



7.4.4.1 等离子弧切割方法
等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。等离子弧切割是利用等离子弧的热能实现切割的方法,国际统称为PAC(Plasma Arc Cutting)。等离子弧切割的原理与氧气的切割原理有着本质的不同,氧气切割主要是靠氧气与部分金属的化合燃烧和氧气流的吹力,使燃烧的金属氧化物熔渣脱离基体而形成切口的,因此氧气切割不能切割熔点高、导热性好、氧化物熔点高和粘滞性大的材料。等离子弧切割过程不是依靠氧化反应,而是靠熔化来切割工件的。等离子弧的温度高(可达50000K),目前所有金属材料及非金属材料都能被等离子弧熔化,因而它的适用范围比氧气切割要大得多。等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于非铁金属(铝、铜、钛、镍)和不锈钢切割效果更佳。其主要优点在于切割厚度不大的金属时,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割的5~6倍,且切割面光洁、热变形小,几乎没有热影响区。等离子切割发展到现在,可采用的工作气体(工作气体既是等离子弧的导电介质,又是携热体,同时还要排除切口中的熔融金属)越来越多,不同的气体对等离子弧的切割特性以及切割质量和切割速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体等。
等离子弧在放电的高温条件下使作为载体的工作气体被电离,形成正负离子数相等的等离子状态。它导电性能良好,在电极为负极,工件为正极的强电场作用下,产生等离子弧,然后通过机械压缩、热压缩和磁压缩,使得弧柱电流密集,从而产生极高的温度和高速汇流,高温高速的等离子弧使工件金属熔化,并吹离本体形成割缝。
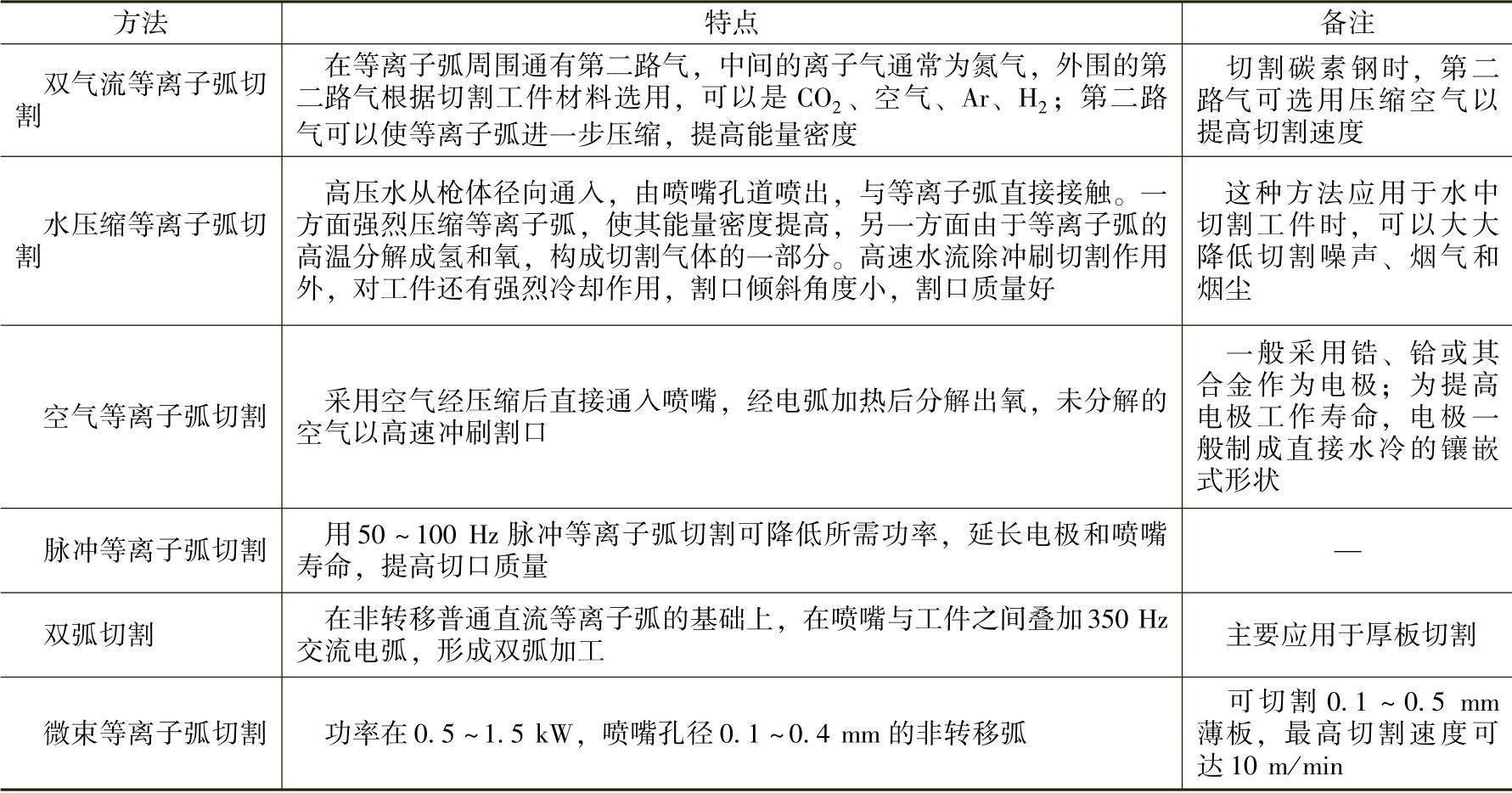
等离子弧切割方法主要有以下几种:双气流等离子弧切割、水压缩等离子弧切割、空气等离子弧切割、脉冲等离子弧切割、双弧切割、微束等离子弧切割等,其各自的特点见表7.4-12。
表7.4-12 各种等离子弧切割方法的特点
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业。
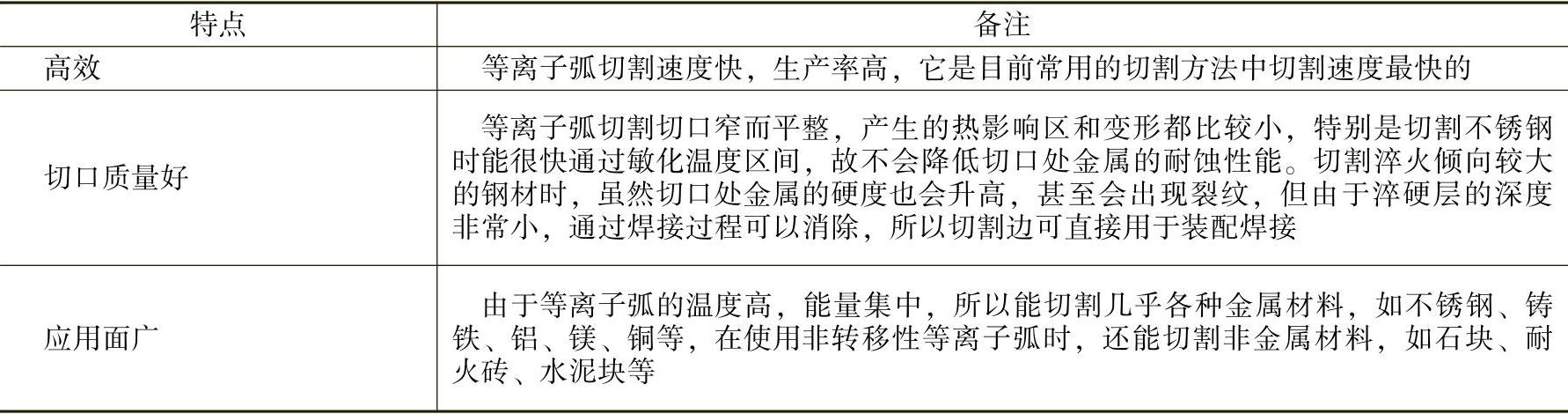
等离子弧切割的特点见表7.4-13。
表7.4-13 等离子弧切割的特点
