



GB/T 1800.1—2009规定了极限与配合制的基本术语和定义、公差、偏差和配合的代号表示及标准公差值和基本偏差值,适用于具有圆柱形和两平行平面型的线性尺寸要素。GB/T 1800.1—2009修改采用ISO 286-1:1988《极限与配合制 第1部分:公差、偏差和配合的基础》,同时考虑ISO 286-1:1988的最新修订版本ISO/DIS 286-1:2007《产品几何技术规范(GPS)ISO极限与配合制 第1部分:公差、偏差和配合的基础》进行修订。新标准规定的基本术语和定义,见表1-1。
GB/T 1800.1—2009对于原标准的一些术语和定义进行了修改;例如,将原标准的“基本尺寸”改为“公称尺寸”;上偏差、下偏差改为上极限偏差、下极限偏差;最大极限尺寸、最小极限尺寸改为上极限尺寸、下极限尺寸;用“实际(组成)要素”、“提取组成要素的局部尺寸”代替原标准的“实际尺寸”和“局部实际尺寸”的概念。增加了“尺寸要素”、“实际(组成)要素”、“提取组成要素”、“拟合组成要素”、“提取圆柱面的局部尺寸”和“两平行提取表面的局部尺寸”的术语和定义的引用。对于表1-1所列的新标准有关术语和定义,作一些补充说明。
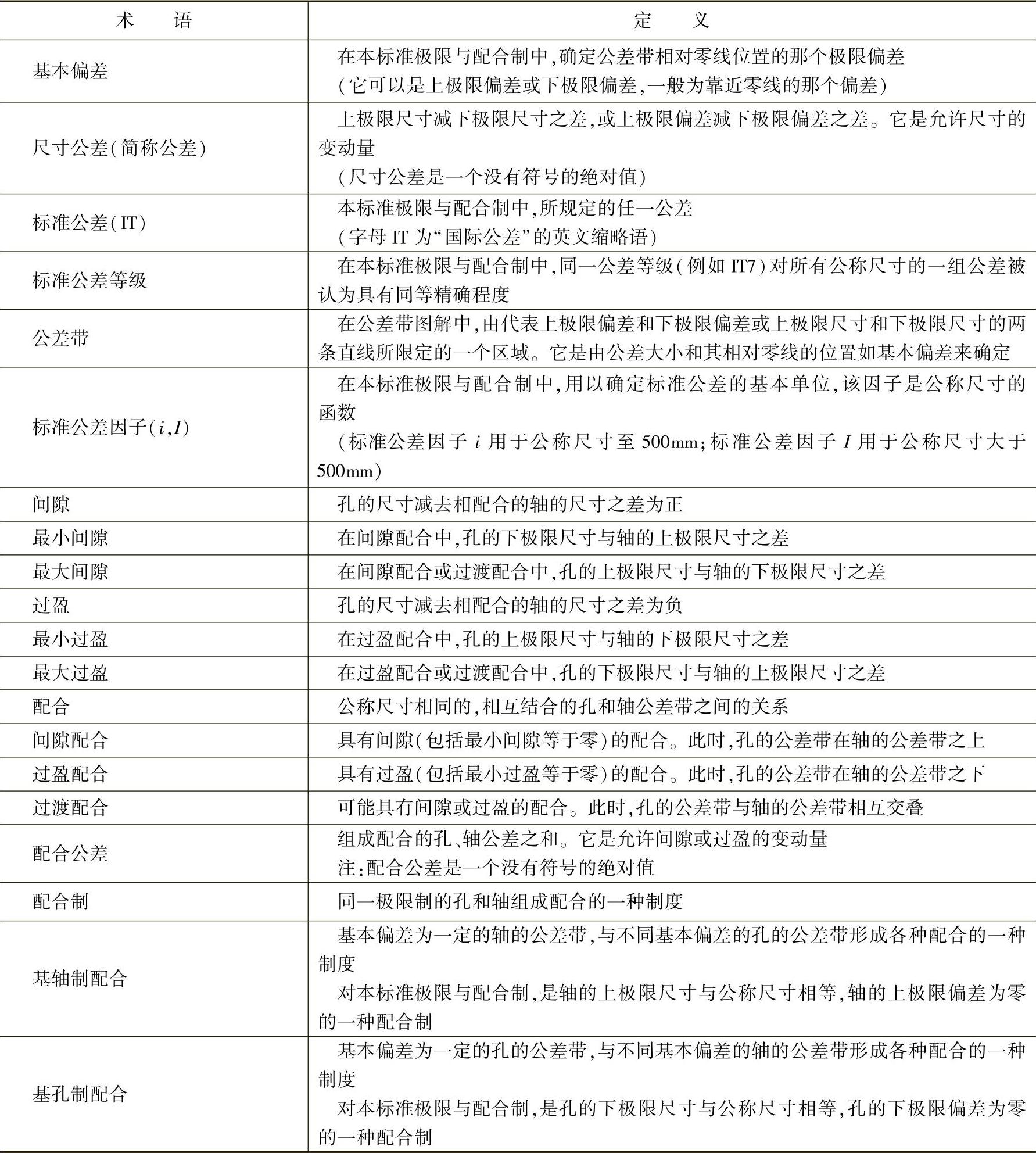
