



工件定位的实质就是要使工件在夹具中占有某一确定的位置。未定位的工件在空间直角坐标系中有六个自由度(见图3-11),即沿三个坐标轴方向移动的自由度 、
、 、
、 和绕三个坐标轴转动的自由度
和绕三个坐标轴转动的自由度 、
、 、
、 。
。
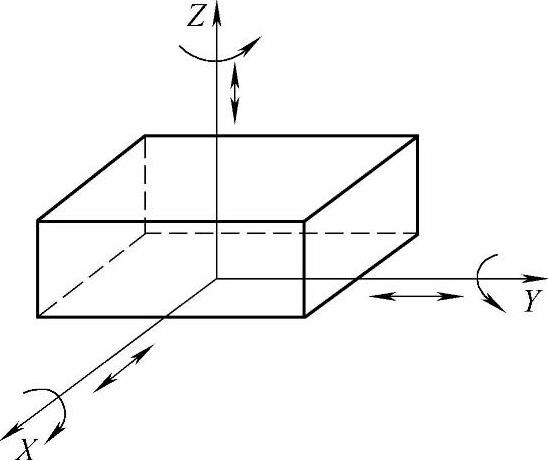
图3-11 工件在空间的六个自由度
在夹具中,通常用一个支承点限制工件的一个自由度,用合理分布的六个支承点限制工件的六个自由度,使工件在夹具中的位置完全确定。这一定位方法被称为“六点定位规则”。图3-12所示为工件的六点定位规则。
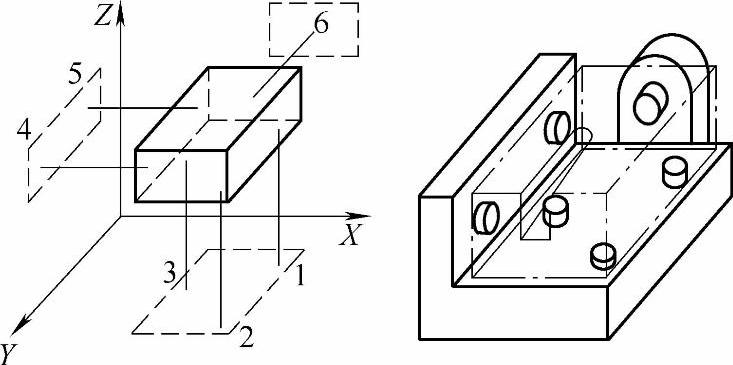
图3-12 工件的六点定位规则
工件在夹具中定位,通常有以下四种情况:
(1)完全定位 工件的六个自由度全部被夹具的定位元件限制,使工件在夹具中只有唯一位置的定位方式称为完全定位。当工件在X、Y、Z三个方向上都有尺寸或位置精度要求时,常采用完全定位方式。
图3-13所示为在工件上铣槽。为了保证尺寸Z,需要限制 、
、 、
、 ;为了尺寸Y,还要限制
;为了尺寸Y,还要限制 、
、 ;为了保证尺寸X,最后还需限制自由度
;为了保证尺寸X,最后还需限制自由度 ,以实现完全定位。
,以实现完全定位。
