



GB/T 15055—2007规定了冲压件未注公差的线性尺寸和未注公差的角度尺寸公差等级和极限偏差,该标准规定的极限偏差适用于非配合尺寸,适用于金属冲压件、非金属冲压件。对于精密冲压和挤压零件可以参照使用GB/T 15055—2007《冲压件未注公差尺寸极限偏差》。
(1)术语和定义
1)冲裁尺寸:经冲孔、落料及其他分离工序加工而成冲压件的线性尺寸,如图12-21中的d、D和图12-23中的D。
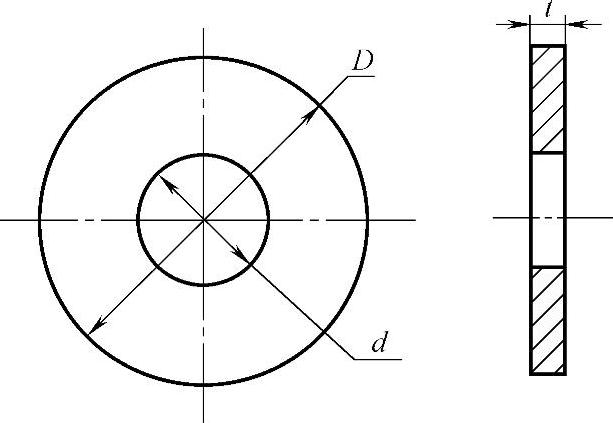
图12-21 冲裁尺寸
2)成形尺寸:经弯曲、拉深及其他成形工序加工而成冲压件的线性尺寸,如图12-22中的l1、l2和图12-23中的d、h。
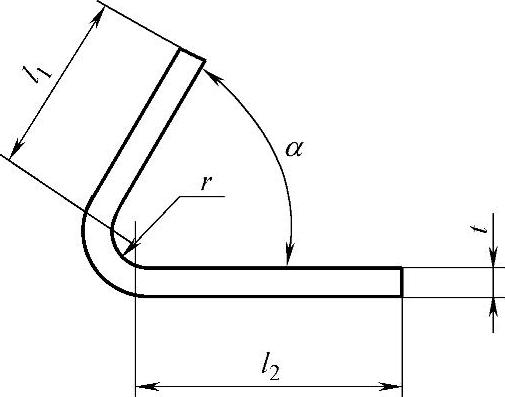
图12-22 弯曲件的线性尺寸和角度尺寸
3)冲裁圆角半径:经冲孔、落料及其他分离工序加工而成冲压件圆角半径的线性尺寸(见图12-24中的R)。
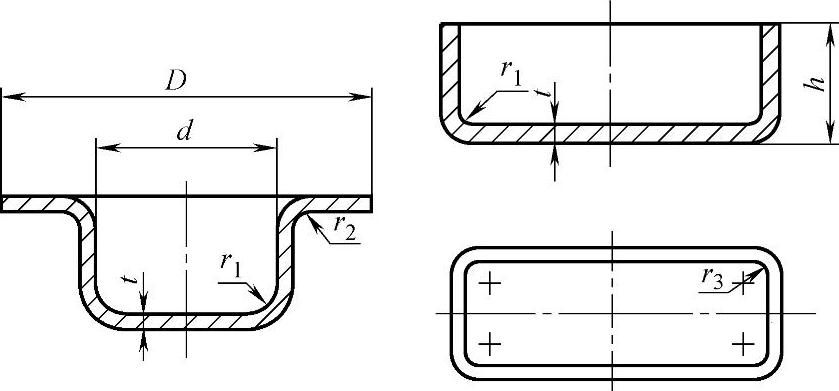
图12-23 拉深件的线性尺寸
