



4.5.5.1 激光烧结快速成形的机理及特点
由于粉末烧结过程比较复杂,根据烧结条件的不同,产生不同的烧结机理,归纳起来主要有六种基本的烧结机理:粘性流动、塑性流动、蒸发和凝固、体积扩散、表面扩散及晶界扩散,这些烧结机理都各有其适用的条件。例如,粘性流动机理适用于低粘流激活能的物质(主要为有机物)的烧结;表面扩散机理主要应用于在较低温度或极细粉末的烧结中;蒸发和凝固则在蒸汽压高的烧结及通过气氛活化的烧结中起主导作用。在实际烧结过程中,几种机理可能同时出现,通常是两种或多种机理共同作用。
4.5.5.2 金属粉末的激光烧结快速成形
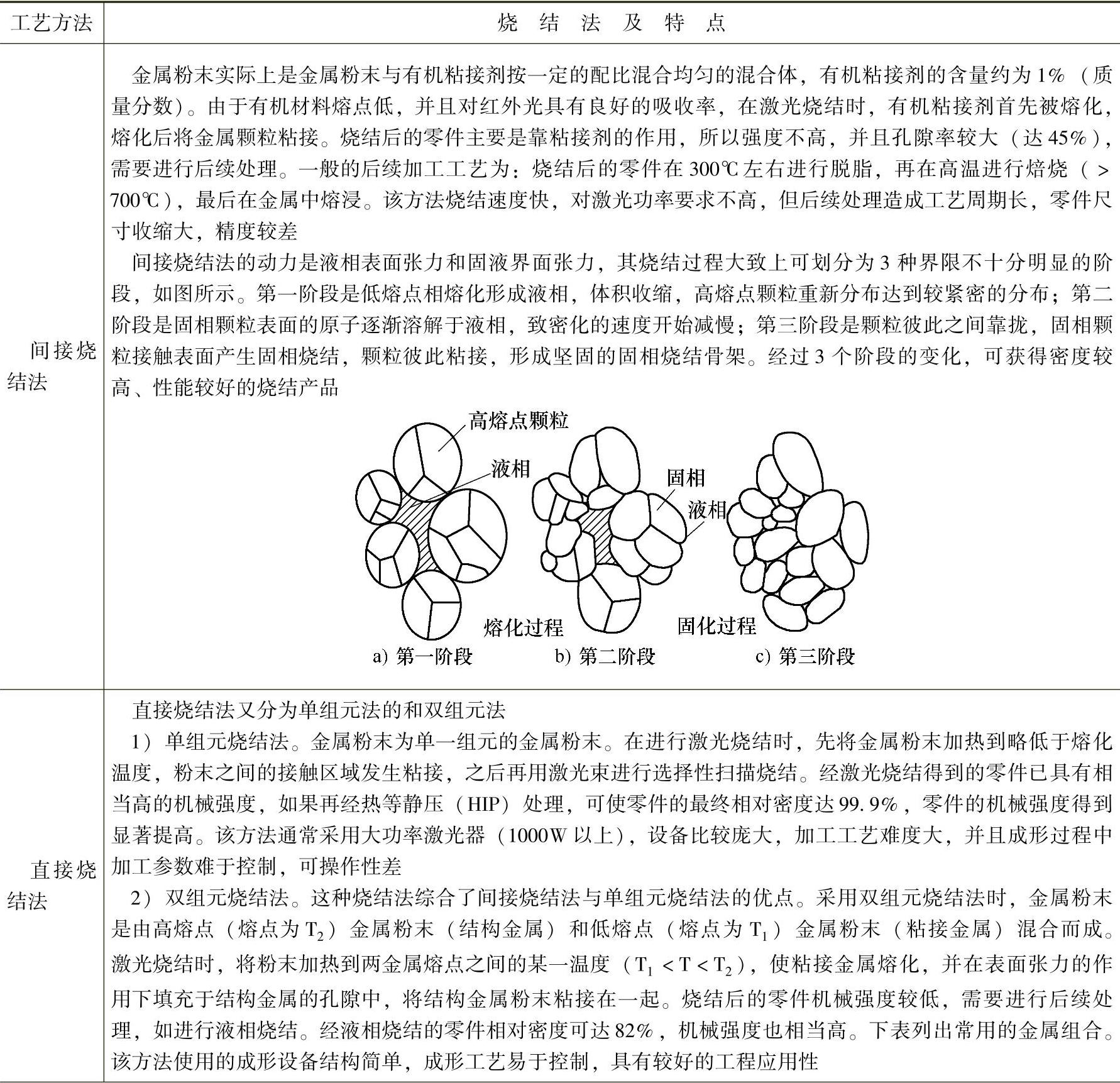
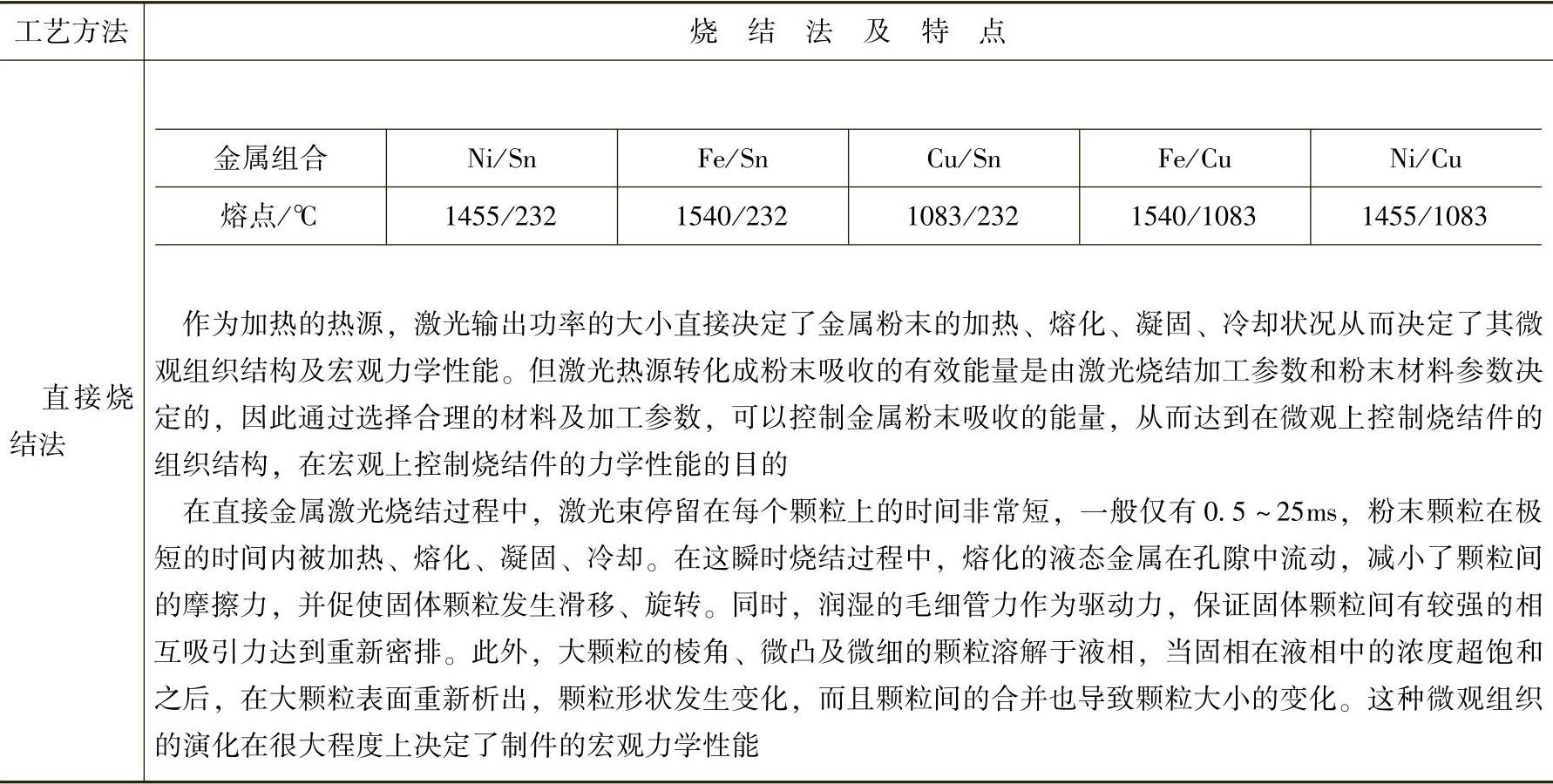
SLS烧结金属粉末主要有两种工艺方法,一种是间接烧结法(indirect metal laser sintering,简称IMLS),另一种是直接烧结法(direct metal laser sintering,简称DMLS)。