



答:焊接接缝的质量好坏将直接影响到产品的安全使用。焊缝缺陷的类型很多,一般可分为内部缺陷和外部缺陷两类。外部缺陷位于焊缝外表面用肉眼或低倍放大镜就可以看到,如焊缝尺寸不符合要求等。内部缺陷位于焊缝的内部,这类缺陷可用破坏性试验或无损检测方法来发现,如未焊透等。
焊接接缝常见缺陷有:
1)焊缝尺寸不符合要求,是指焊缝外表形状高低不平、波形粗劣;焊缝宽度不齐、焊缝加强过低或过高等。产生原因主要有焊件坡口角度不当或装配间隙不均匀;焊接电流过大或过小,运条速度或手法不当及焊条角度选择不合适。
2)弧坑,是指焊缝收尾处产生的下陷现象(图6-19)。焊缝收尾处的弧坑,往往使该处焊缝的强度严重减弱;同时在冷却过程中容易产生弧坑裂纹。焊缝产生弧坑原因主要是熄弧过快或薄极焊接时使用的电流过大。
3)焊穿及焊漏,是指焊接工件在焊缝上形成穿孔称为焊穿;焊接工件的液体金属从焊缝反面漏出凝成小台称为焊漏(图6-20)。产生焊穿和焊漏的主要原因是对焊件加热过甚,如焊接电流过大、焊件间隙太大、焊接速度过慢及电弧在焊缝处停留时间过长等。

图6-19 焊缝收尾处的弧坑
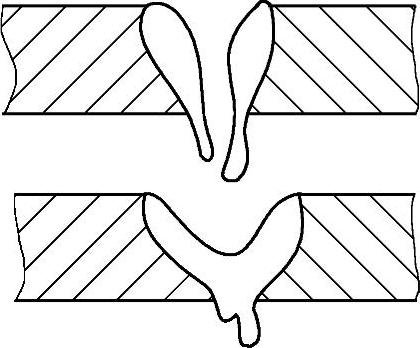
图6-20 焊穿和焊漏
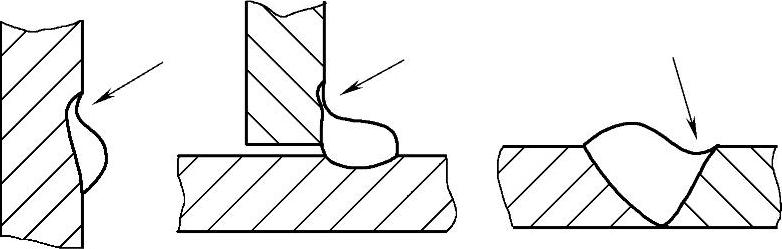
4)咬边也称为咬肉,是指由于电弧将焊缝边缘熔化后,没有得到填充金属,而留下了缺口叫咬边如图6-21所示。咬边减弱了基本金属的有效面积及焊接接头强度,并且在咬边外形成应力集中,承载后有可能在咬边处产生裂纹。产生咬边原因是平焊时焊接电流太大以及运条速度不合适;在角焊时,由于焊条角度或电弧长度不适当等。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-21 咬边
5)焊瘤,是指在焊缝的中间或始尾产生的金属瘤。产生焊瘤的主要原因是由于操作不熟练和运条不当造成的。
6)严重飞溅,是指在焊条电弧焊时产生这种严重飞溅是不正常的现象。如不及时进行清除而继续施焊很容易引起气孔和夹渣,造成严重飞溅的原因是因为焊条保存不当而变质,如药皮开裂,钢芯锈蚀造成的。对碱性焊条来说,严重飞溅产生的原因是由于受潮而引起的。
7)夹渣,是指夹在焊缝中的非金属熔渣称为夹渣,这将造成金属发脆,使焊缝产生热脆性。产生夹渣的原因有焊件边缘及焊层、焊道之间清理不干净;焊接电流太小使熔化金属凝固速度加快,熔渣来不及浮出;运条不当,焊件及焊条的化学成分不当。
8)未焊透,是指基本金属之间或基本金属与熔敷金属之间的局部未熔合现象。这类缺陷降低了接缝处的力学性能,同时由于未焊透处的缺口及端部是应力集中点,承载后可能引起裂纹。
①产生未焊透的主要原因是焊接电流太小,运条速度太快;坡口角度太小,钝边太厚、间隙太窄;焊条角度不对;焊件有厚氧化皮及熔渣等,阻碍焊层之间的基本金属边缘及根部的熔化。
②未焊透中还有一种“未熔合”的现象,这是由于焊件边缘加热不充分,但熔化金属却已覆盖在上面,造成“假焊”。产生原因是在焊条电弧焊时,使用过大的电流造成熔化太快,致使焊件边缘还没有熔化时,焊条的熔化金属已覆盖上去。
9)气孔,是指气体在焊缝金属中形成的空穴,气体可能产生在焊缝的内部,也可能露出在焊缝的表面。气孔使焊缝的有效工作截面面积减小,因而降低了焊缝的力学性能。产生原因是焊件表面上的脏物使焊条药皮脱落、焊接操作工艺不当等。
10)裂纹,焊接时的裂纹是最危险的一种缺陷,在焊接生产中出现的裂纹形式是多种多样的,焊接裂纹一般分为热裂纹、冷裂纹和再热裂纹3种。主要产生原因是基本金属的杂质含量过多;加热不均匀,增加内应力;焊接顺序和方向不对等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。