



4.2.3.1 激光打标的基本原理
激光打标的基本原理是利用高能量的激光束照射在工件表面上,光能瞬间转变成热能,使工件表面迅速产生蒸发,露出深层物质,或由光能导致表层物质的化学物理变化而刻出痕迹,或通过光能烧掉部分物质,从而在工件表面刻出任意所需要的文字和图形,可以作为永久防伪标志。
4.2.3.2 激光打标的特点
激光打标是非接触加工,可在任何异型表面标刻,工件不会变形也不会产生应力,适用于金属、塑料、玻璃、陶瓷、木材、皮革等各种材料;能标记条形码、数字、字符、图案等;标记清晰,永久美观,并能有效防伪;激光打标的标记线宽可小于12μm,线的深度可小于10μm,可以对毫米级的小型零件进行表面标记;激光打标能方便地利用计算机进行图形和轨迹自动控制,具有标刻速度快,运行成本低,无污染等特点,可显著提高被标刻产品的档次。
4.2.3.3 激光打标的方法
激光打标的方法可分为点阵式激光打标法、掩膜式激光打标法和振镜式激光打标法等三种。
1.点阵式激光打标法
使用一台或几台小型激光器同时发射光脉冲,经反射镜和聚焦透镜后使一个或多个激光脉冲在工件表面上烧蚀出形状均匀而细小的凹坑(凹坑的直径一般为15μm),激光打出标记的字符和图案都是由多个小圆黑凹坑点构成的。一般竖向的笔划最多为7个点,横向笔划最多为5个点形成7×5阵列,如图4.2-40所示。
2.掩膜式激光打标法
