转移,并且恢复本次放电通道处间隙中介质的绝缘强度,以免在同一点上发生接连放电而产生的电弧放电现象。一般电火花线切割加工的脉冲停歇时间为脉冲宽度的4倍以上(比电火花成形加工要长一些)。另外,为了确保电极丝不被瞬时的局部高温烧断,必须向放电间隙中注入大量的工作液,这些工作液不仅可以使电极丝得到充分的冷却,还可以起到消除电离和排屑及清洗作用。高速走丝线切割和低速走丝线切割加工除了共同具备上述放电加工原理之外,还分别具有各自的特殊性能,表3.1-2分别给出了高速走丝、低速走丝电火花线切割加工的基本原理和结构示意图。
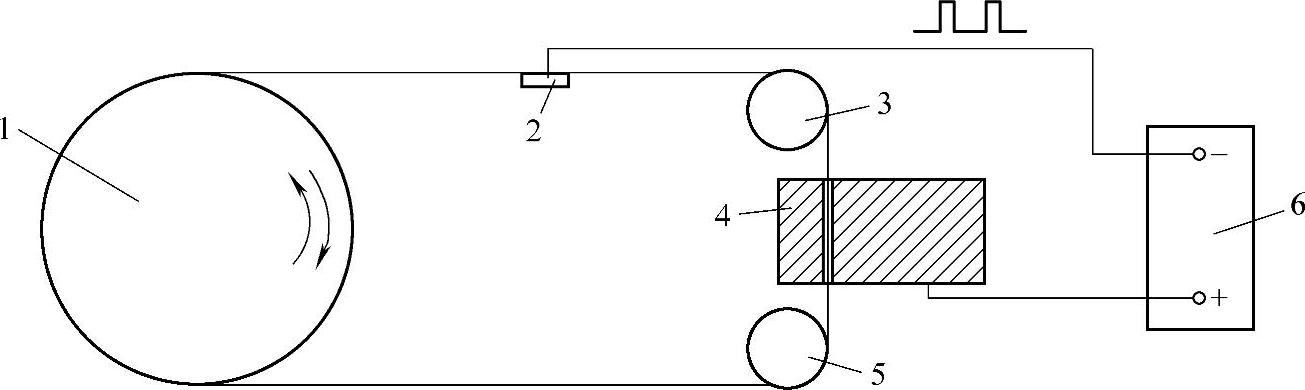
图3.1-1 电火花线切割加工原理示意图
1—储丝筒 2—进电块 3—上导轮 4—工件 5—下导轮 6—脉冲电源(https://www.xing528.com)
表3.1-2 高速走丝、低速走丝线切割机床基本原理和结构示意图
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。