表1-1 极限与配合术语和定义(摘自GB/T 1800.1—2009)
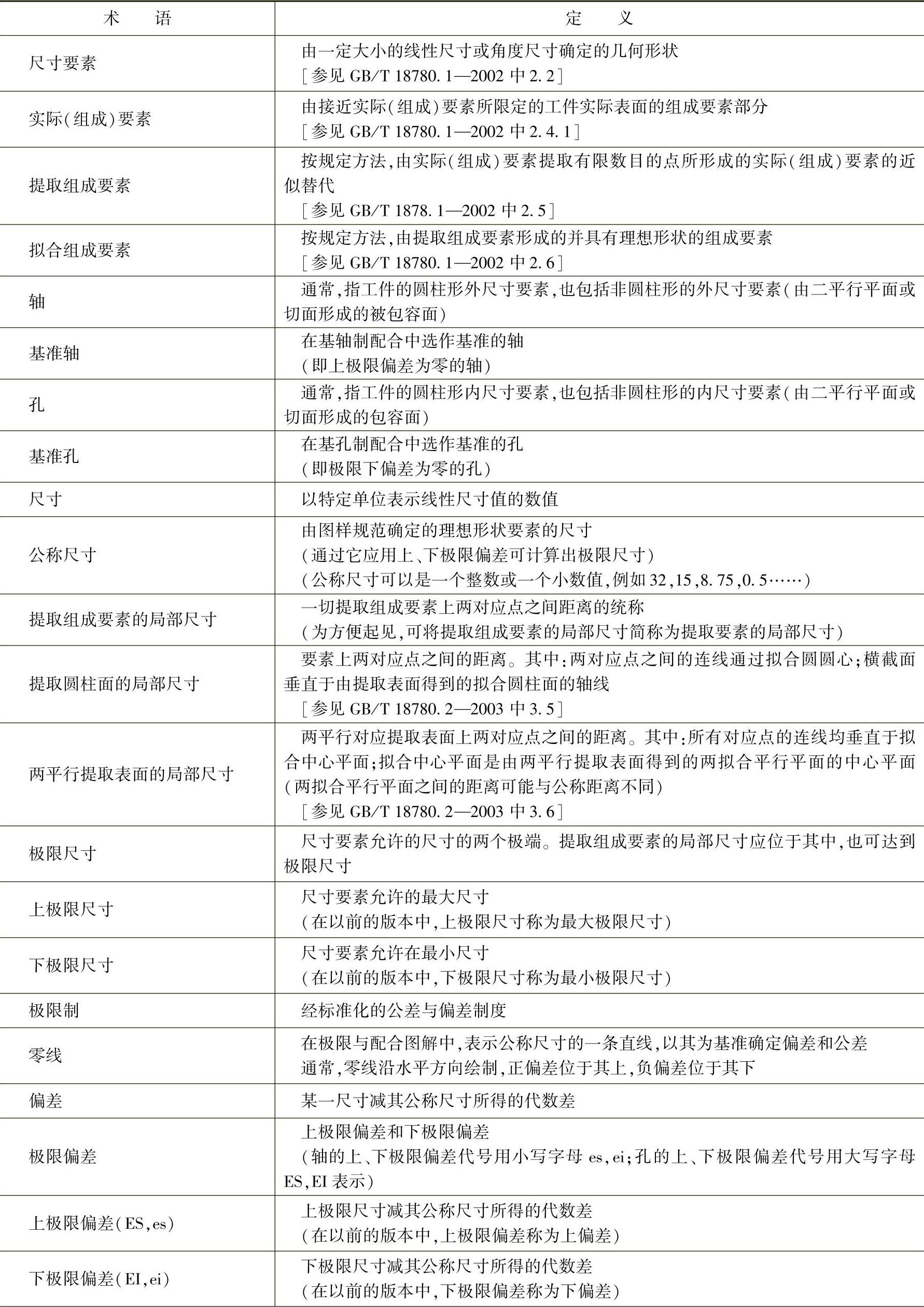
轴:通常指工件的圆柱形外表面,也包括非圆柱形外表面(由两平行平面或切面形成的被包容面)。
孔:通常指工件的圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)。
(续)
圆柱形的轴、孔结合,孔为包容面,轴为被包容面。非圆柱形的内、外表面,如键槽的槽宽系由两平行平面形成的内表面,键的宽度系由两平行平面形成的外表面等,均视为孔、轴;非圆柱形内、外表面结合亦视为包容面和被包容面的结合关系。广义的定义轴和孔,是便于对工件具有被包容面性质的尺寸采用轴公差带,对工件具有包容面性质的尺寸采用孔公差带,从而便于确定工件的尺寸极限和相互的配合关系。
基准轴:在基轴制配合中作为基准的轴,称为基准轴,在GB/T 1800.1~2—2009极限与配合制中,上极限偏差为零的轴即为基准轴。
基准孔:在基孔制配合中作为基准的孔,称为基准孔,在GB/T 1800.1~2—2009极限与配合制中,下极限偏差为零的孔即为基准孔。
尺寸:以特定单位表示线性尺寸值的数值,称为尺寸。尺寸由数字和长度单位组成,在技术制图中,通常以mm为长度单位,在图样上标注尺寸时省略单位mm,只书写数字。