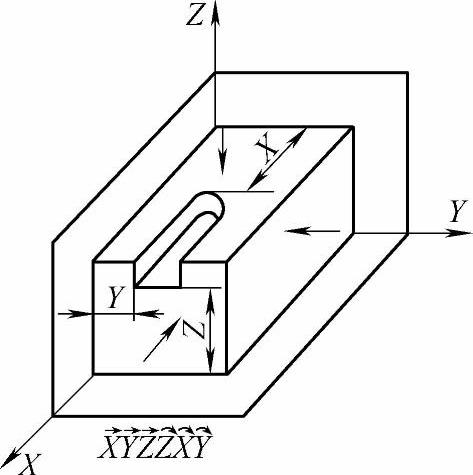
图3-13 完全定位
(2)不完全定位 图3-14所示为在工件上铣通槽。为了保证加工尺寸Z,需限制 、
、 、
、 三个自由度;为保证加工尺寸Y,还需限制
三个自由度;为保证加工尺寸Y,还需限制 、
、 两个自由度,由于X轴向没有尺寸要求,
两个自由度,由于X轴向没有尺寸要求, 自由度不需限制。这种根据加工要求,允许某些自由度不限制的定位称为不完全定位。满足加工要求的不完全定位是允许的。
自由度不需限制。这种根据加工要求,允许某些自由度不限制的定位称为不完全定位。满足加工要求的不完全定位是允许的。
(3)欠定位 当定位点少于工件应该限制的自由度,使工件不能正确定位的方式称为欠定位。欠定位在生产中是不能允许的。如图3-15所示,在铣削轴上端的键槽时,如不在位于轴下端的键槽内设置防转定位销A,则工件的 自由度未能得到限制,工件绕X轴回转方向的位置是不确定的,这样铣出的上端键槽无法保证与下端键槽的位置精度要求。
自由度未能得到限制,工件绕X轴回转方向的位置是不确定的,这样铣出的上端键槽无法保证与下端键槽的位置精度要求。
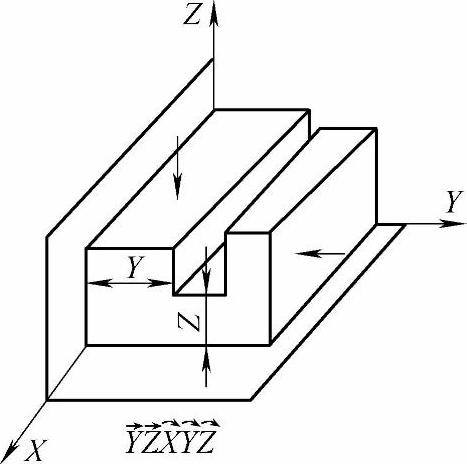
图3-14 不完全定位
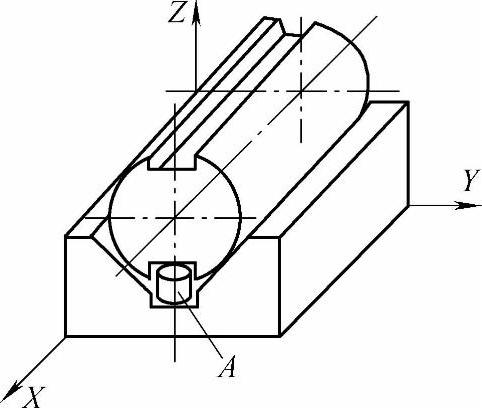
