



【摘要】:镀通孔的焊接质量必须通过观察两面才可以得出结论。必要时需做清洁。图7-2-17技巧细化引线到孔壁检查●焊接起始面可接受:至少330°润湿和填充。
镀通孔的焊接质量必须通过观察两面(焊接起始面和焊接终止面)才可以得出结论。

必要时需做清洁(按照公司技术要求选择合适的清洗工艺及流程)。
1.检查焊接起始面/终止面的焊料量化要求;
2.检查焊点周围有没有锡球、锡渣、烫伤、熔伤等,如图7-2-17所示;
3.检查焊点外观质量是否满足相关标准。
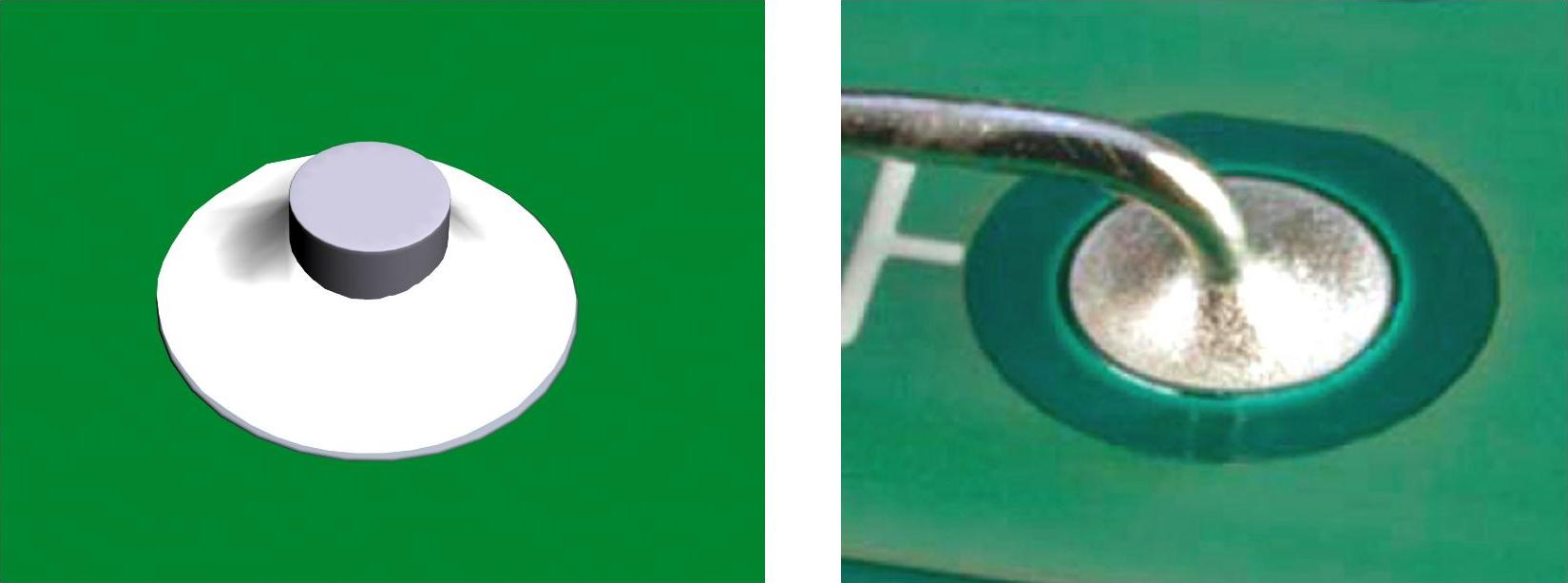
图7-2-17
技巧细化
引线到孔壁检查
●焊接起始面(引线到孔壁)(见图7-2-18)
可接受:至少330°润湿和填充(引线、孔壁和端子区域)。
缺陷:引线和孔壁的填充和润湿小于330°。
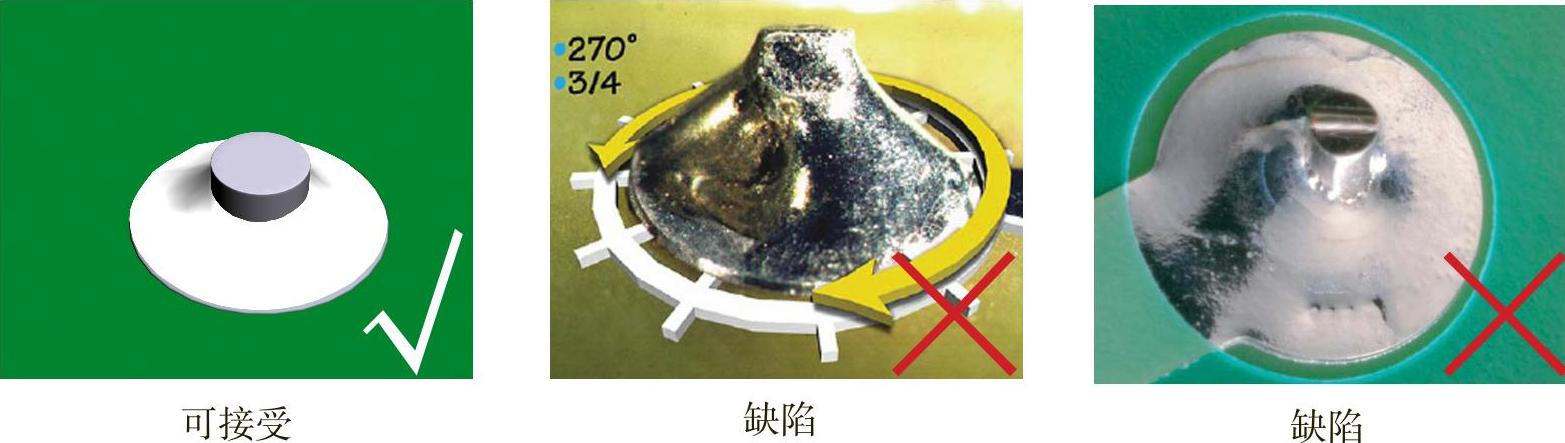
图7-2-18
●焊接终止面(引线到孔壁)(见图7-2-19)
目标:引线和孔壁呈现360°的润湿。(https://www.xing528.com)
可接受:引线和孔壁至少呈现270°的润湿。
缺陷:引线或孔壁润湿小于270°。