究竟是选择火焰切割机还是选择等离子切割机呢?这要看被切割的金属是什么。容易被氧化且导热一般的可用火焰切割,如我们常见的钢,但是不锈钢不适宜用火焰切割,因为它不易氧化,不锈钢的切割更适宜用机械方法或者等离子切割。我们常见的金属还有铜和铝,他们导热太快,也不适宜用火焰切割,适宜用机械方法或者用等离子切割。所以说,等离子切割机几乎是一种万能的切割机,不过它也有其局限性,就是它的耗材太贵了。等离子切割机还有一个特点,它能量密度高,特别适宜薄板加工,且加工后工件几乎不变形,这是火焰切割无法比拟的。
7.4.4.2 等离子弧切割设备
除不用保护气体和电源空载电压较高以外,等离子弧切割设备与等离子弧焊接设备基本相似。
1.切割电源
大多数等离子弧切割采用转移弧,电源均选用陡降或垂降外特性。与等离子弧焊电源相比,空载电压较高。国产切割电源的空载电压一般在200V以上,水压缩等离子弧切割电源的空载电压为400V。表7.4-14列出了国产等离子弧切割机的技术数据。
表7.4-14 等离子弧切割机技术数据

2.割枪
与等离子弧焊枪相比,割枪的喷嘴孔道比较大,孔道直径更小,有利于压缩等离子弧;进气方式最好径向通入,有利于提高割枪喷嘴的使用寿命。由于孔道直径小,割枪要求电极和割嘴同心度好。
3.电极
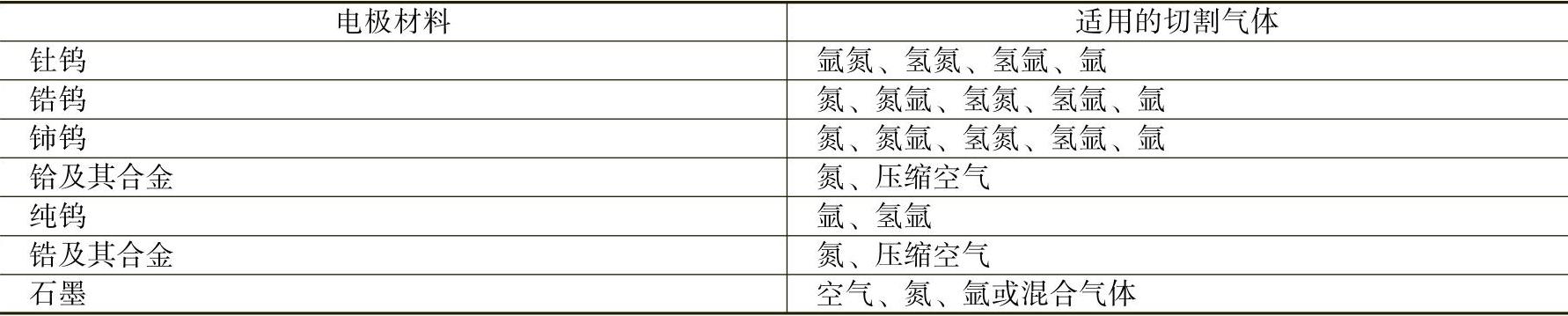
电极材料的选择与等离子弧焊接相同。但选用空气等离子弧切割时,空气对电极氧化作用大,因此不选择钨电极,只能选用铪或锆及其合金作电极,电极形状为镶嵌式。表7.4-15列出了常用电极材料与适用的切割气体。