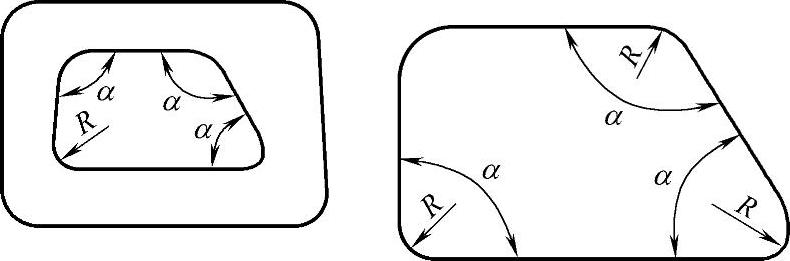
图12-24 冲裁圆角半径和冲裁角度
4)成形圆角半径:经弯曲、拉深及其他成形工序加工而成冲压件圆角半径的线性尺寸(见图12-22和图12-23中的r、r1、r2、r3)。
5)冲裁角度:在平板或成形件平面处,经冲裁加工而成的角度尺寸(见图12-24中的α)。
6)弯曲角度:经弯曲成形而形成冲压件的角度尺寸(见图12-22中的α)。
(2)公差等级及极限偏差:未注公差冲裁尺寸、未注公差成形尺寸、未注公差冲裁圆角半径等线性尺寸和未注公差角度尺寸的极限偏差均分为f(精密级)、m(中等级)、c(粗糙级)、v(最粗级)4个公差等级,未注公差成形圆角半径线性尺寸的极限偏差不分公差等级。(https://www.xing528.com)
未注公差冲裁件、成形件的线性尺寸,未注公差圆角半径以及未注公差角度尺寸的极限偏差数值见表12-46~表12-51。
(3)表示方法:采用GB/T 15055—2007规定的未注公差尺寸的极限偏差,在相应的图样、技术文件或标准中用本标准号和公差等级符号表示。例如选用本标准m级公差等级时,表示为:GB/T 15055-m。