掩膜打标的结构是由TEA CO2激光器和掩膜版组成的。激光束经准直后变成平行光,射向掩膜版。掩膜版由耐高温金属薄板等材料制成,利用镂空、机械刻制或照相腐蚀等方法在掩膜版上挖出字符、条形码或图案,激光束从掩膜版挖空的缝隙处透出形成字符、条形码或图案的形状,经会聚透镜后,在工件表面反映出按要求比例缩小的图形,并烧蚀成标记。图4.2-41所示为掩膜式激光打标法原理图。

图4.2-40 点振式激光打标法
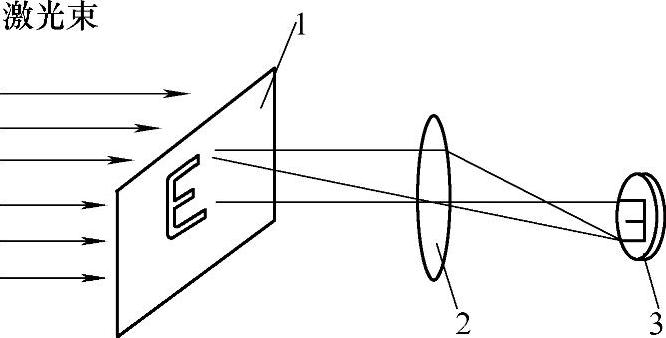
图4.2-41 掩膜式激光打标法原理图
1—掩膜版 2—透镜 3—被打标记工件(https://www.xing528.com)
3.振镜式激光打标法
振镜式激光打标的结构主要由调Q YAG激光器、高速振镜系统、计算机控制系统等部分组成。利用计算机系统控制振镜系统沿X、Y轴扫描,在某个确定的面上标刻出数字、文字、图形等。图4.2-42所示为振镜式激光打标法原理图。聚焦形式有两种,一种是先聚焦再经振镜系统照射到工件上,如图4.2-42a所示。另一种是光束先经过振镜系统然后经聚焦镜再打到工件上,如图4.2-42b所示,这种方法可在50mm×50mm或100mm×100mm的面积上进行标记,标记的面积可随意调整,可标记出各种复杂的字符、图案乃至图像。
4.2.3.4 激光打标工艺
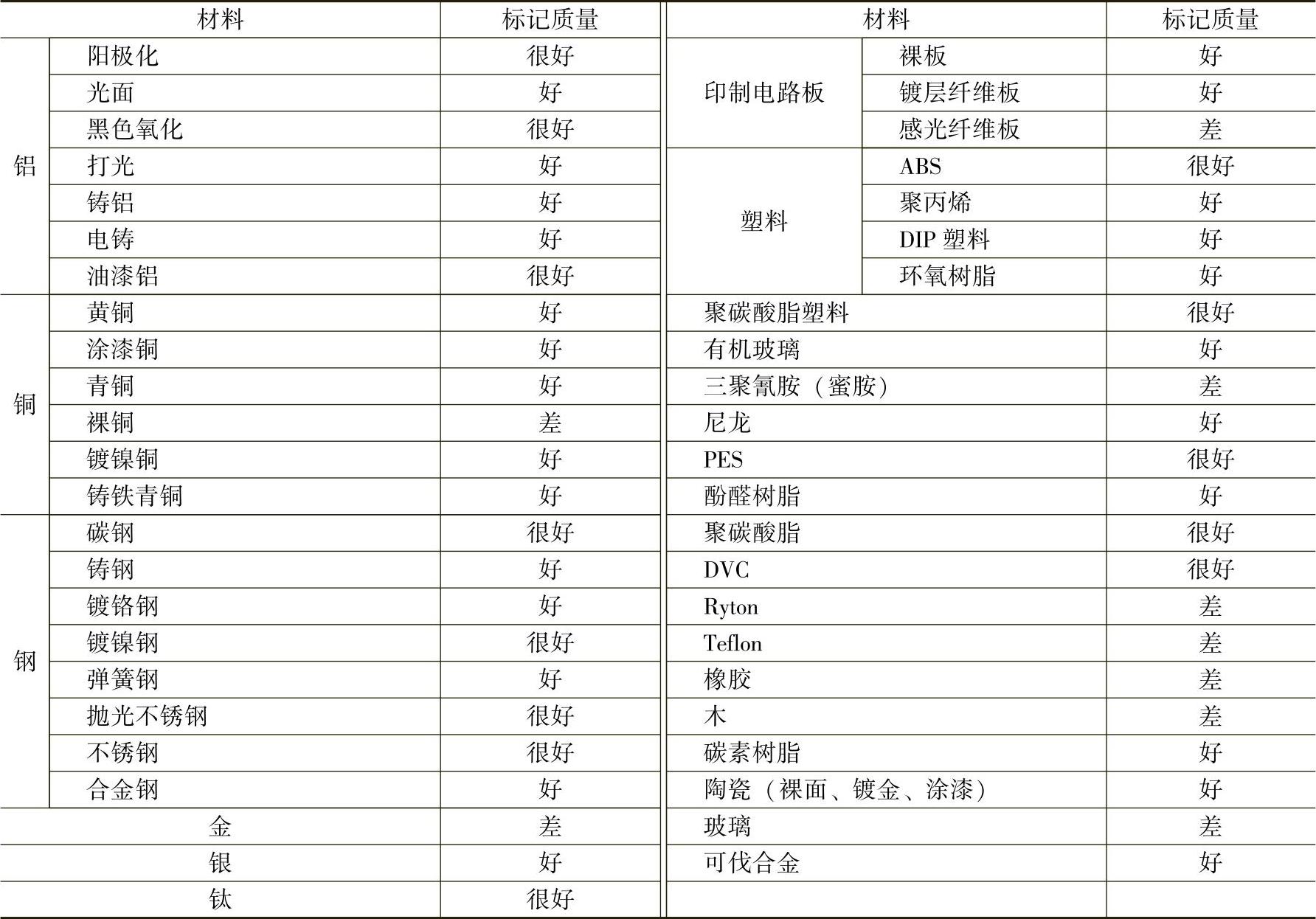
目前,激光打标记应用较多的是波长为1.06μm的Nd:YAG激光器和波长为10.6μm的CO2激光器。这两种激光器可用于不同材料的打标,并且能产生不同颜色的标记。如CO2激光在PVC材料上可打出金色标记,而用Nd:YAG激光可打出黑色标记。