表7.4-15 电极材料与适用的切割气体
7.4.4.3 等离子弧切割工艺参数
各种等离子弧切割工艺参数,直接影响切割过程的稳定性及切割质量和效果。主要切割工艺参数简述如下。
1.空载电压和弧柱电压
等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。空载电压一般为120~600V,而弧柱电压一般为空载电压的一半。提高弧柱电压,能明显地增加等离子弧的功率,因而能提高切割速度,切割更大厚度的金属板材。弧柱电压往往通过调节气体流量和加大电极内缩量来达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定。
2.切割电流
增加切割电流同样能提高等离子弧的功率,但它受到最大允许电流的限制,否则会使等离子弧柱变粗,割缝宽度增加,电极寿命下降。表7.4-16给出了切割电流和割口宽度的关系。
表7.4-16 切割电流和割口宽度的关系

3.气体流量
增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
4.电极内缩量
所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。距离过大或过小,都不利于电极和割嘴并使切割能力下降。内缩量一般取8~11mm。
5.割嘴高度
割嘴高度是指割嘴端面至被割工件表面的距离。该距离一般为4~10mm。它与电极内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否则会使切割效率和切割质量下降或使割嘴烧坏。
6.切割速度
以上各种因素直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、高能量决定着切割速度,所以以上的各种因素均与切割速度有关。在保证切割质量的前提下,应尽可能地提高切割速度。这不仅提高生产率,而且能减少被割零件的变形量和割缝区的热影响区域。若切割速度不合适,其效果相反,而且会使粘渣增加,切割质量下降。
表7.4-17列出了等离子弧切割常用的工艺参数。
表7.4-17 等离子弧切割参数

7.4.4.4 等离子弧切割典型设备
1.国产典型等离子切割设备(https://www.xing528.com)
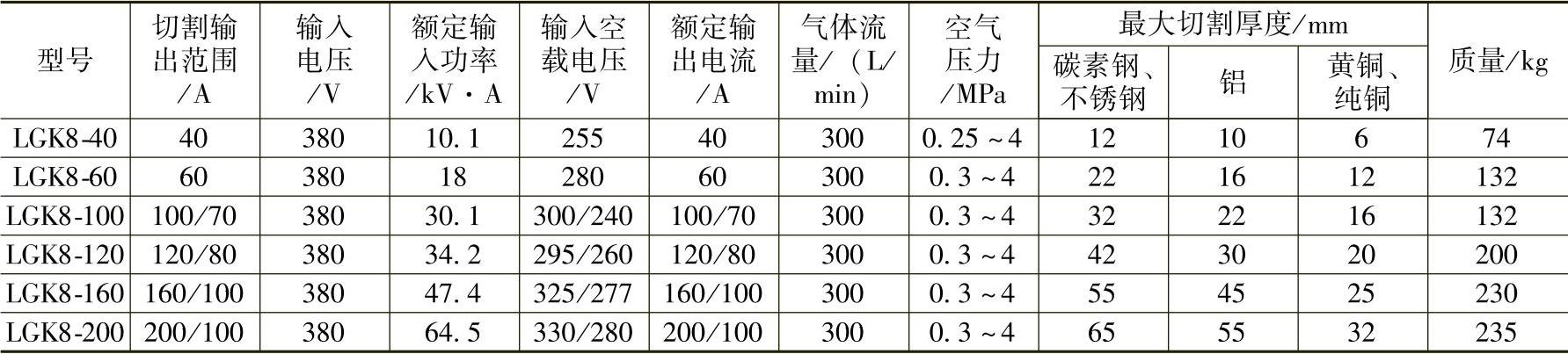
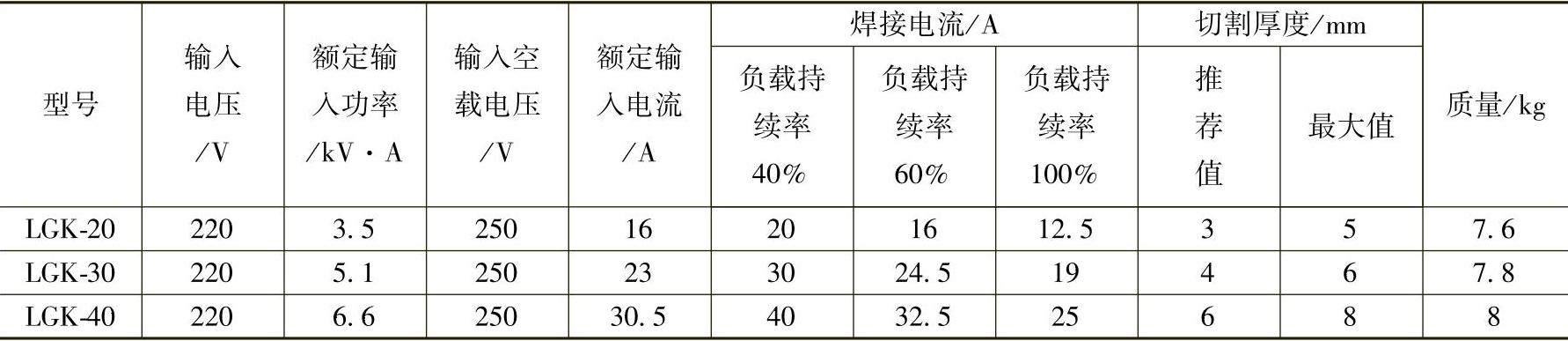
(1)LGK8系列空气等离子切割机 产品外形如图7.4-13所示,其主要性能参数见表7.4-18。
表7.4-18 LGK8系列空气等离子弧切割机性能参数表