表12-46 未注公差冲裁件线性尺寸的极限偏差(摘自GB/T 15055—2007) (mm)

注:对于0.5mm及0.5mm以下的尺寸应标公差。
表12-47 未注公差冲裁圆角半径线性尺寸的极限偏差(摘自GB/T 15055—2007) (mm)
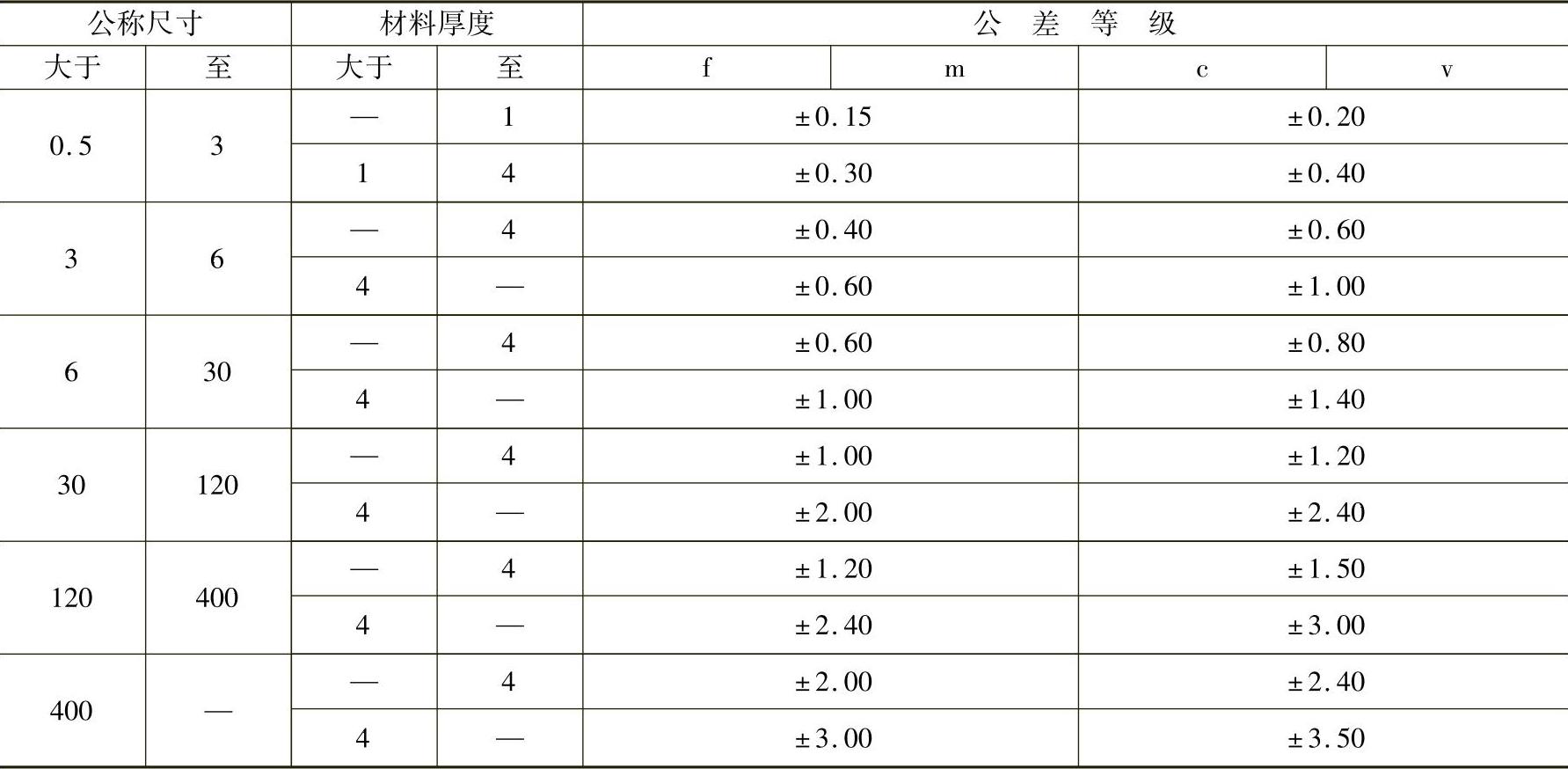
表12-48 未注公差成形圆角半径线性尺寸的极限偏差(摘自GB/T 15055—2007) (mm)

表12-49 未注公差冲裁角度尺寸的极限偏差(摘自GB/T 15055—2007)
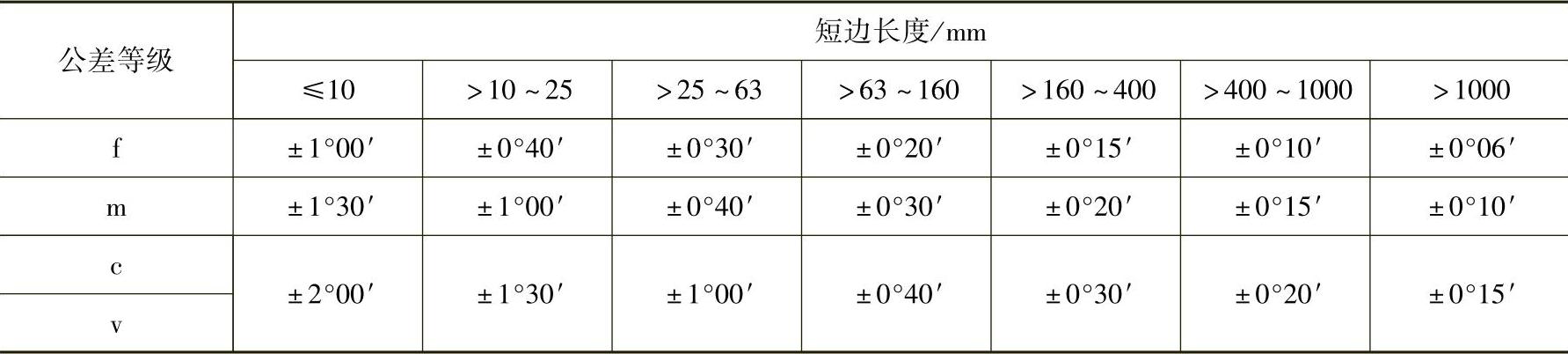
表12-50 未注公差弯曲角度尺寸的极限偏差(摘自GB/T 15055—2007)
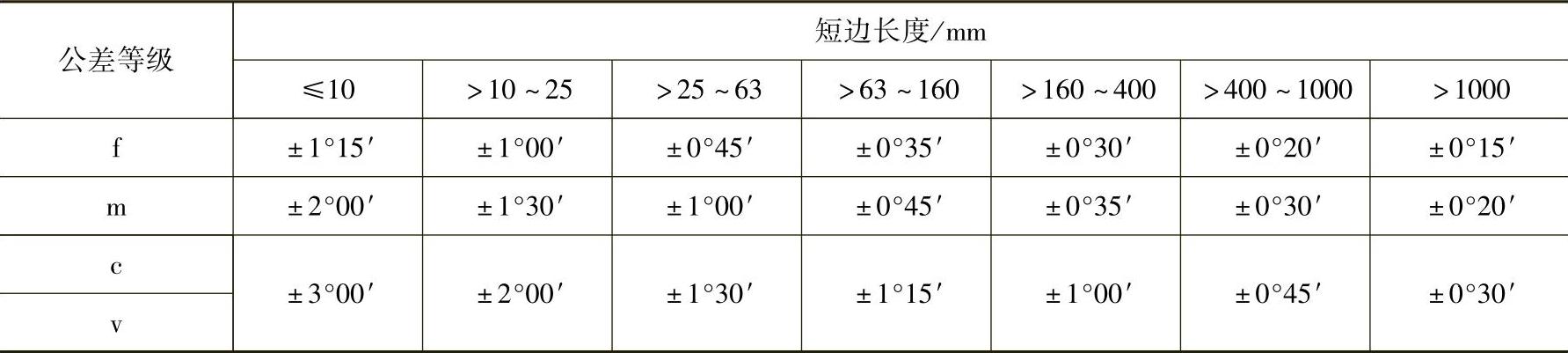
表12-51 未注公差成形件线性尺寸的极限偏差(摘自GB/T 15055—2007) (mm)

注:对于0.5mm及0.5mm以下的尺寸应标公差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。