



半闭环和闭环控制的伺服系统,在结构上的特征就是具有位置检测元件,其作用是检测出机床执行机构的实际位置,并将此检测信号反馈给计算机,由计算机将之与指令给定的理论位置进行比较,根据计算出的差值向伺服系统发出相应的控制指令,带动执行机构向指令给出的理论位置趋近。
检测装置是对数控机床中运动部件的位置及速度进行检测,以控制驱动元件正确运转。位置检测指对运动部件的位置作测量,而速度检测则是对运动部件速度作测量(如测速发电机)。检测装置的精度直接影响数控机床的定位精度和加工精度。
数控机床对检测装置的要求是高的可靠性及抗干扰能力;能满足机床加工精度和加工速度的要求;使用维护方便;成本低等。
1.检测元件
(1)编码器 编码器是把被测转角直接转换成相应代码的检测元件,它是目前在半闭环控制的数控机床上应用最多的一种元件,它可以与伺服电动机同轴做成一个整体,也可以通过齿轮或同步带与电动机相连接。
光电式编码器是在透明材料的圆盘上精确地刻印二进制编码。图1-8所示为四位二进制的编码盘,码盘上各圆环分别代表一位二进制的数字码道,在同一码道上刻印上编码好的黑白等间隔的图案,当码盘转到不同位置时,放置在码盘一侧的电源将信号通过码盘经由另一侧的光电接收装置接收,并转换成相应的电信号,然后进行电信号的波形整形、放大形成数字编码信号,此信号即可作为反馈信号。
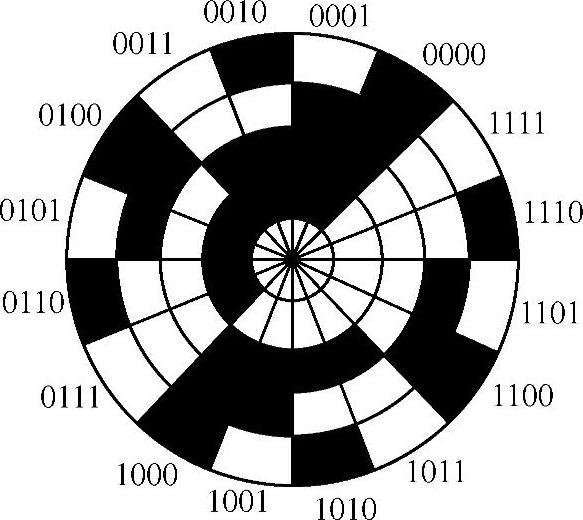
图1-8 光电式编码器
编码器有增量式和绝对式之分。增量式编码器轴旋转时,有相应的脉冲输出,其旋转方向的判别和脉冲数量的增减需借助外部的判向电路和计数器来实现,其计数起点可任意设定,并可实现多圈的无限累加和测量,缺点表现在机床使用上,使用增量式编码器,关机后不能记忆机床位置,再开机后必须重回参考点。
绝对式编码器轴旋转时,有与其位置一一对应的代码输出,具有一个绝对零位代码,当停电或关机后,仍可准确地读出停电或关机位置的代码,并准确地找到零位代码。
(2)光栅尺 光栅尺是一种高精度的位移位置检测元件,可应用于全闭环控制的数控机床中。光栅尺的测量精度高、响应速度快,是一种非接触式测量元件。