公称尺寸:通过它应用上、下极限偏差可算出极限尺寸的尺寸,称为公称尺寸。公称尺寸是决定偏差和极限尺寸的一个基准尺寸或起始尺寸,它是根据零件的功能要求,经过强度、刚度等设计计算及结构、工艺设计,并参照GB/T 2822—2005《标准尺寸》中规定的数值选取。标准尺寸数值系列见表1-2。
表1-2 标准尺寸数值系列(摘自GB/T 2822—2005) (mm)
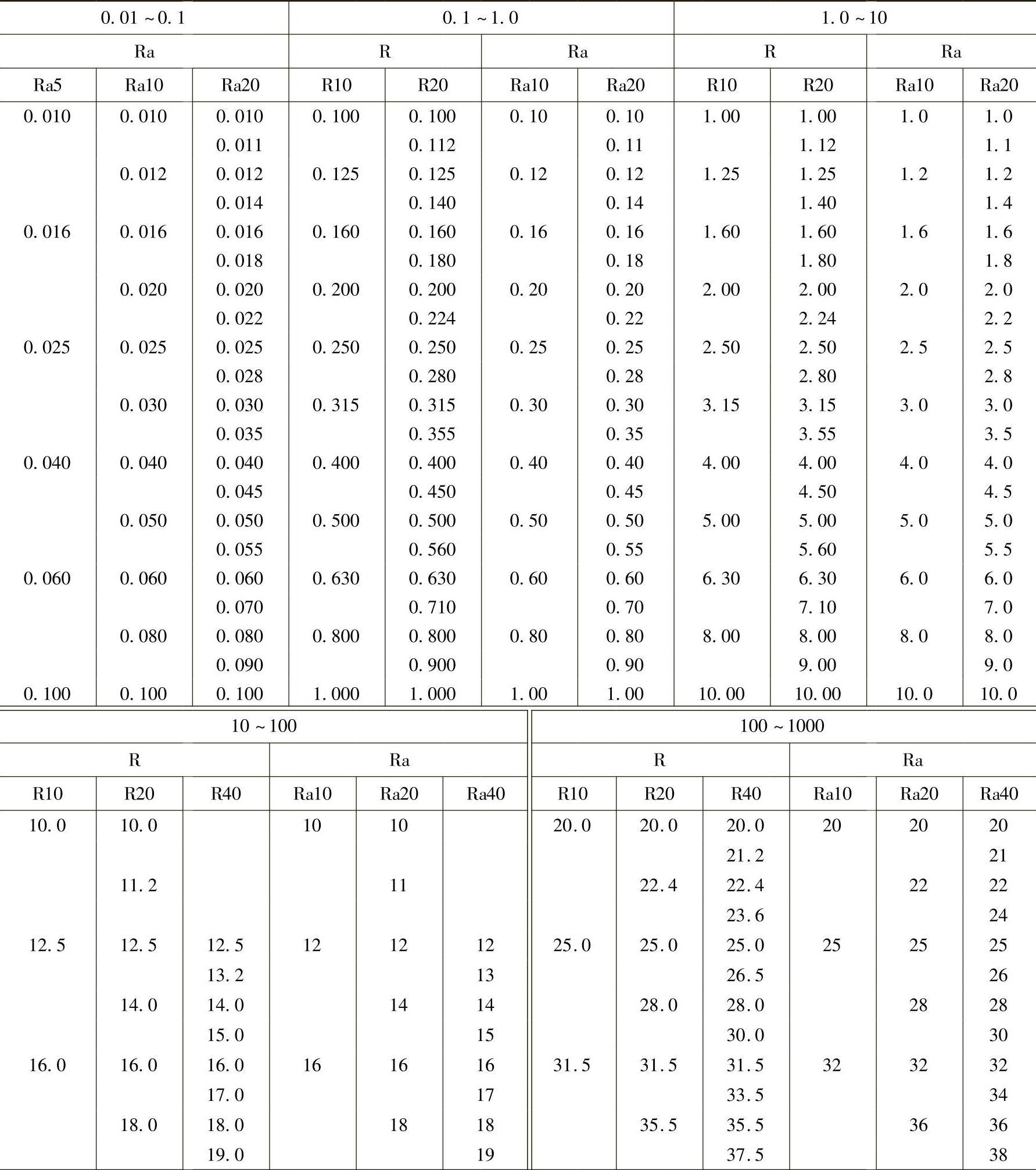
(续)
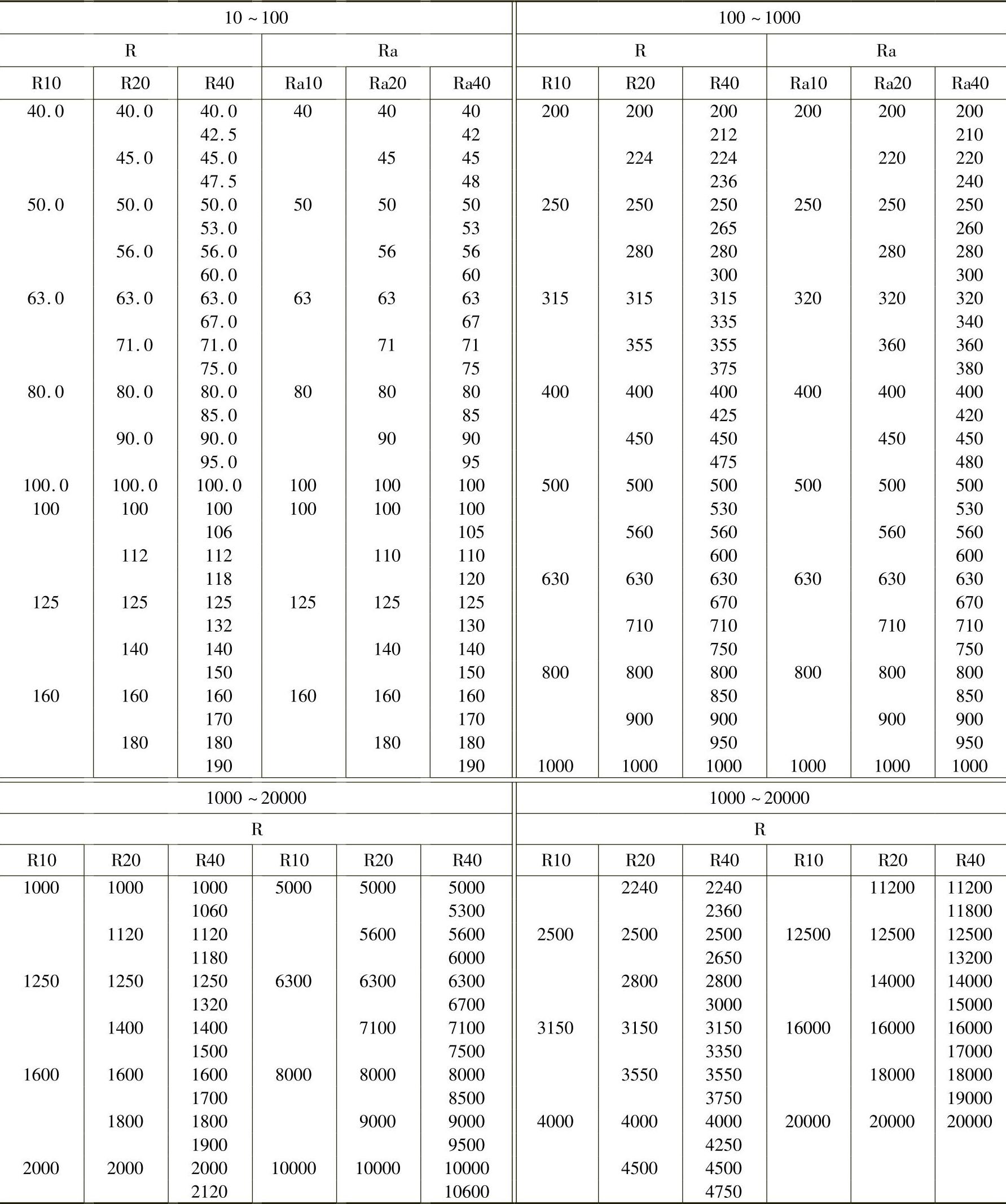
注:1.本表适用于有互换性或系列化要求的尺寸,如安装、联结、配合等尺寸,决定产品系列的公称尺寸以及其他结构尺寸。
2.由主要尺寸导出的因变量尺寸(如V带轮外径、槽底直径等),工艺上工序间的尺寸可不受本表尺寸系列的限制。
基本偏差:在国家标准极限与配合制中,确定公差带相对零线位置的那个极限偏差,称为基本偏差。基本偏差可以是上极限偏差,也可以是下极限偏差,当公差带在零线上方时,其基本偏差为下极限偏差;当公差带在零线下方时,其基本偏差为上极限偏差。