该产品具有如下特点:
1)适用于碳素钢、不锈钢、铝、铜、钛、镍、复合金属、铸铁等几乎所有金属板料的切割。
2)引弧可靠、迅速,切割速度快,切缝狭窄、平整,工件变形很小。
3)以压缩空气作为切割气源,不污染环境,经济实用,与火焰切割相比,切割12mm厚的碳素钢板时,切割速度为火焰切割的4倍,运行成本仅为其1/3。
4)对汽车钣金、建筑物金属板(1~12mm厚的薄板)可以进行快速切割。
5)机体表面经过酸洗、磷化处理,静电喷塑,漆膜光洁、坚固、耐腐蚀、不脱落。
(2)LGK系列IGBT空气等离子弧切割机 产品外形如图7.4-14所示,其主要性能参数见表7.4-19。

图7.4-13 LGK8系列空气等离子弧切割机

图7.4-14 LGK系列IGBT空气等离子弧切割机
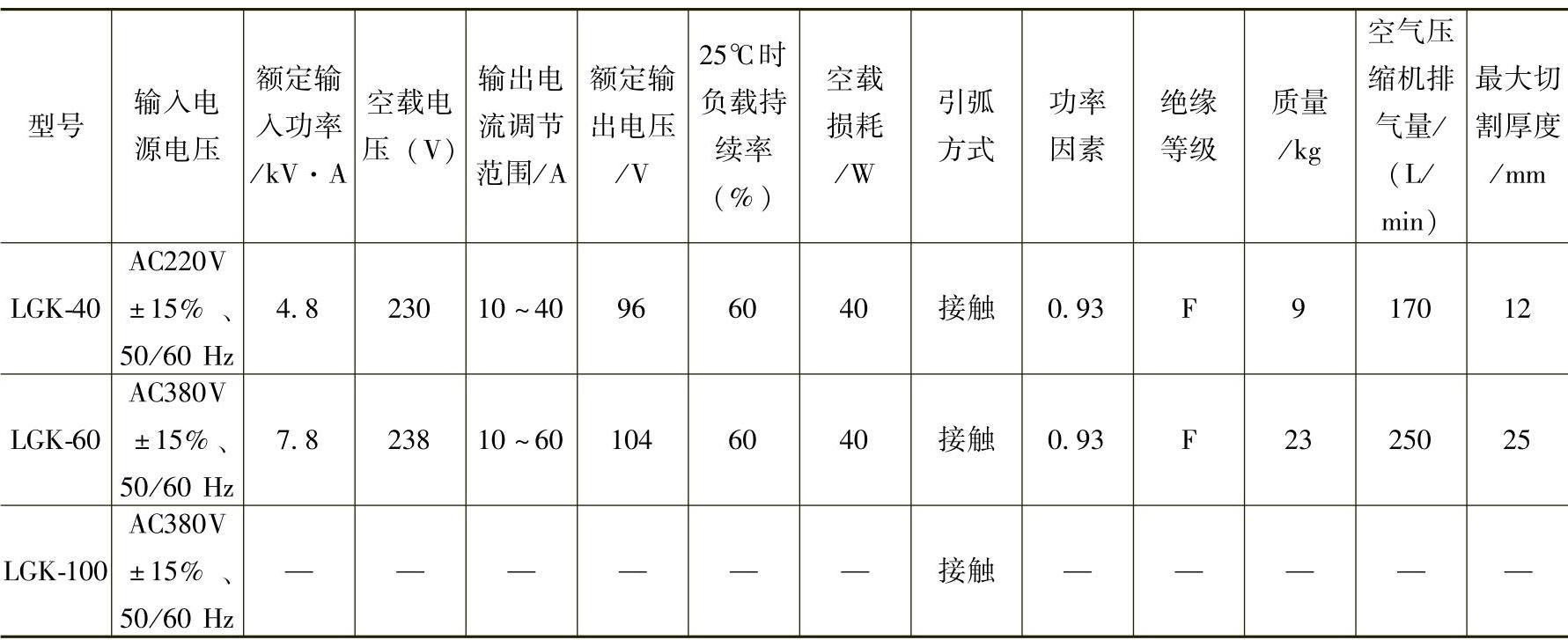
表7.4-19 LGK系列IGBT空气等离子弧切割机性能参数表
该产品具有如下特点:
1)采用IGBT逆变技术,性能稳定可靠,高效节能。
2)机器在网压波动+20%范围内可正常工作。
3)适合多种常用金属材料的切割。
4)高频引弧。
5)割缝窄,平整光滑,推荐厚度切割质量好。
6)有完善的保护功能:过、欠电压及过电流、过热、缺气保护。
7)体积小巧,结构简单,适合高空作业场所。