如图1-9所示,光栅尺主要由光源、标尺光栅、指示光栅、光敏元件、透镜及驱动电路等组成。标尺光栅固定在机床固定部件(如床身或立柱)上,长度相当于工作台移动的有效行程。指示光栅安装在机床运动部件(如工作台)上。两光栅上所刻的线纹相同,并保持平行,且保持一定的间隙(0.05mm或0.1mm等),两光栅的线纹之间成一定的角度。
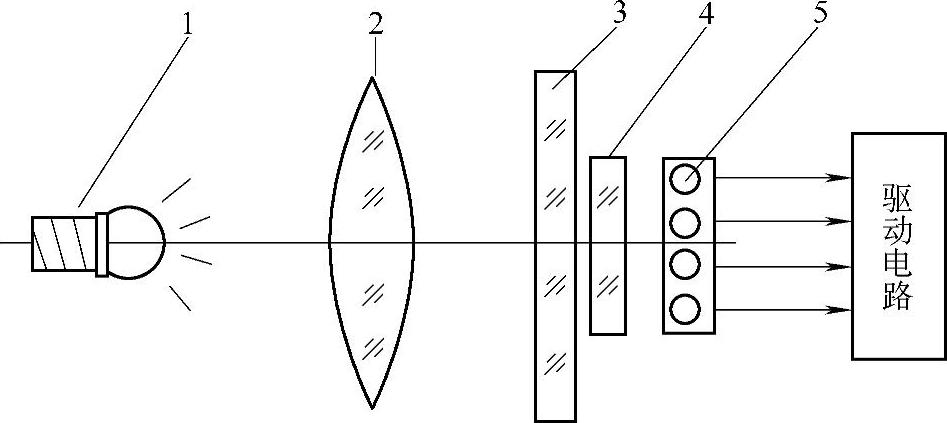
图1-9 光栅尺组成
1—光源 2—透镜 3—标尺光栅 4—指示光栅 5—光敏元件
光栅尺实质上是一种增量式编码器,它利用两光栅之间莫尔干涉条纹的原理,经光电转换和处理,实现数字计数测量。
旋转变压器、感应同步器和磁栅尺等也常被用来作为数控机床的检测元件。
2.PLC工作过程
数控装置是数控机床的核心,它通过接口协调采集外部信息,并将处理过的信息发送给各种执行元件和机构。对于一台数控机床而言,单台机床工作时需接收诸如各种键盘命令、行程开关信号,调试或加工工件时需要将数控程序传送给伺服系统等,以控制机床的各种动作。对于多台数控机床,它们之间还存在通信问题。
(1)接口信号的分类“机床/数控接口”国际标准指出了数控装置、电气控制设备与机床之间的接口范围,如图1-10所示,它们共分为四类:
1)A类是与驱动有关的连接电路(动力驱动的连接)。
2)B类是数控装置与测量系统及其传感器间的连接电路。
3)C类是电源及保护电路。
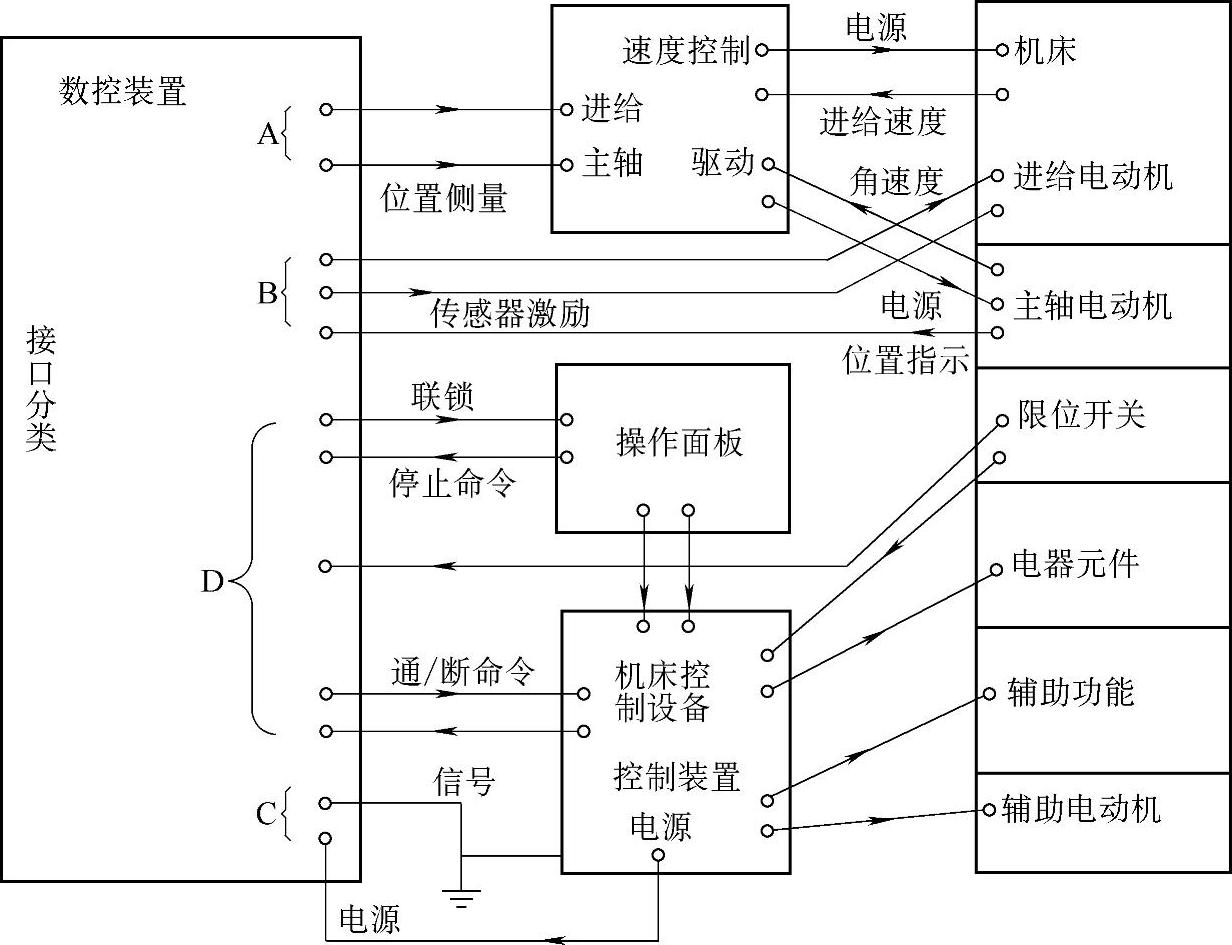
图1-10 机床/数控接口分类(https://www.xing528.com)
4)D类是开关信号和代码信息连接电路。
A、B类接口交换的信息是数控装置与驱动单元驱动电动机,位置、速度检测之间的控制信号,它们是数控系统的核心信息。
C类接口以电源变压器为中心,由各种电气设备将电能按要求转变成机床工作需要的动作。
D类接口信息是数控装置与外部电气元件之间的输入输出信号,对现代数控机床而言,这类信号大多由可编程序控制器来进行处理。