公差带:在公差带图解中(图1-1),由代表上极限偏差和下极限偏差或上极限尺寸和下极限尺寸的两条直线之间所限定的一个区域,称为公差带。公差带是由公差大小和其相对零线的位置(如基本偏差)来确定。在极限与配合国家标准中,规定公差带包括“公差带大小”与“公差带相对零线位置”两个参数,并规定由标准公差来确定公差带的大小,由基本偏差来确定公差带相对于零线的位置。
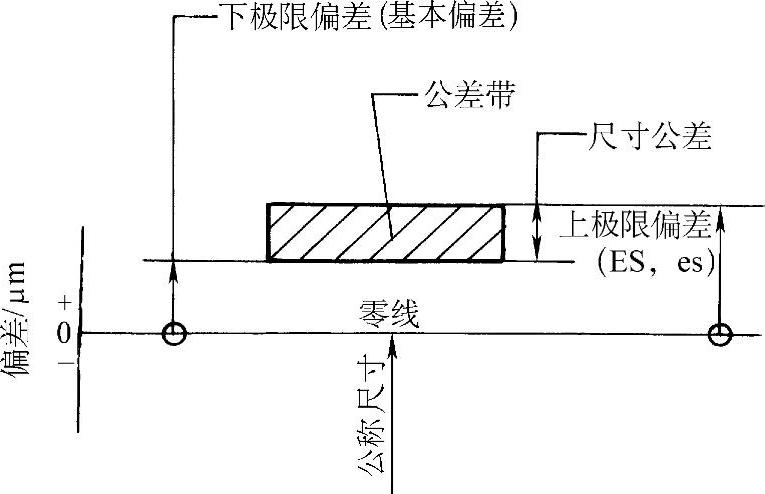
图1-1 公差带图样
尺寸公差:上极限尺寸减下极限尺寸之差,或上极限偏差减下极限偏差之差,称为尺寸公差,简称为公差。尺寸公差是允许尺寸的变动量。尺寸公差T的计算式为
T=Lmax-Lmin=ES-EI=es-ei
式中 Lmax——上极限尺寸;
Lmin——下极限尺寸;
ES——孔的上极限偏差;
EI——孔的下极限偏差;
es——轴的上极限偏差;(https://www.xing528.com)
ei——轴的下极限偏差。
因为零件的上极限尺寸总大于下极限尺寸,所以,尺寸公差总不能为零,且是一个没有正负符号的绝对值。尺寸公差表示公差带的大小,用于限制尺寸误差,当基本尺寸一定时,尺寸公差越小,零件的尺寸精度越高,实际尺寸的变动范围也越小。其配合过盈或配合间隙的允许变动量也随之变小,其配合精度越高。公差加大时,零件的尺寸精度和配合精度则随之降低。