8)机体表面经过酸洗、磷化处理,静电喷塑,漆膜光洁、坚固、耐腐蚀、不脱落。
(3)LGK系列逆变空气等离子切割机 产品外形如图7.4-15所示,其主要性能参数见表7.4-20。
该产品具有如下特点:
1)切割电流连续可调,可满足不同工件材料、厚度和切割速度的要求,切口美观。
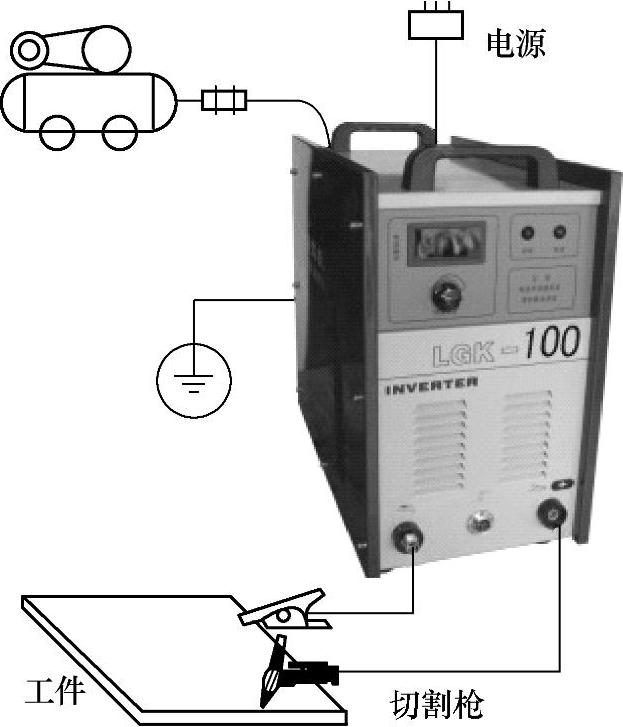
图7.4-15 LGK系列逆变 空气等离子切割机
2)可对碳素钢、不锈钢和铝等多种金属板材进行切割。
3)内置供电缺相和过、欠电压保护、设备内部过热保护及压缩空气气压不足保护等保护功能,工作可靠性高。
4)操作简单,割口平整,光滑。
表7.4-20 LGK系列逆变空气等离子切割机性能参数
2.国外典型等离子切割设备
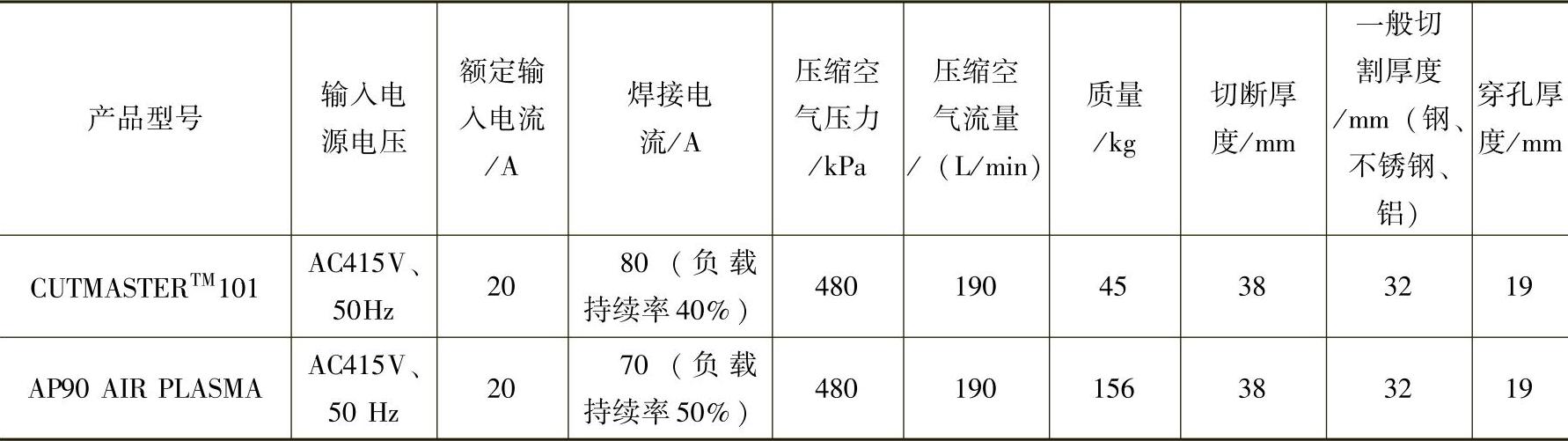
国外典型等离子切割设备如图7.4-16所示,其技术参数见表7.4-21。
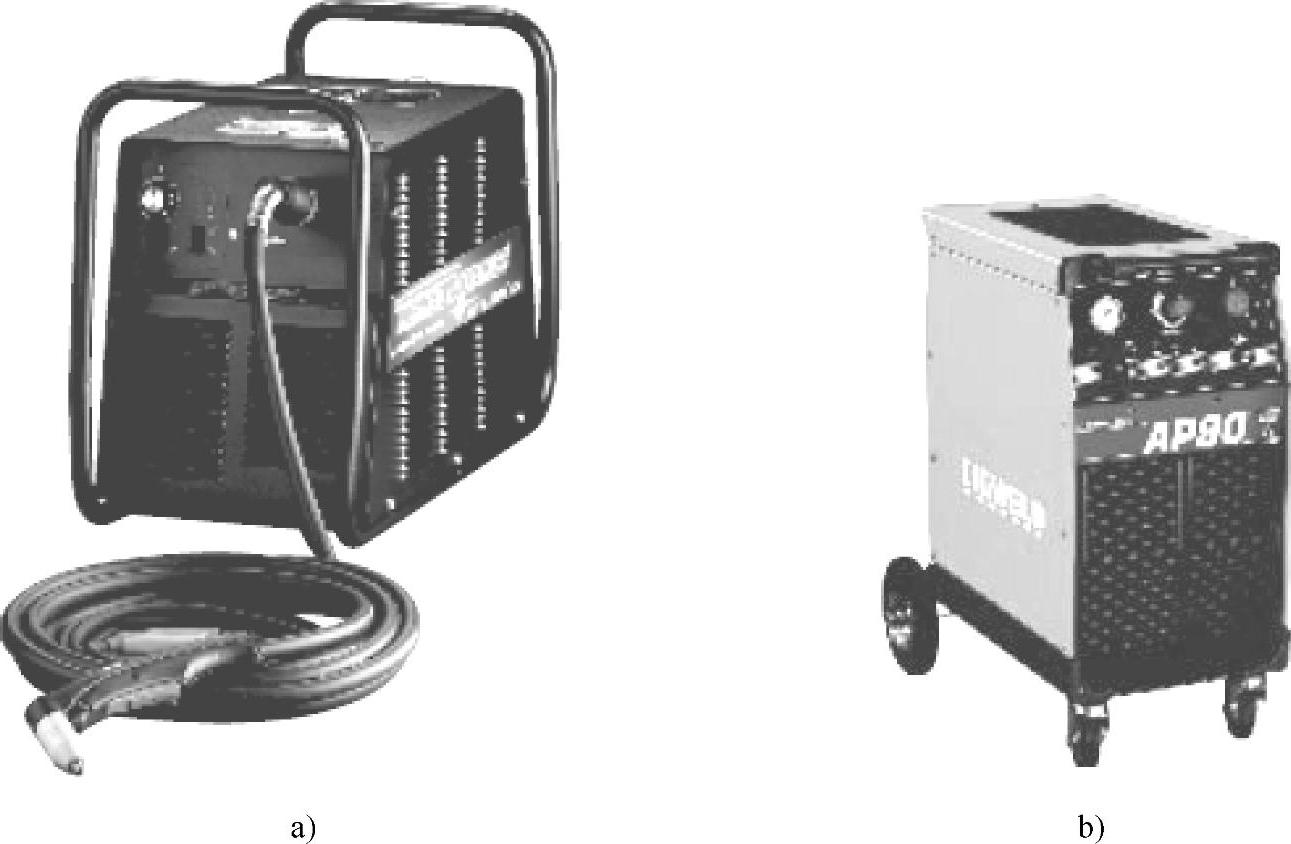
图7.4-16 国外典型等离子弧切割机
a)CUTMASTERTM101 b)AP90 AIR PLASMA
表7.4-21 国外典型等离子弧切割机性能参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。