(2)PLC工作原理 可编程序控制器是20世纪60年代发展起来的一种自动化控制装置。国际电工委员会(IEC)对PLC所作定义为:可编程序控制器是一种专为在工业环境下应用而设计的数字运算操作的电子系统,它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械设备和生产过程。可编程序控制器及其有关设备,都应按易于与工业控制系统连成一个整体,易于扩充其功能的原则设计。
PLC由中央处理器(CPU)、存储器、输入/输出单元、编程器、电源和外部设备等组成,并且内部通过总线相连。
中央处理器单元是系统的核心,通常可直接使用通用微处理器来实现,它通过输入模块采入现场信息,并按用户程序规定的逻辑进行处理,然后将结果输出,去控制外部设备。
存储器主要用于存放系统程序、用户程序和工作数据。其中系统程序是指控制和完成PLC各种功能的程序,在出厂时由制造厂家固化在ROM型存储器中。用户程序是指用户根据工程现场的生产过程和工艺要求而编写的应用程序,其形式为用户根据电气控制线路图采用梯形图语言或语句表编写,在修改调试完成后可由用户固化在EPROM中。工作数据是PLC运行过程中需要经常存取,并且会随时改变的一些中间数据,为了适应随机存取的要求,它们一般存放在RAM中。
输入/输出模块是PLC内部与现场之间的桥梁,它一方面将现场信号转换成标准的逻辑电平信号,另一方面将PLC内部逻辑信号电平转换成外部执行元件要求的信号。
编程器是用来开发、调试、运行应用程序的特殊工具,一般由键盘、显示屏、智能处理器、外部设备组成,通过通信接口与PLC相连。
电源单元的作用是将外部提供的交流电转换为可编程序控制器内部所需要的直流电源。电源单元一般装有后备电池(如锂电池),用于掉电时能及时保护RAM区中重要的状态信息和标志。
PLC内部一般采用扫描工作方式,当用户将应用软件设计、调试完成后,用编程器写入PLC的用户程序存储器中,并将现场的输入信号和被控制的执行元件相应地连接在输入模板的输入端和输出模板的输出端上,然后通过PLC的控制开关使其处于运行工作方式,接着PLC就以顺序扫描的工作方式进行工作。在输入信号和用户程序的控制下,产生相应的输出信号,完成预定的控制任务。
可编程是PLC的基本特点,对于不同的控制对象,应用与传统的继电器控制相似的梯形图编程方式,可较快地实现其功能。对于同一台PLC,只要改变其输入与输出端子上的信号,就可以实现不同的工作过程,它的通用性好。