表4.5-17给出了两种工艺方法及特点对比。
表4.5-17 两种工艺方法及特点对比
(续)
4.5.5.3 激光烧结快速成形工艺的影响因素
激光烧结快速成形工艺的影响因素主要包括激光功率、扫描间隔、粉层厚度、扫描速度、粉末粒径、粉末材料与基体材料的浸润性等,有后处理过程的,工艺参数还包括后处理的温度和时间。激光烧结成形零件的质量主要由成形零件的强度、密度及成形精度来衡量,其密度又直接影响着激光烧结成形件后处理质量的好坏。
1.激光烧结工艺参数对烧结密度的影响
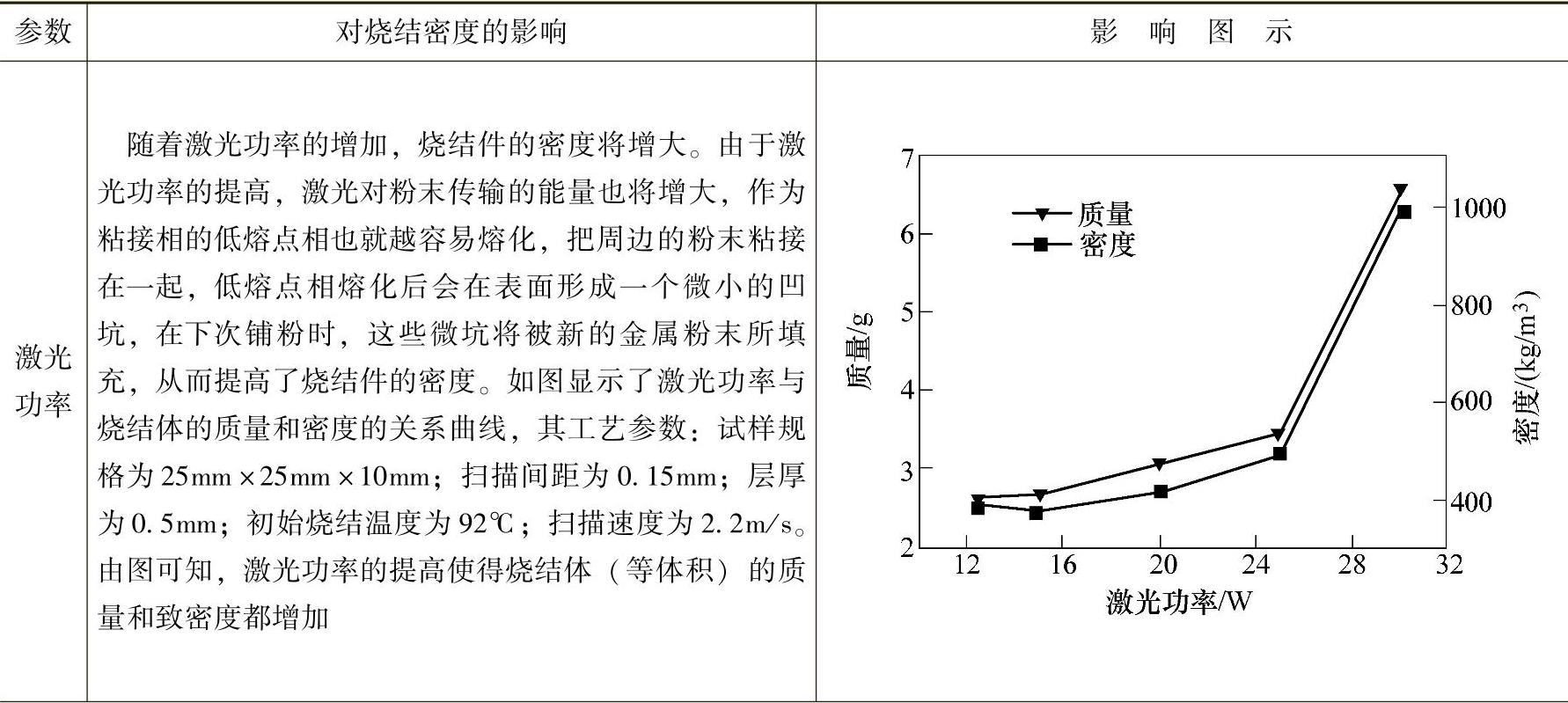
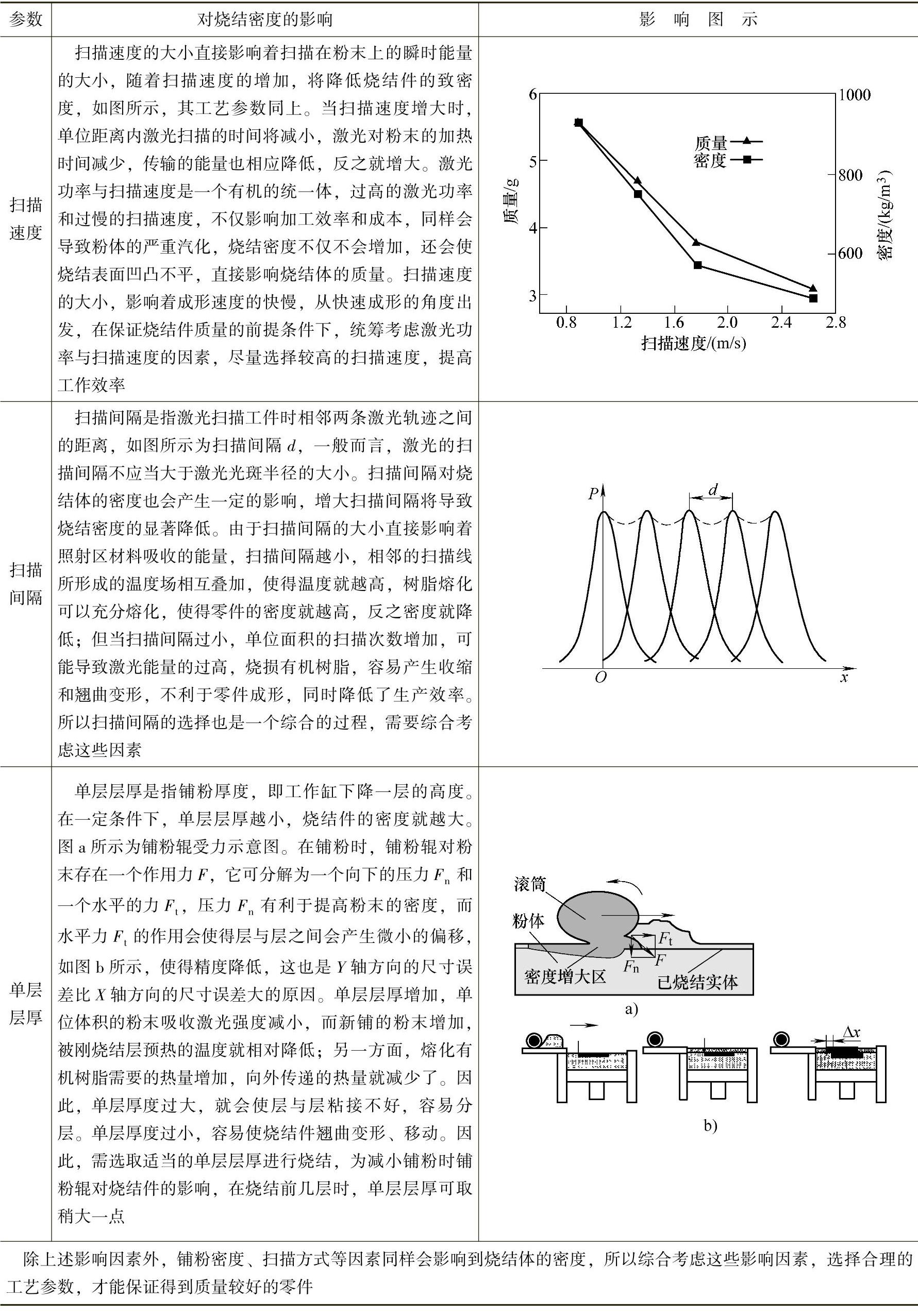
激光烧结深度是直接影响烧结成形质量的重要因素之一,合适的烧结深度是获得良好烧结成形质量的前提。烧结深度应大于铺粉厚度,以保证激光能量能够熔透当前层,使相邻两层产生烧结,否则就会产生分层,导致成形强度、精度变差,甚至无法成形。烧结深度主要由激光能量参数及粉末材料的特征参数决定。