图3-15 用防转定位销A消除欠定位
(4)过定位 夹具上的定位元件重复限制工件的一个或几个自由度,这种重复限制工件自由度的定位称为过定位。
图3-16a所示为加工连杆小头孔的正确定位方案。以平面1限制 、
、 、
、 三个自由度,以短圆柱销2限制
三个自由度,以短圆柱销2限制 、
、 两个自由度,以防转销3限制
两个自由度,以防转销3限制 自由度,属于完全定位。但是,如果用长销代替短销(见图3-16b),由于长销限制了
自由度,属于完全定位。但是,如果用长销代替短销(见图3-16b),由于长销限制了 、
、 、
、 、
、 四个自由度,其中限制
四个自由度,其中限制 、
、 与平面1限制的自由度重复,因而会产生干涉现象。由于工件孔与端面、长销外圆与平面间均有垂直度误差,如果长销刚性很好,将造成工件与平面1为点接触而出现定位不稳定,或在夹紧力作用下使工件变形;如果长销刚性不足,则长销弯曲而使夹具损坏,以上两种情况都是不允许的。因此,在确定工件定位方案时,应尽量避免采用过定位。如果采用过定位方案,必须采取一定的技术措施,如提高定位基准之间以及定位元件工作表面之间的位置精度;或者改变定位元件结构,使定位元件在重复限制自由度的部分不起定位作用,以达到工件在安装时不发生干涉,或在过定位存在的条件下,仍能保证工件加工精度的要求。(https://www.xing528.com)
