



GB/T 11854—2003《7/24工具圆锥量规》适用于机械制造业中所使用的7/24工具圆锥量规,以适应数控机床及附件生产的需要。标准规定了量规型式为A型和C型两种,见图4-25和图4-26。C型量规主要用于检验数控机床锥孔及其刀具与附件。
7/24工具圆锥塞规的尺寸见表4-41;7/24工具圆锥环规的尺寸见表4-42。
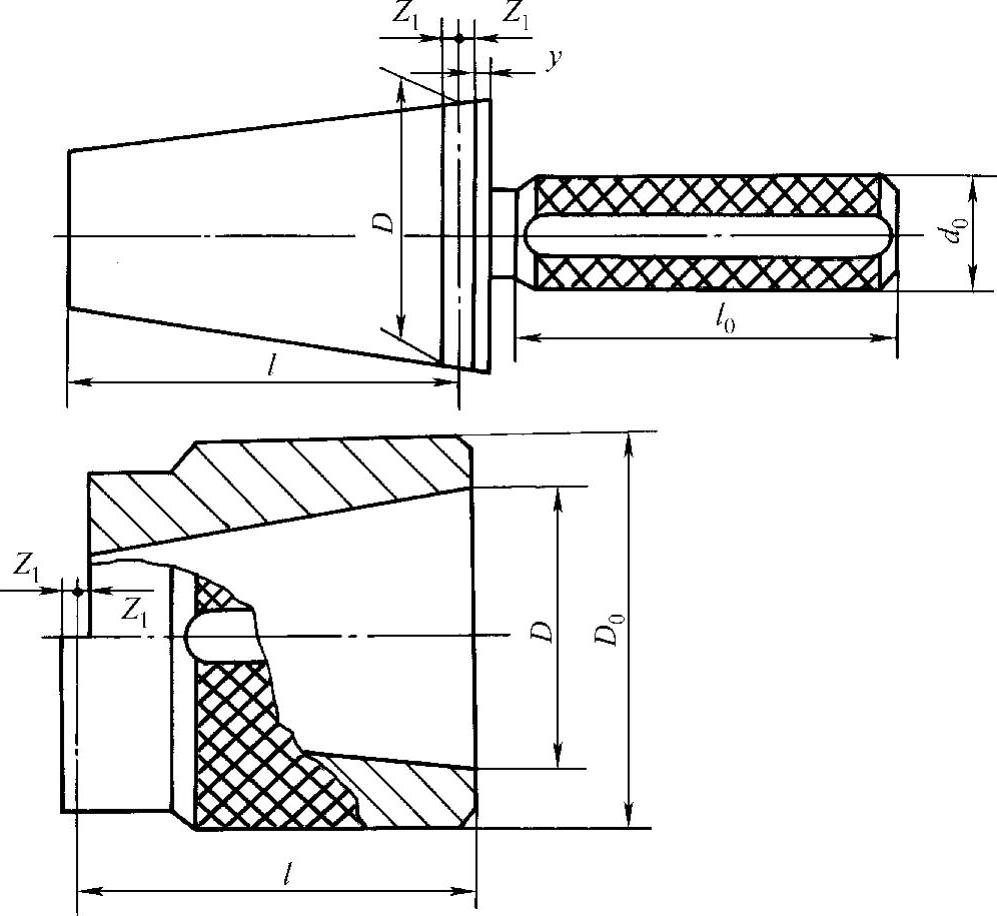
图4-25 A型量规