标准公差:在GB/T 1800极限与配合制中所规定的任一公差,称为标准公差。标准公差的符号为字母IT。标准公差的数值在GB/T 1800.2—2009中有所规定。在国家标准极限与配合制中,同一公差等级(例如IT7)对所有公称尺寸的一组公差被认为具有同等精确程度。确定尺寸精确程度的分级,称为标准公差等级。属于同一公差等级的公差,对所有公称尺寸,虽然数值不相同,但都被认为具有同等的精确程度。
在国家标准的极限与配合制中,用以确定标准公差的基本单位,称为标准公差因子(i,I)。该因子是公称尺寸的函数,标准公差因子i用于公称尺寸至500mm;标准公差因子I用于公称尺寸大于500mm。
配合:公称尺寸相同的相互结合的孔和轴公差带之间的关系,称为配合。根据此定义,孔和轴的结合,其公称尺寸相同,且存在包容和被包容的关系,这是组成配合的基本条件。配合的性质即配合的松紧和配合松紧的变动,配合的松紧主要与间隙或过盈及其大小有关,即与孔、轴公差带的相互位置有关;配合的松紧变动(配合精度)与孔、轴公差带的大小有关。
间隙与过盈:孔的尺寸减去相配合的轴的尺寸之差为正值,称为间隙;孔的尺寸减去相配合的轴的尺寸之差为负值,称为过盈。孔的尺寸减去相配合轴的尺寸之差为“+0.01mm”表示为间隙,间隙量为0.01mm;如所得之差为“-0.01mm”表示为过盈,其过盈量为0.01mm;如上所述,间隙量或过盈量为绝对值。