与平面1限制的自由度重复,因而会产生干涉现象。由于工件孔与端面、长销外圆与平面间均有垂直度误差,如果长销刚性很好,将造成工件与平面1为点接触而出现定位不稳定,或在夹紧力作用下使工件变形;如果长销刚性不足,则长销弯曲而使夹具损坏,以上两种情况都是不允许的。因此,在确定工件定位方案时,应尽量避免采用过定位。如果采用过定位方案,必须采取一定的技术措施,如提高定位基准之间以及定位元件工作表面之间的位置精度;或者改变定位元件结构,使定位元件在重复限制自由度的部分不起定位作用,以达到工件在安装时不发生干涉,或在过定位存在的条件下,仍能保证工件加工精度的要求。(https://www.xing528.com)
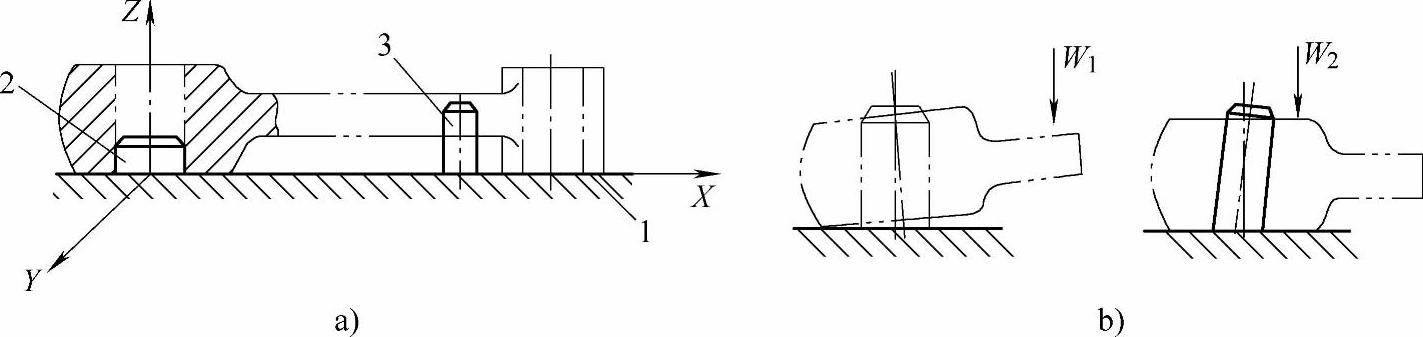
图3-16 加工连杆小头孔的定位方案
a)正确方案 b)不正确方案
1—平面 2—短圆柱销 3—转销
图3-17所示的平面定位属于过定位。如果工件定位平面粗糙,支承钉或支承板又不能保证在同一平面上,则这种情况是不允许的;但如果工件定位平面加工后保证平整,支承钉或支承板在安装后又统一磨削过,则此种过定位是允许的。
图3-18a所示为平面和两短圆柱销定位方案。由图可见,平面限制了 、
、 、
、 三个自由度,而两个短圆柱销与两定位孔配合时,将使连心线方向的自由度