图7-2-19
焊盘区覆盖检查
●焊接起始面(焊料覆盖率)(见图7-2-20)
目标:焊接起始面焊盘区域完全覆盖。
可接受:焊接起始面焊盘区域或被润湿的焊料覆盖率的百分比至少为75%。
缺陷:焊接起始面焊盘区域或被润湿的焊料覆盖率的百分比小于75%。
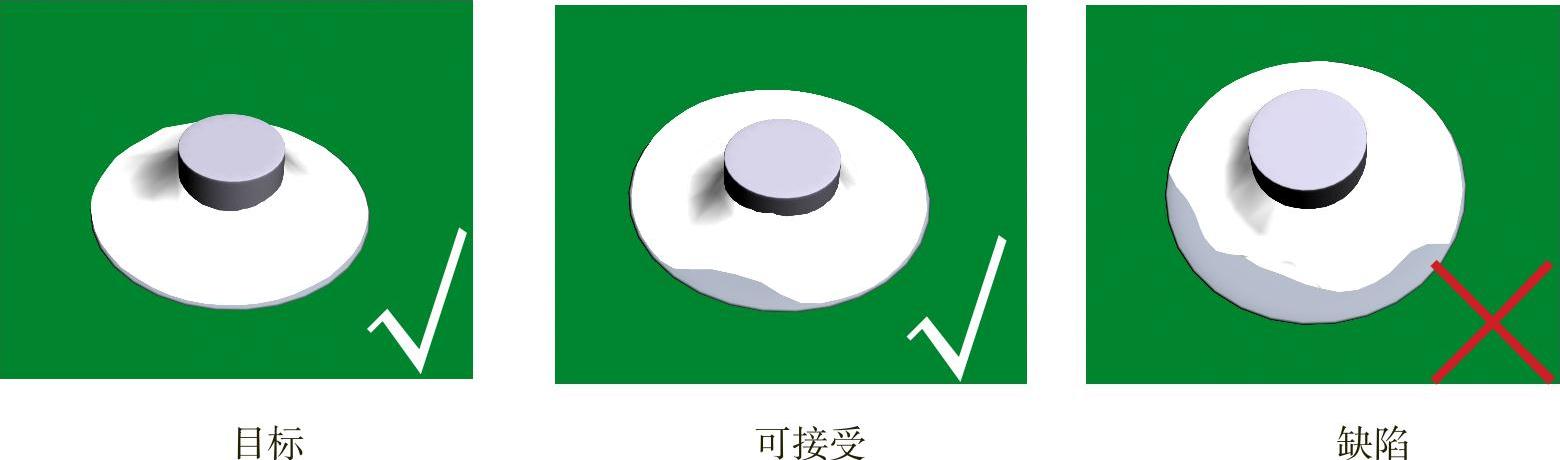
图7-2-20
●焊接终止面(焊料覆盖率)(见图7-2-21)
可接受:焊接终止面焊盘区无焊料润湿。
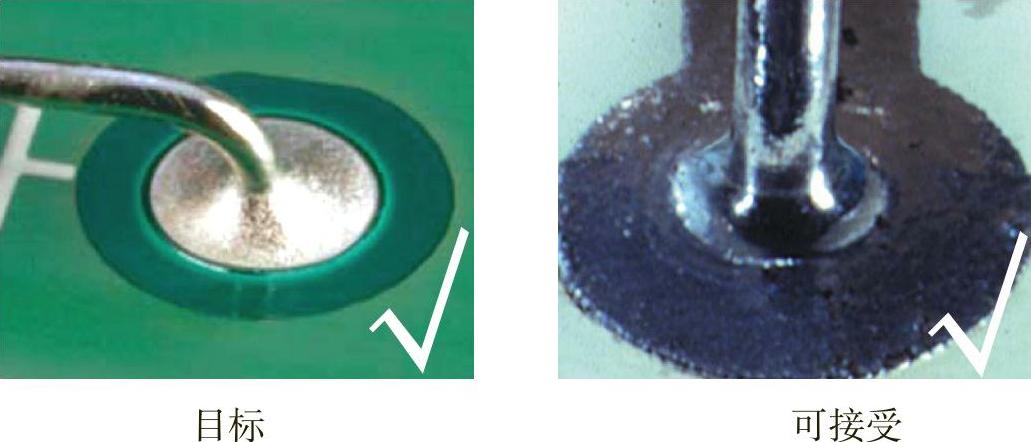
图7-2-21
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。