按孔、轴公差带的相互位置,即孔、轴形成间隙或过盈的情况,孔和轴可形成间隙配合、过盈配合和过渡配合等三类配合。
间隙配合:具有间隙(包括最小间隙等于零)的配合,称为间隙配合。此时,孔的公差带在轴的公差带之上,如图1-2所示。在间隙配合中,孔的上极限尺寸减轴的下极限尺寸的差值,称为最大间隙;孔的下极限尺寸减轴的上极限尺寸的差值,称为最小间隙。最大间隙和最小间隙的平均值,称为平均间隙。间隙的大小影响孔、轴相对运动的状况。
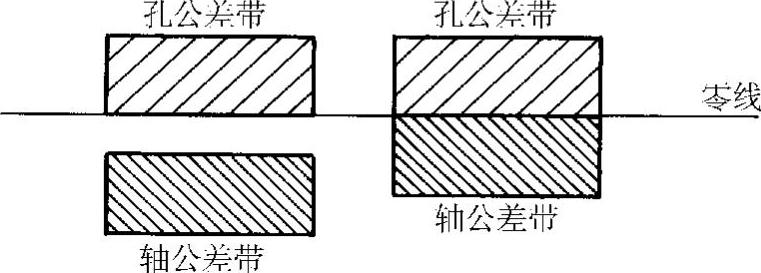
图1-2 间隙配合示意图
过盈配合:具有过盈(包括最小过盈等于零)的配合,称为过盈配合。此时,孔的公差带在轴的公差带之下,如图1-3所示。在过盈配合中,孔的上极限尺寸减轴的下极限尺寸的差值,称为最小过盈;孔的下极限尺寸减轴的上极限尺寸的差值,称为最大过盈。最大过盈和最小过盈的平均值,称为平均过盈。在过盈配合中,过盈使孔、轴紧固联结,使孔、轴不能产生相对运动。
过渡配合:可能具有间隙或过盈的配合,称为过渡配合。此时,孔的公差带和轴的公差带相互交叠,如图1-4所示。理解过渡配合的定义,应当强调公差带相互交叠的一批相结合的孔和轴。实际装配后的一对孔和轴,只存在间隙或过盈两种情况之一,即为间隙配合或过盈配合。