三个自由度,而两个短圆柱销与两定位孔配合时,将使连心线方向的自由度 被重复限制,出现过定位。为了使同一工序中的所有工件都能顺利装卸,而将第二个定位销采用削边销或菱形销(见图3-18b),即可以顺利解决。削边销有A型和B型(见图3-19)。A型又名菱形销,应用较广,其尺寸见表3-6;B型结构简单,制造方便,但刚性较差。
被重复限制,出现过定位。为了使同一工序中的所有工件都能顺利装卸,而将第二个定位销采用削边销或菱形销(见图3-18b),即可以顺利解决。削边销有A型和B型(见图3-19)。A型又名菱形销,应用较广,其尺寸见表3-6;B型结构简单,制造方便,但刚性较差。
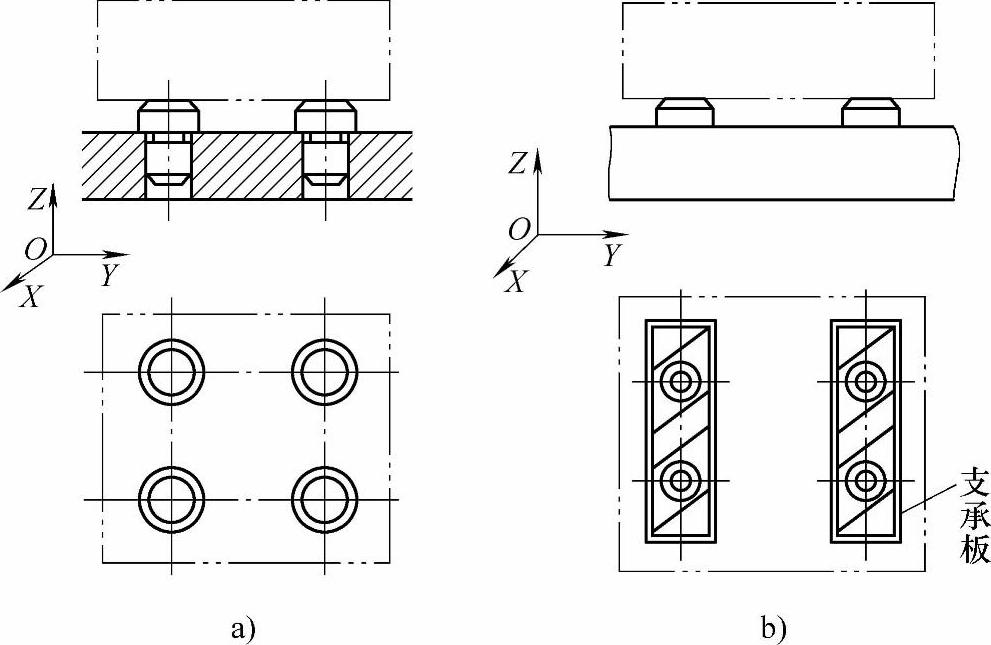
图3-17 平面定位的过定位
a)用支承钉定位 b)用支承板定位
表3-6 菱形销的尺寸 (单位:mm)
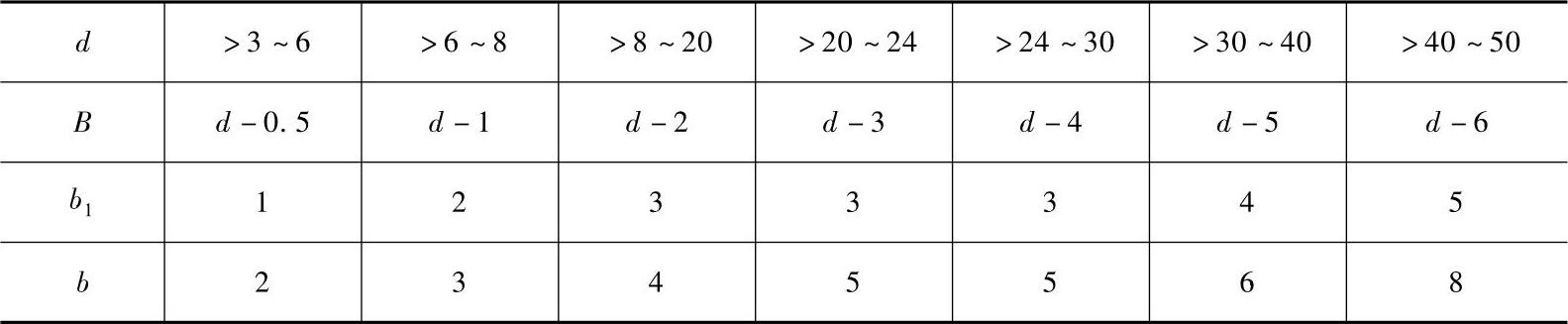
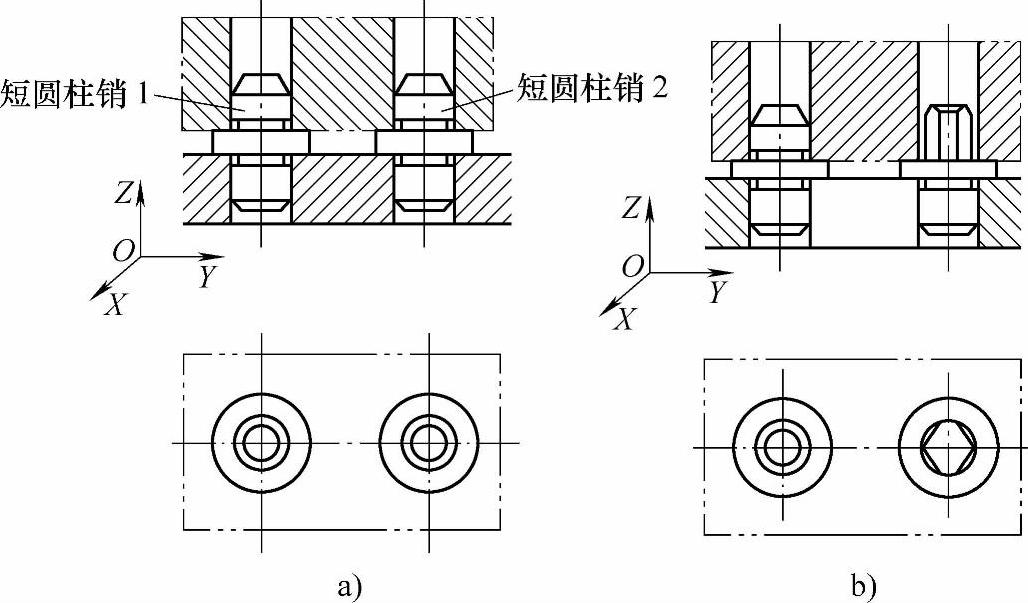
图3-18 过定位及其改进方案
a)过定位 b)改进方案
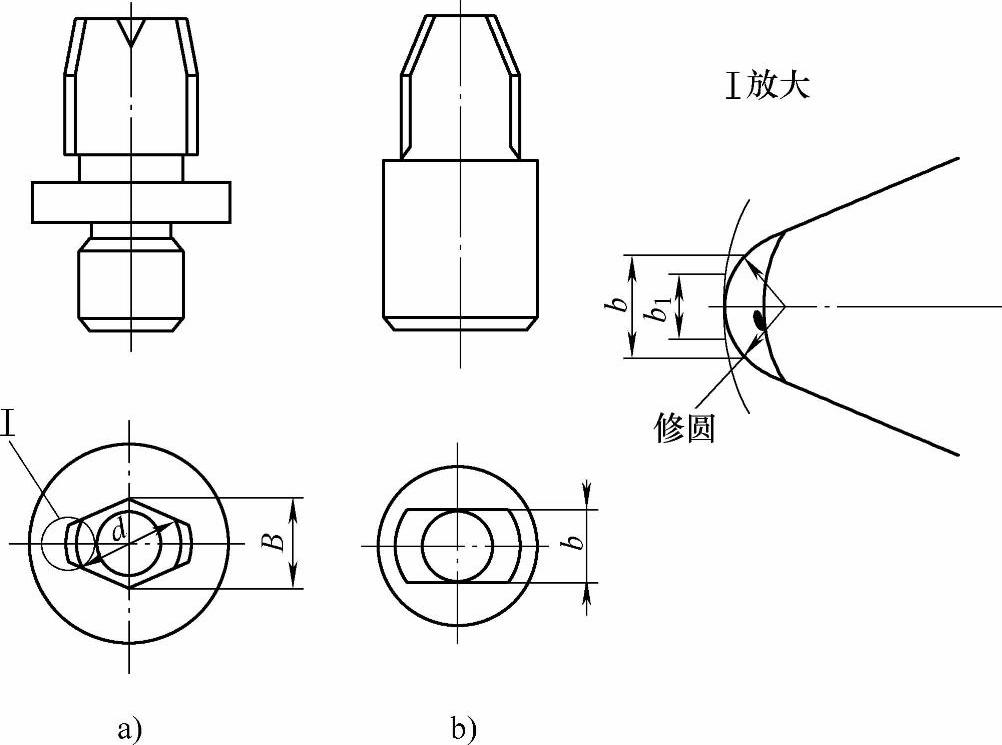
图3-19 削边销的结构
a)A型 b)B型
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。