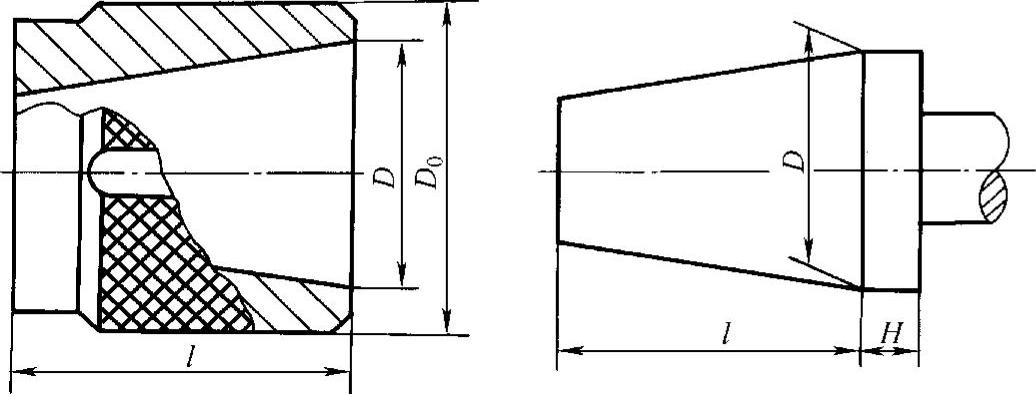
图4-26 C型量规
表4-41 7/24工具圆锥塞规的尺寸(摘自GB/T 11854—2003)
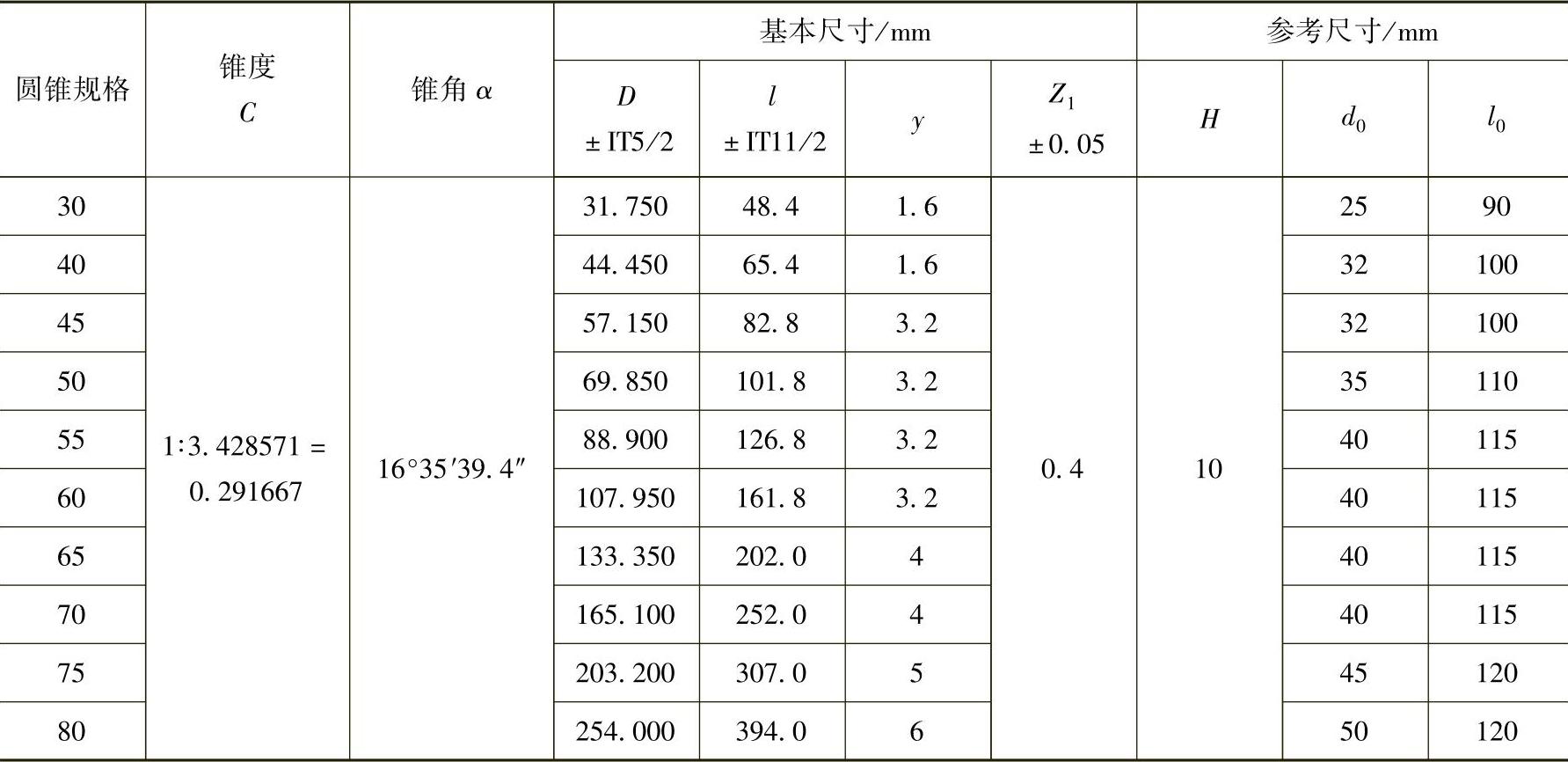
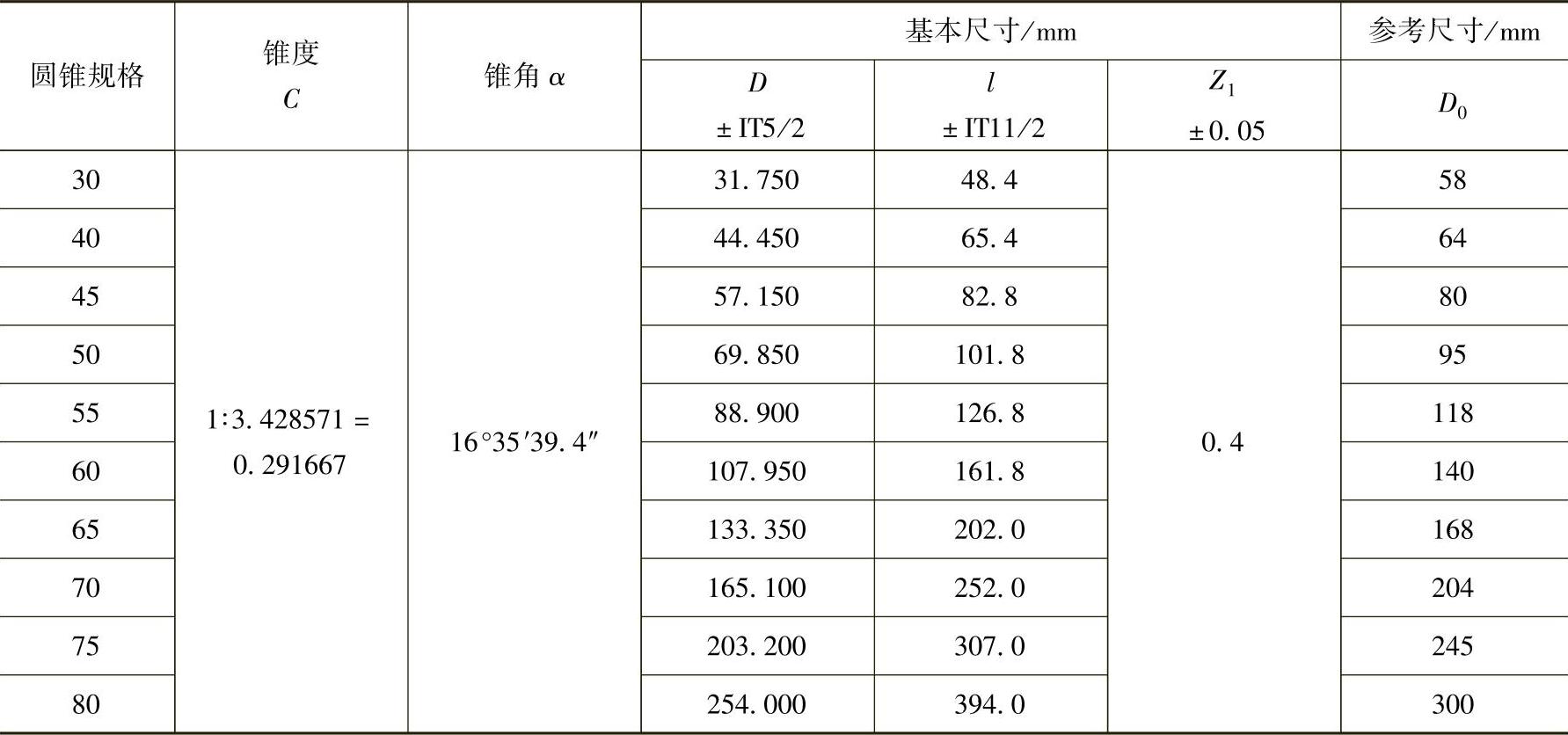
表4-42 7/24工具圆锥环规的尺寸(摘自GB/T 11854—2003)
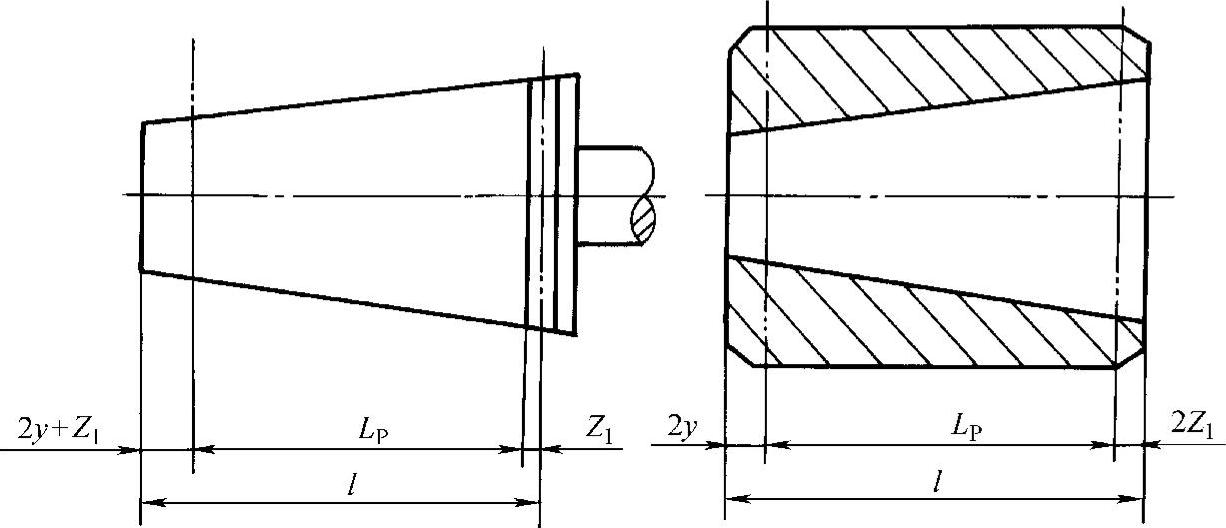
