



(1)铣削过程 铣削过程是指铣削时通过铣刀和工件的相对运动,刀具从工件的表面上切下多余的金属层,形成切屑和已加工表面的过程。在这个过程中,被切除的金属会产生变形而形成切屑;刀具要使切削层产生变形必然会让工件受力而产生切削力;同时,伴随切削力、切削变形会有切削热的产生,从而引起切削区温度升高、积屑瘤的产生和刀具磨损等诸多物理现象,而这些现象与工件材料性质、铣刀几何角度和切削用量的选择都有着十分密切的关系。因此,了解铣削过程及物理现象的发生与变化规律,对合理选择铣刀的几何角度、铣削用量,提高生产率和工件的加工质量,降低成本等都有十分重要的意义。
切削时,工件材料在刀具前刀面的推挤下,使被切削的金属层产生变形、剪切滑移而形成切屑。在切屑形成过程中,被切金属的变形主要发生在以下三个变形区域(见图2-18)。图2-18中的Ⅰ称为第一变形区,切削层金属从OA线开始产生剪切滑移变形,到OM线基本完成了剪切滑移。经过第一变形区变形后形成的切屑沿前刀面排出,进一步受到前刀面的挤压和摩擦。如图2-18中的Ⅱ所示,这一与前刀面接触的切屑底层内产生的变形区为第二变形区,刀具前刀面的磨损、积屑瘤等现象主要取决于第二变形区的变形。图2-18中的Ⅲ为第三变形区,是在已加工表面处发生的变形,主要是由于已加工表面受到切削刃和后刀面的挤压和摩擦造成的。第三变形区的变形、摩擦会引起刀具后刀面的磨损和已加工表面的表层硬化。
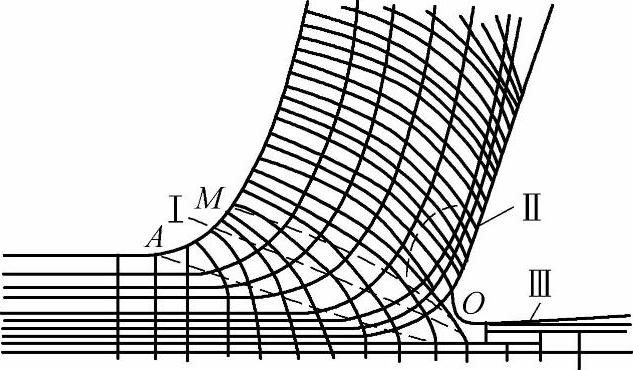
图2-18 切削的三个变形区
(2)切屑种类 由于工件材料的性质不同、切削条件(刀具几何角度、切削用量等)不同,切削过程中金属的滑移变形程度也就不同。因此,切屑主要有以下四种类型(见图2-19):
1)带状切屑(见图2-19a)。带状切屑的内表面光滑,外表面呈毛茸状。通常在加工塑性金属材料时,如果切削厚度较小、切削速度较高,刀具前角较大,就会形成这种切屑。出现带状切屑的切削过程较平稳,切削力波动小,已加工表面的表面粗糙度值较小。(https://www.xing528.com)
2)节状切屑(挤裂切屑)(见图2-19b)。节状切屑的内表面有时有裂纹,外表面呈锯齿形。这种切屑大多在切削速度较低、切削厚度较大、刀具前角较小时形成。加工塑性金属材料时,形成节状切屑的切削过程不平稳,切削力波动大,加工表面的表面粗糙度值较大。
3)粒状切屑(单元切屑)(见图2-19c)。粒状切屑呈单元状,通常是在切削速度很低的条件下加工塑性材料时形成的。出现粒状切屑时的切削力波动大,已加工表面的表面粗糙度值大。
4)崩碎切屑(见图2-19d) 切削脆性金属材料(如铸铁)时,由于材料的塑性很小,抗拉强度较低,刀具切入后,金属未经塑性变形就被前刀面挤裂、碎断,形成不规则的崩碎切屑。工件材料越硬脆、刀具前角越小、切削厚度越大,越容易产生这种切屑。形成崩碎切屑的切削过程的切削力较小,但波动大,加工表面凹凸不平。
切屑形态有些是可以随切削条件的改变而转化的。在切削塑性金属时,随着切削速度的提高、进给量的减小和前角的加大,切屑可以由粒状或节状转化为带状切屑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。