在过渡配合中,孔的上极限尺寸减轴的下极限尺寸所得的差值,称为最大间隙;孔的下极限尺寸减轴的上极限尺寸所得的差值,称为最大过盈。过渡配合主要用于孔和轴的定位联结。
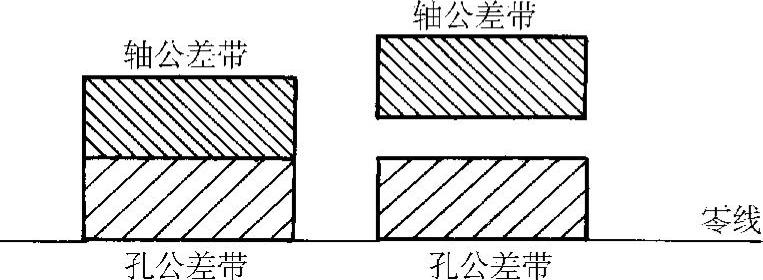
图1-3 过盈配合示意图
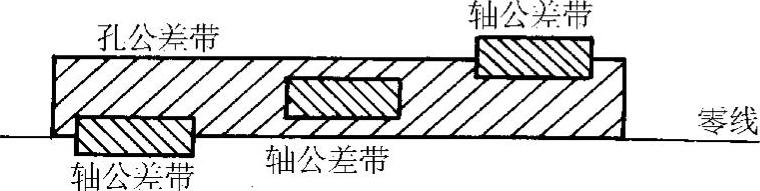
图1-4 过渡配合示意图
极限制和配合制:经标准化的公差与偏差制度,称为极限制;同一极限制的孔和轴组成配合的制度,称为配合制。极限制与配合制统称为“极限与配合制”。
配合公差:组成配合的孔、轴公差之和,称为配合公差。配合公差是允许间隙或过盈的变动量,它是一个没有符号的绝对值。对于间隙配合,配合公差等于最大间隙与最小间隙之代数差的绝对值;对于过盈配合,配合公差等于最小过盈与最大过盈之代数差的绝对值;对于过渡配合,配合公差等于最大间隙与最大过盈之代数差的绝对值。
基孔制配合:基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度,称为基孔制配合。对于国标极限与配合制,是孔的下极限尺寸与公称尺寸相等、孔的下极限偏差为零的一种配合制,见图1-5。在基孔制配合中,选作基准的孔为基准孔,基准孔的下极限偏差为零。