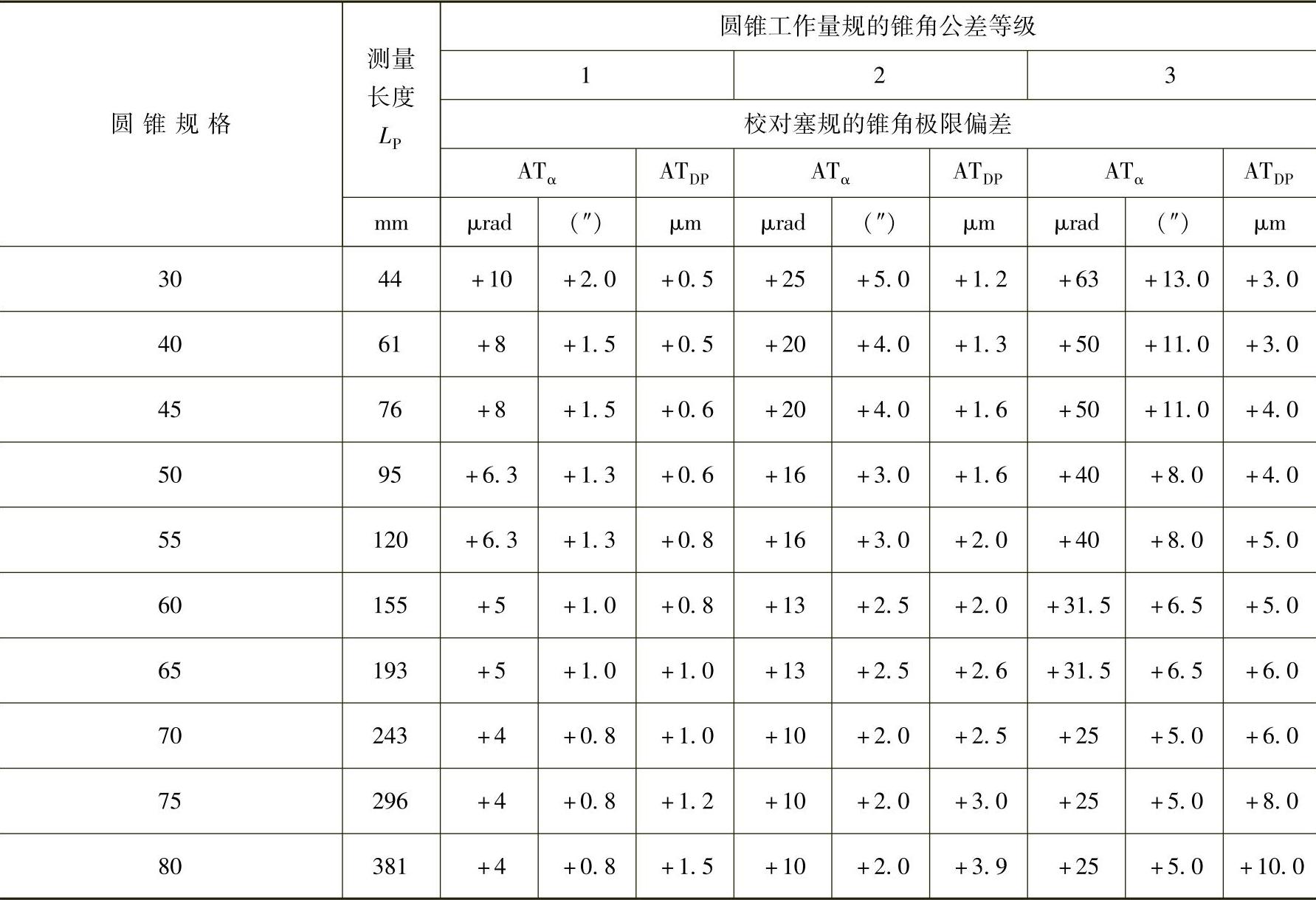
7/24工具圆锥量规锥角公差AT等级应符合GB/T 11852—2003的规定,其锥角极限偏差见表4-43和表4-44。表中的测量长度LP的大小按LP=l-2(y-Z1),其起止位置见图4-27。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-27 测量长度LP
