



4.3.3.1 激光深熔焊接的基本原理和特点
激光深熔焊接采用较高的激光功率密度,一般是为106~107W/cm2。材料表面在激光束的照射下迅速加热,其表面温度在极短的时间内升高至沸点,使材料熔化和汽化,形成小孔。这个充满材料蒸气的小孔犹如一个黑体,几乎全部吸收入射光束能量,孔腔内平衡温度达25000℃左右。热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。图4.3-9所示为小孔效应的深熔焊接示意图。
相对于激光热传导焊接,激光深熔焊接具有很多优点:
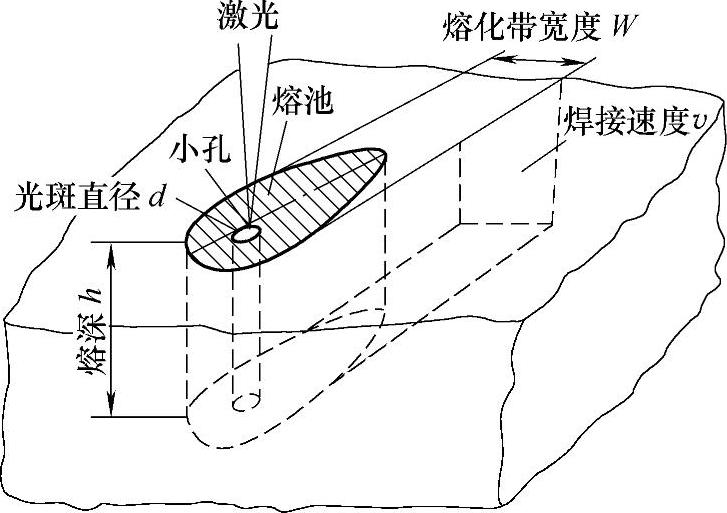
图4.3-9 深熔焊接示意图
1)焊缝深宽比较大。深熔焊接的激光束可深入到材料内部,熔化的金属围绕小孔形成并向下延伸,促进了能量吸收,因而可得到较大深宽比(12∶1)的焊缝。
2)材料热输入低,热影响区和变形小。因为小孔温度很高,所以熔化过程非常快。
3)熔池气体容易逸出,焊缝致密。因为充满高温材料蒸气的小孔有利于熔池搅拌和气体逸出,焊后高速冷却使焊缝组织细化,强度提高。