(3)数控机床中的PLC工作过程PLC在数控系统中是介于数控装置与机床之间的中间环节,用PLC程序代替以往的继电器线路实现M、S、T功能的控制和译码,即按照预先规定的逻辑顺序对诸如主轴的起停、转向、转速,刀具的更换,工件的夹紧、松开,液压、气动、冷却系统的运行等进行控制。
PLC处于CNC装置和机床之间,根据输入的信息,在其内部进行逻辑运算,并完成输入/输出控制功能。PLC用在CNC系统中有内装型和独立型之分。图1-11是内装型PLC的CNC框图。
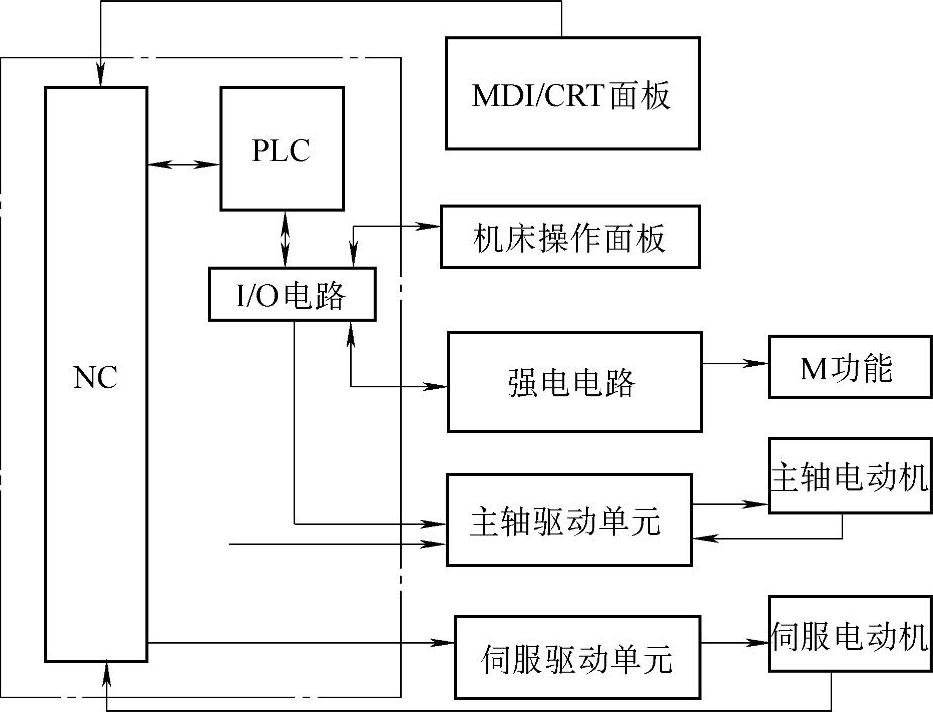
图1-11 内装型PLC的CNC框图
内装型PLC的特点是:PLC与CNC统一设计,结构紧凑、性价比高;PLC与CNC通常装在一个机箱中;PLC与CNC使用共同的输入/输出电路。
数控机床中,独立型PLC本身是一个控制器,是一个完整的系统。其特点是:使用灵活;要进行PLC与CNC装置I/O连接,PLC与机床的I/O连接;控制功能更强大。
3.通信技术
随着数控机床使用的普及与水平的提高,编程的自动化(CAD/CAM)和生产的集成化(FMS、CIMS)对数控装置提出了更高的要求,即在数控系统与数控系统之间能通过普通计算机或工控机进行信息交换。根据要求不同,对于简单的单机CAM,数控系统的RS232C标准串行接口就可以完成零件程序的传输过程,对于由多台数控机床构成的柔性生产线等,则需要在RS232C接口的基础上交换更多的信息,这就需要DNC接口了。
DNC,有的称为直接数控(字母D是Direct的缩写),有的称为分布式数控(字母D是distributed的缩写),它们的基本功能是一样的,即提供数控机床与其外部设备进行信息交换的硬件保障和软件支持。其实现的方法随着其功能的差别而有较大的不同,相对而言,计算机与数控系统之间交换的信息越多,越需要由专门的接口电路来完成。
随着计算机及网络技术的发展,相关的新技术在数控系统上也得到了应用,有的数控系统已经提供了包括光纤通信在内的网络接口。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。