当用于金属材料打标记时,由于不同的金属材料存在着反射率的差异,导致对光束的吸收情况不同,即使应用激光器的功率足够高,光的耦合效率也差别很大,况且由于功率密度的增加会使标记边缘热效应加剧,给加工带来负面影响。一般对光束吸收好的金属材料,可得到较好的标记质量。普通玻璃对可见光完全透过,对1.06μm波段的吸收率较差,对紫外光波段的吸收率最好,用10.6μm的CO2激光也可进行标记,但质量一般。大多数有机材料对紫外光波段较易吸收,适于使用准分子激光器进行打标。表4.2-14给出用功率为50W,波长为1.06μm的YAG激光器对不同材料进行标记的结果。
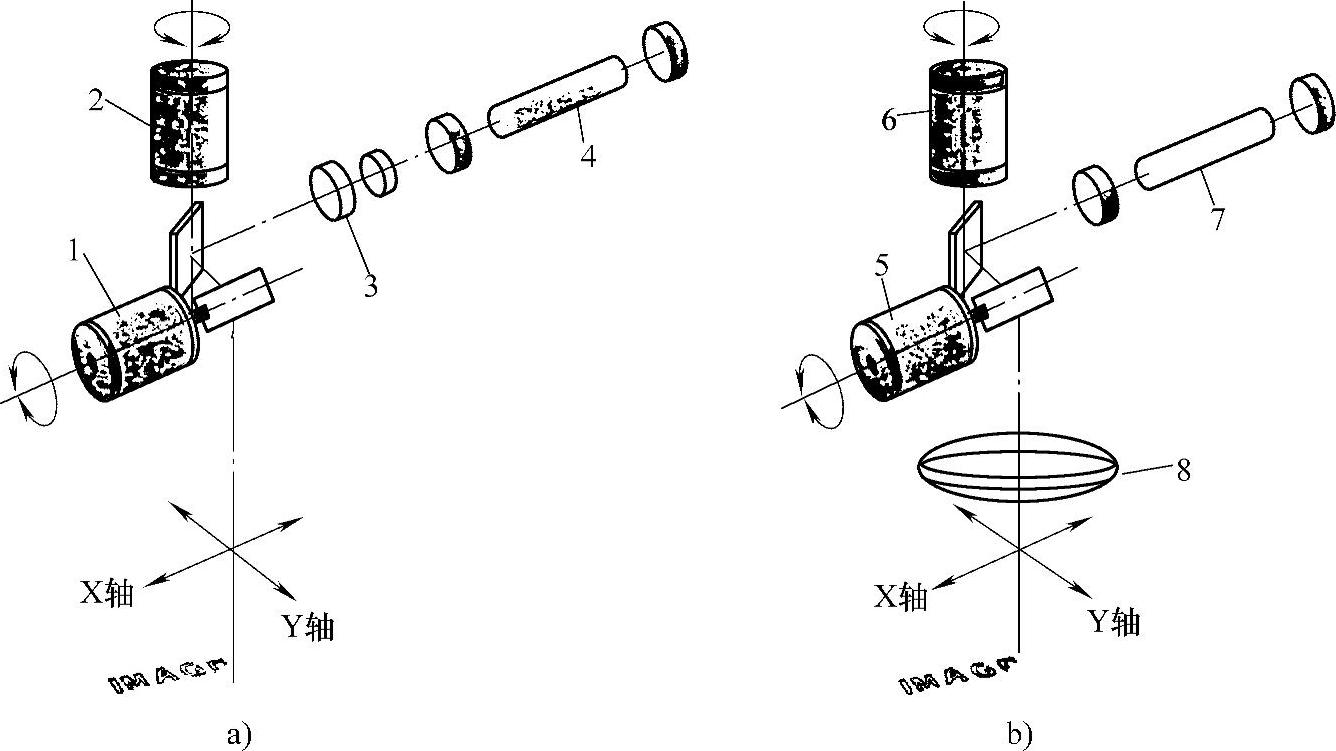
图4.2-42 振镜式激光打标法原理图
a)先聚焦 b)后聚焦
1、5—Y轴振镜 2、6—X轴振镜 3—聚焦透镜 4、7—激光光腔 8—平场透镜
表4.2-14 YAG激光器对不同材料进行标记的结果
在对不同材料进行激光标记时,仅选择激光波长是不够的,还应综合考虑多种因素,如激光能量密度、脉冲个数、重复率、标记速度等。表4.2-15给出了用YAG激光器加工不同材料,脉冲能量与标记速度的工艺试验数据,试验中激光焦距为200mm;光束发散角为1.6mrad;光斑尺寸为ϕ0.05mm。
表4.2-15 YAG激光器加工不同材料,脉冲能量与标记速度的工艺试验数据

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。