其中,激光能量参数包括激光功率、激光束扫描速度、激光束宽度;粉末材料的特征参数则包括粉末材料对激光的吸收率、粉末熔点、比热容、颗粒尺寸及分布、颗粒形态及铺粉密度。表4.5-18给出了激光烧结工艺参数对烧结密度的影响。
表4.5-18 激光烧结工艺参数对烧结密度的影响
(续)
2.激光烧结工艺参数对成形精度的影响(https://www.xing528.com)
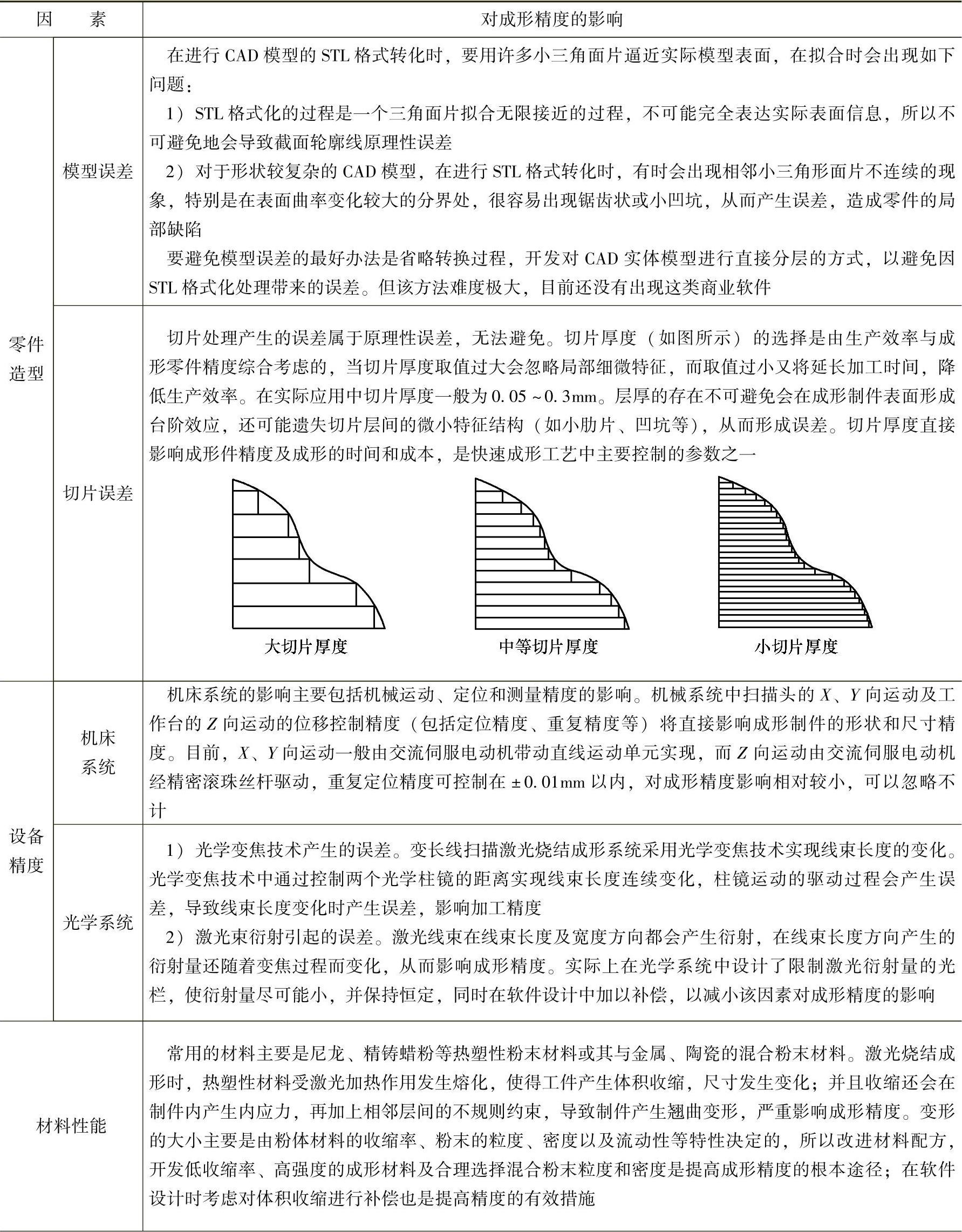