4)焊缝组织纯净,污染少。因为非金属元素和夹杂物的充分逸出降低了杂质含量。
5)焊接速度快,生产效率高。
4.3.3.2 激光深熔焊接的主要影响因素(https://www.xing528.com)
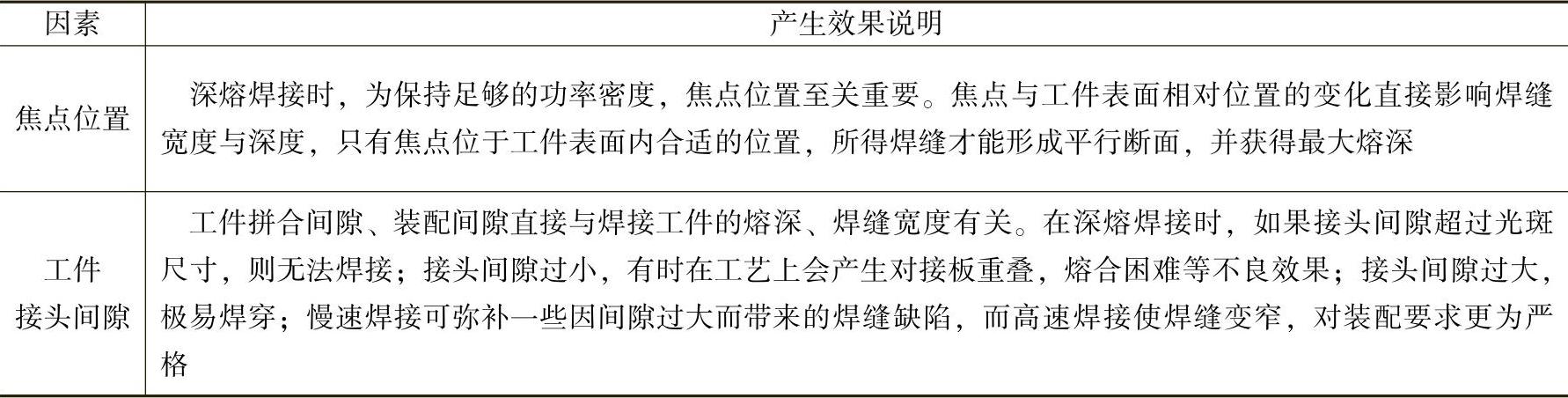
激光深熔焊接的主要影响因素有激光功率密度、材料本性、保护气体、焊接速度、焦点位置、工件接头装配间隙等。表4.3-9列出了主要影响因素对深熔焊接质量产生的效果。
表4.3-9 主要影响因素对深熔焊接质量产生的效果

(续)
4.3.3.3 激光深熔焊接的接头形式与质量
激光深熔焊接适用于多种形式的焊接,但大多数激光焊接不用填充焊丝,这意味着所有填充料均来自被焊材料,因此,焊接接头装配设计非常重要。最常见的激光焊接接头有对接和搭接两种形式。表4.3-10给出了两种激光焊接接头形式及焊接质量。
表4.3-10 两种激光焊接接头形式及焊接质量
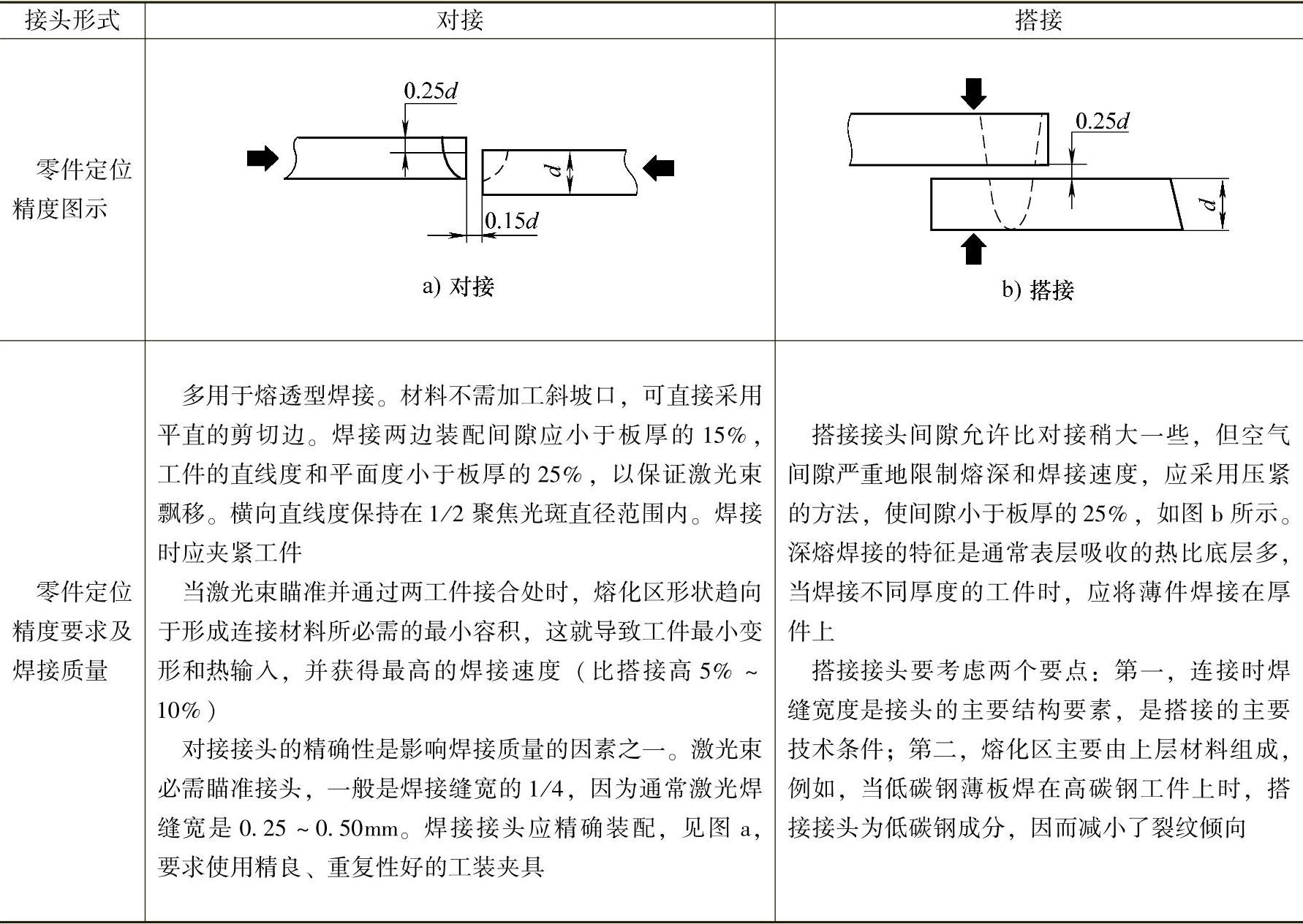
注:图a、图b中黑色箭头指示加压力的方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。