基轴制配合:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度,称为基轴制配合。对于国标极限与配合制,是轴的上极限尺寸与公称尺寸相等,轴的上极限偏差为零的一种配合制,见图1-6。在基轴制配合中选作基准的轴为基准轴,基准轴的上极限偏差为零。
在图1-5基孔制配合和图1-6基轴制配合两个图中,孔和轴的公差带由水平实线与水平虚线表示。其中,水平实线代表孔或轴的基本偏差;水平虚线代表另一极限,表示孔和轴之间可能的不同组合与它们的公差等级有关。
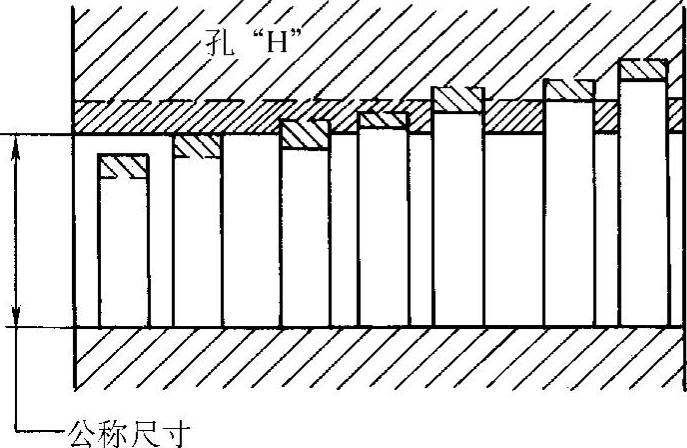
图1-5 基孔制配合

图1-6 基轴制配合
配合基准制(基孔制、基轴制)中,公差带位置不变的零件是配合制的基准件(基准孔或基准轴),选择结合中另一零件的公差带位置,以满足所要求的配合特性。采用基准制可以统一基准件的极限偏差,降低工艺成本,获得较好的技术经济效果。
有关极限与配合的基本术语图解,如图1-7所示。
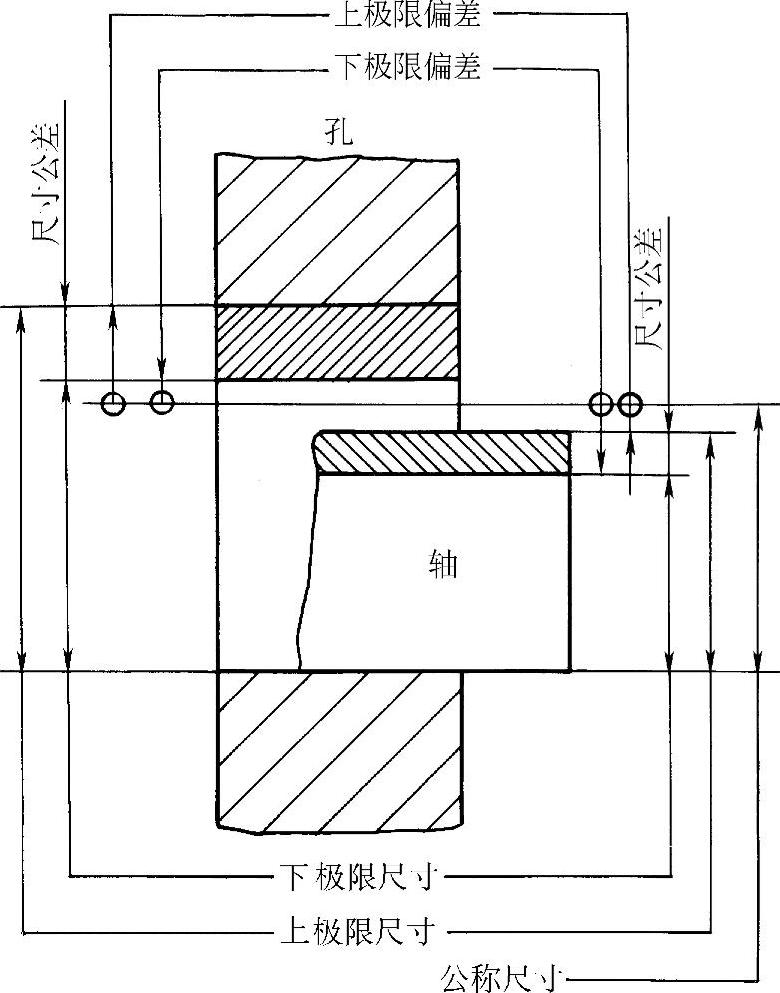
图1-7 术语图解
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。