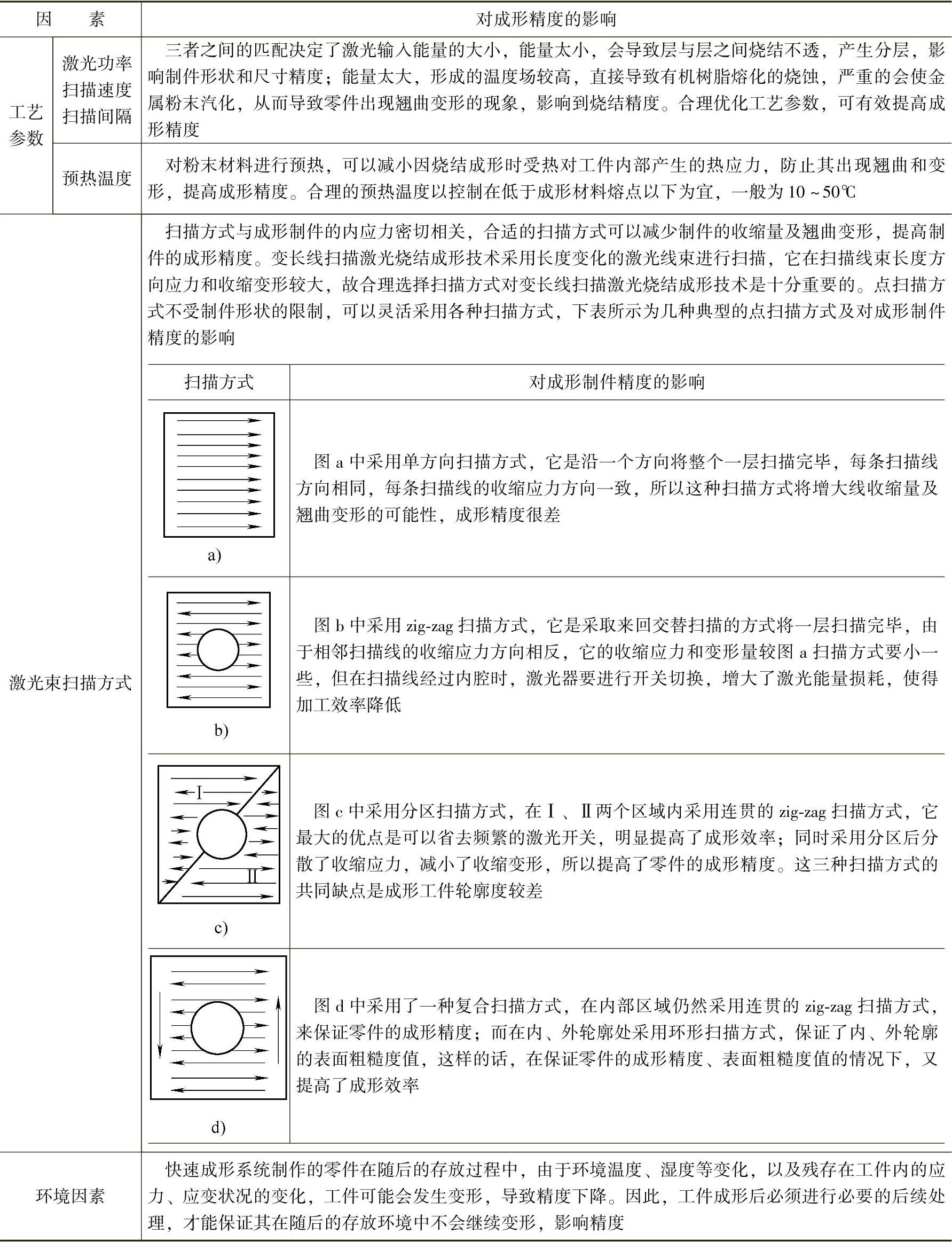
成形精度是指成形制件的精度,主要包括制件的形状精度、尺寸精度与表面精度三方面指标,即烧结成形制件在这三方面与设计要求的符合程度。制件精度与数据处理、成形材料性能及成形工艺有很大关系。表4.5-19给出了激光烧结工艺参数对成形精度的影响。
表4.5-19 激光烧结工艺参数对成形精度的影响
(续)
3.激光烧结快速成形精度的评价方法和标准