表4-43 7/24工具圆锥工作量规的锥角极限偏差(摘自GB/T 11854—2003)
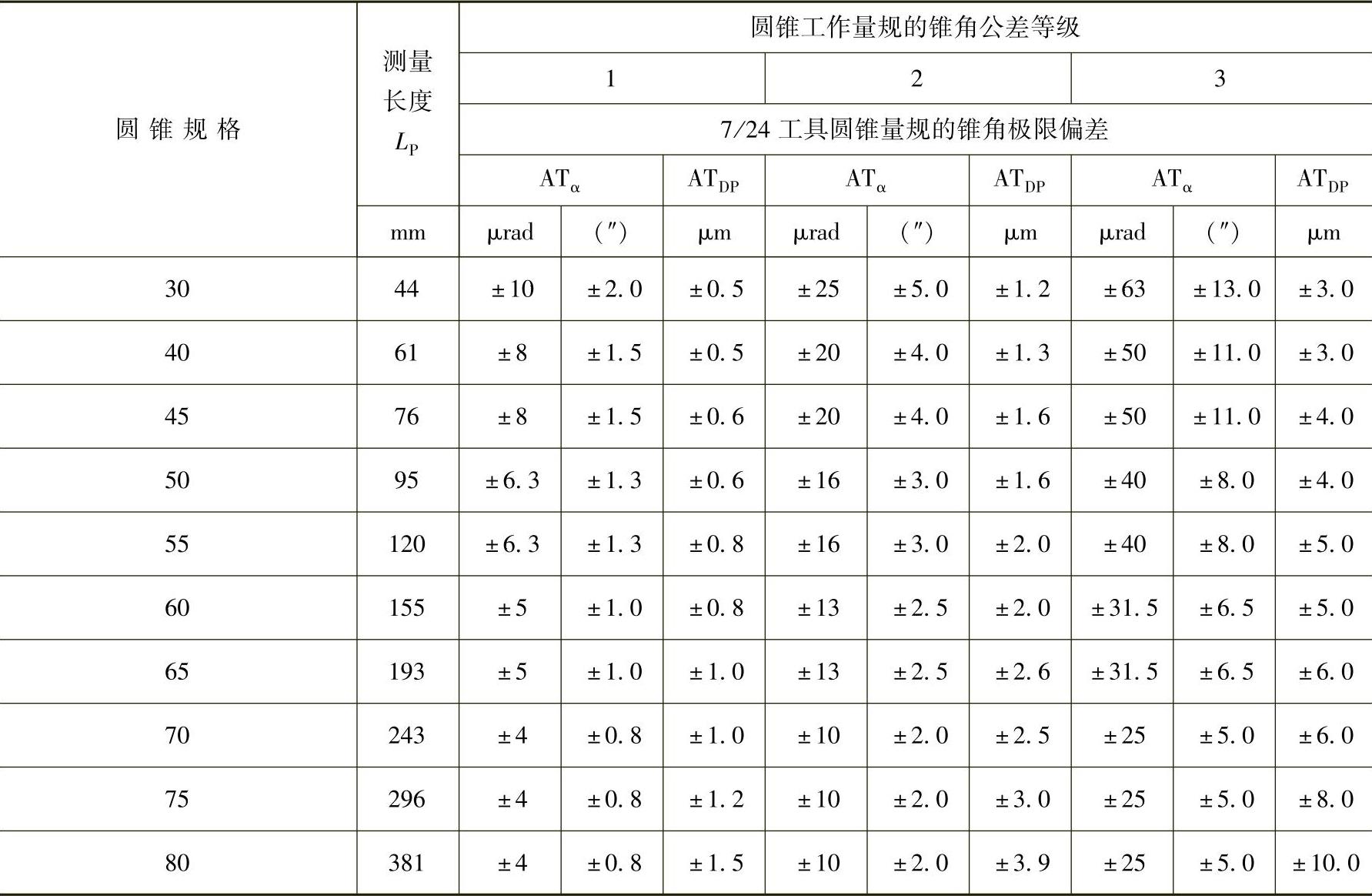
表4-44 校对塞规的锥角极限偏差(摘自GB/T 11854—2003)
7/24工具圆锥工作量规的圆锥形状公差见表4-45;7/24工具圆锥校对塞规的圆锥形状公差TF应符合GB/T 11852—2003的相关规定。
对于7/24工具圆锥工作环规,当用圆锥校对塞规检验时,其研合的接触率应达到90%以上;如果采用与圆锥工作塞规配对研合时,则研合的接触率应达到98%以上;涂色层厚度按GB/T 11852—2003中相关的规定(见表4-34)。
用圆锥校对塞规检验7/24工具圆锥工作环规的直径时,圆锥工作环规的圆锥大端端面应与圆锥校对塞规的大端直径D平面标尺标记的前边缘重合,允许有不大于0.3Z的差距;用圆锥工作塞规检验7/24工具圆锥工作环规的直径时,圆锥工作环规的圆锥大端端面与圆锥工作塞规的第二条Z标尺标记前边缘的距离不应小于Z,允许有不大于1.3Z的距离。当该端面超越了圆锥校对塞规的大端直径D平面标尺标记的后边缘时或距离工作塞规的第二条Z标尺标记前边缘为0.8Z时,即认为圆锥工作环规已达到磨损极限,见图4-28。
标记示例:C型规格为45号1级的7/24工具圆锥工作量规。标记为:7/2445C-1-GR
A型规格为35号3级的7/24工具圆锥环规的校对塞规,标记为:7/2435A-3-J
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。