



用液中放电成形可以进行拉深、切断、胀形、冲孔等各种加工。其加工部分的构造因目的不同而异。
钣金加工用成形装置如图7.15-2所示,工作台上安装模具,上面放置工件,在适合成形条件的距离上配置放电电极。它们被浸入充满液体的压力容器中。为了使工件和模具紧密接触、成形完全,必须将工件和模具间的空气在成形的同时完全排出,因此要在模具上设置排气孔。排气孔不能过大,否则可能导致工件在排气孔处被冲破或得到更大的拉延。另外,工件和模具间的空气也可在成形前用真空泵除去。为了得到应用于成形目的的最佳成形条件,要在成形装置上设置调节电极间隙、电极和工件的距离的机构,容器内部完全被液体充满密闭地放电效率最高。
图7.15-3所示为用于管子成形加工和胀形加工成形装置的原理图。
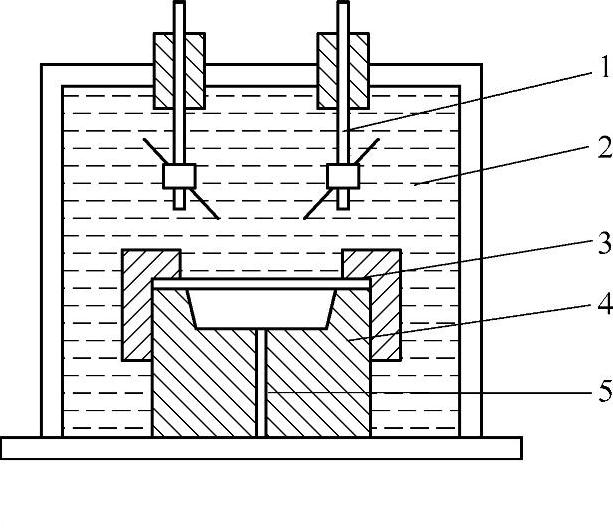
图7.15-2 钣金加工成形装置示意图
1—电极 2—液体 3—工件 4—模具 5—排气孔
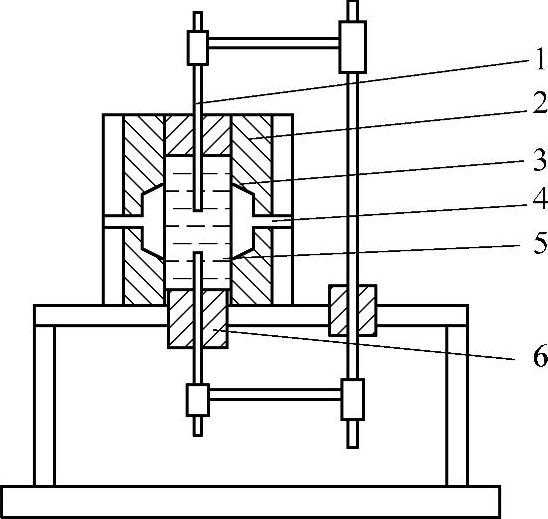
图7.15-3 管子成形加工装置示意图
1—电极 2—模具 3—金属管 4—排气孔 5—液体 6—密封塞
此外,也有在充满液体的液缸中进行放电驱动高速活塞成形的方法,其原理如图7.15-4所示。图7.15-5所示为利用水中导线放电进行金属管衬里压接加工原理图。在电极间连接导线进行成形的方法称为导线放电成形法。导线可使用铝、钨、铁、铜、铅线等,通过冲击大电流使导线熔化、汽化,使金属蒸气急剧膨胀,以达到产生压力增大的目的。它具有以下特点:
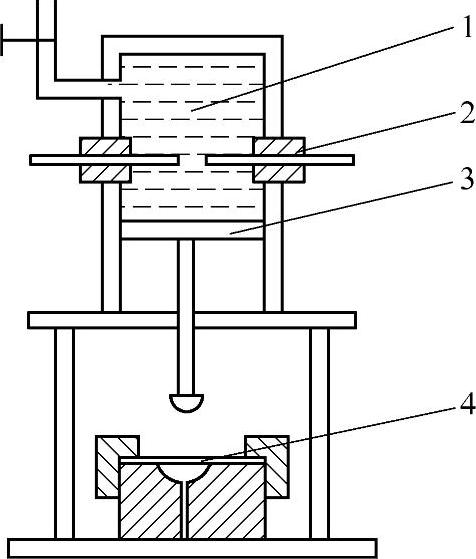
图7.15-4 活塞式成形装置示意图
1—水 2—电极 3—活塞 4—工件
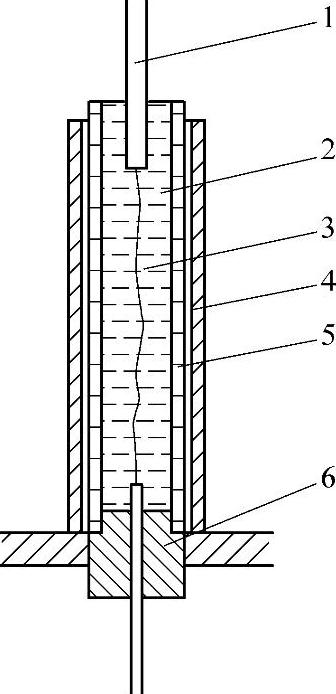
图7.15-5 金属管衬里压接加工示意图
1—电极 2—液体 3—导线 4—金属管 5—压接用金属管 6—密封塞
1)能增大产生的压力。(https://www.xing528.com)
2)能把冲击源做成适合工件的形状。
3)使低压放电成为可能。
4)与液体的电导率无关。
为使特殊形状的工件成形,有时需要反复放电。当进行一次高能放电可能破坏工件时,也要进行反复放电,这时对于导线放电成形法需使用开放形电极。
上述液中放电成形法能进行各种加工,与传统的机械冲压相比具有以下优点:
1)装置简单,投资少。
2)高速度成形,工件回弹小,成形精度高。
3)模具只需凹模。
4)用单一动作进行复杂零件的成形。
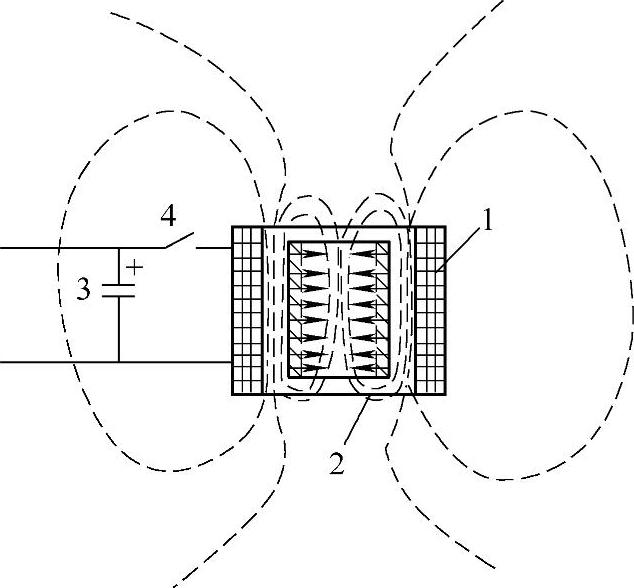
图7.16-1 电磁成形原理图
1—线圈 2—毛坯料 3—电容器 4—开关
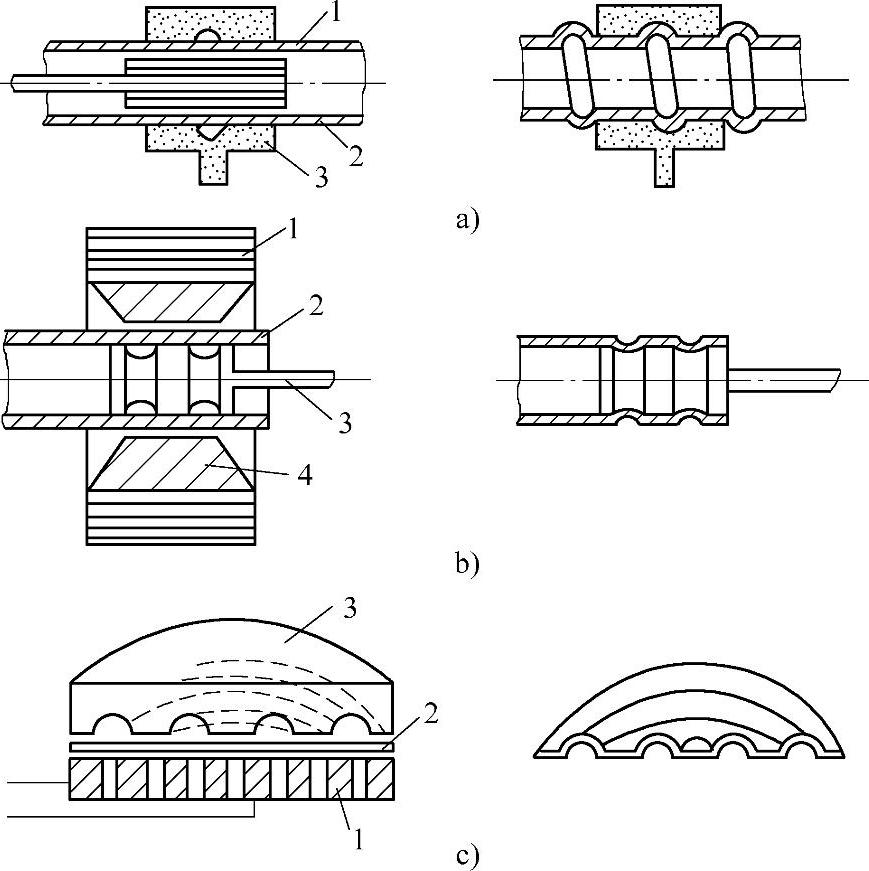
图7.16-2 电磁成形方法
a)胀形管 b)缩颈管 c)带凸埂的盘形件
1—线圈 2—毛坯料 3—模具 4—磁通集中器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。