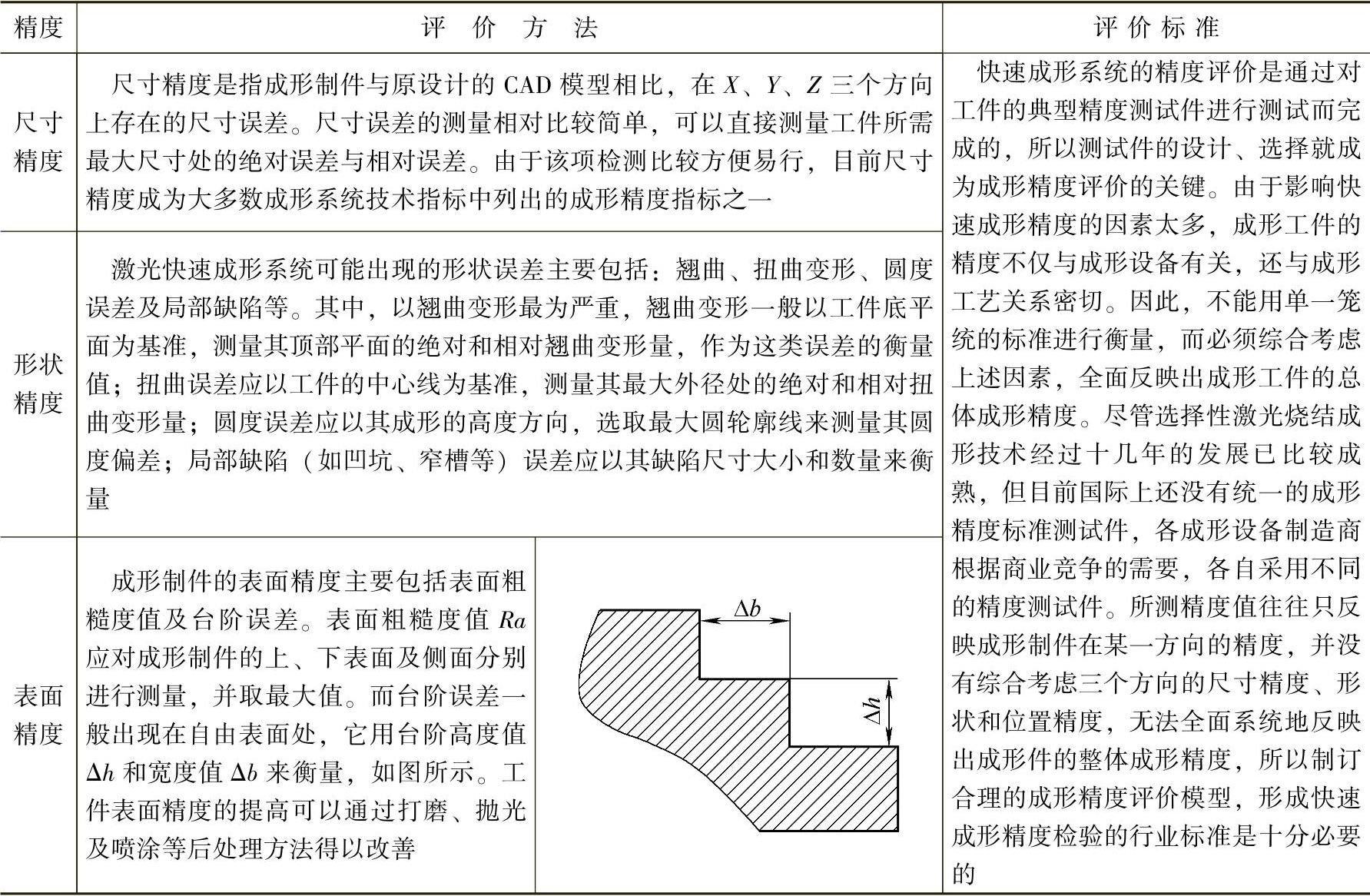
科学、准确地评价出一种成形系统或成形工艺所能达到的精度,对实际应用是十分重要的。表4.5-20介绍了激光烧结快速成形精度的评价方法和标准。
表4.5-20 激光烧结快速成形精度的评价方法和标准
4.5.5.4 激光烧结快速成形制件后处理工艺
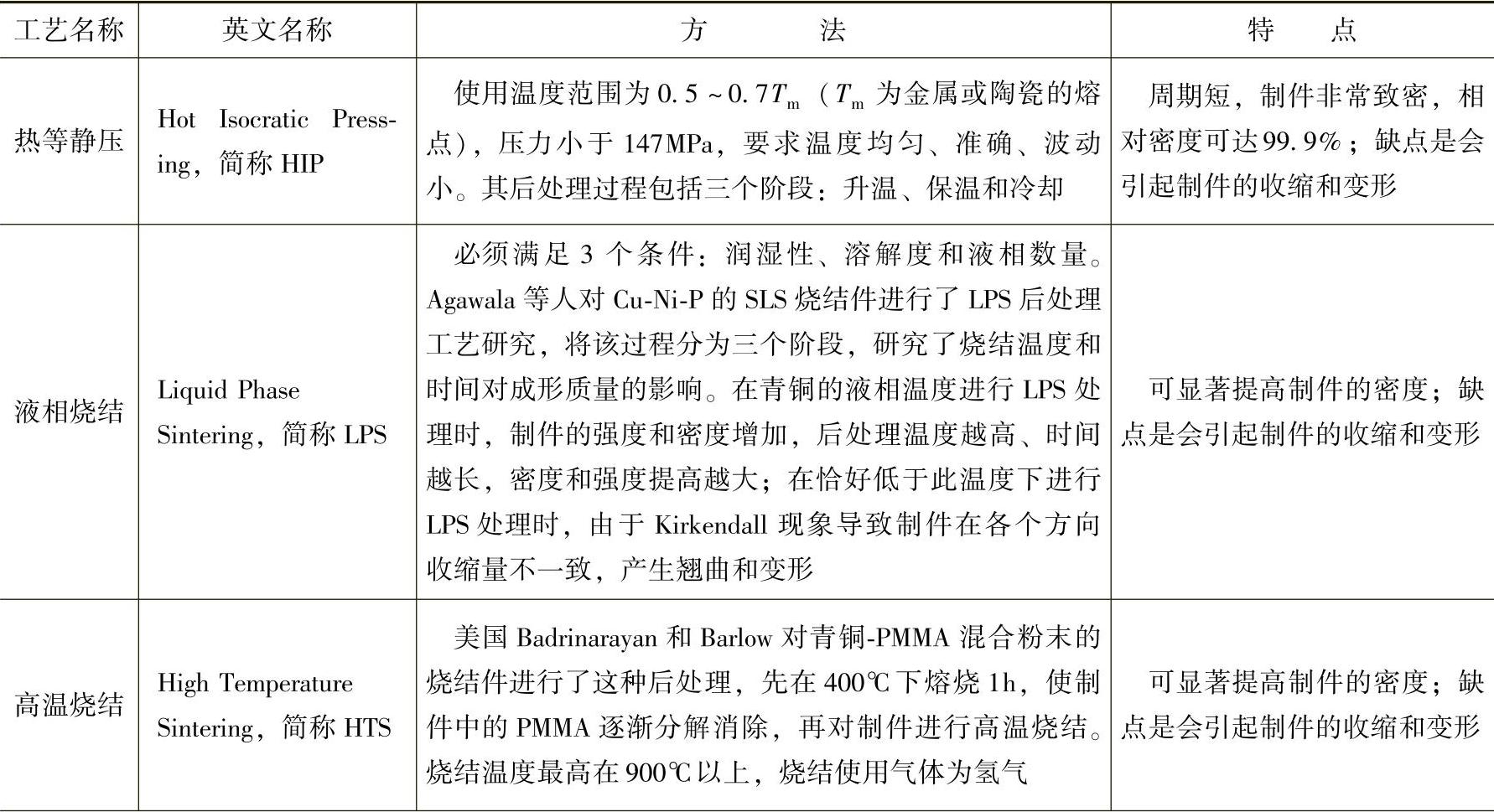
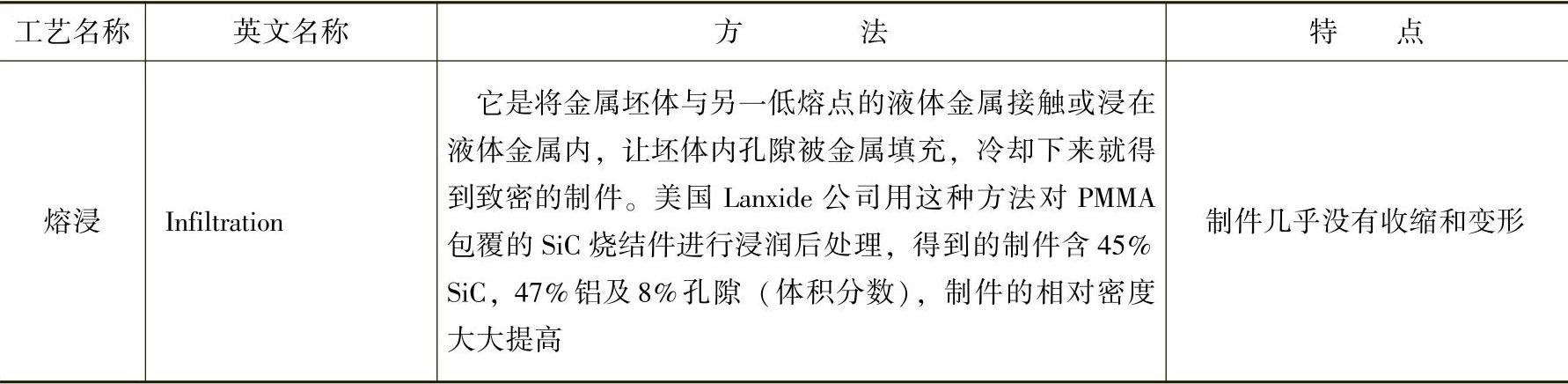
由于金属和陶瓷粉末的激光烧结成形制件中的孔隙较多,相对密度较低,必须进行后续处理才能提高其力学性能和热学性能,以满足应用要求。国外对SLS的后处理工艺研究较多,目前主要采用的后处理工艺有热等静压(HIP)、液相烧结(LPS)、高温烧结及熔浸四种。表4.5-21给出了这四种后处理工艺的方法和特点。
表4.5-21 四种后处理工艺的方法和特点
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。