



(1)一夹一顶装夹方法(图3-3)在车削较重的长轴零件时,常采用一夹一顶的装夹方法,即卡盘夹持一端,另一端用尾座上顶尖定位,该装夹方法刚性好,轴间定位准确,比较安全,能承受较大的轴向切削力。采用一夹一顶装夹,为了防止工件轴向位移,须在卡盘内装一限位支撑,如图3-3a所示,或利用工件的台阶作限位,如图3-3b所示。一夹一顶的装夹方法应用广泛。

图3-3 一夹一顶装夹方法
a)采用限位支撑 b)利用工件台阶限位
(2)双顶尖装夹 当加工较长(长度/直径>4)或工序较多的轴类工件时,为保证装夹精度,常采用双顶尖装夹(图3-4),工件装夹在前后顶尖之间,由卡箍、拨盘带动旋转。前顶尖装在主轴上,和主轴一起旋转;后顶尖装在尾座上固定不动。由于后顶尖易磨损,因此在工件转速较高的情况下,常用活顶尖。加工时,活顶尖与工件一起转动。
用顶尖装夹工件前,必须先车平工件的端面,然后用中心钻钻出中心孔。国标中中心孔有A、B、C、R四种类型,钻中心孔时应注意:工件尽可能伸短些;工件端面一定要车平,不能留有凸头;选择高的工件转速,低的进给速度;不加切削液的情况下,尾座上的套筒要常退;中心钻的中心线要对准工件中心,否则中心钻易折断。
使用顶尖装夹工件应注意:(https://www.xing528.com)
1)顶尖不能顶得太紧,否则会烧坏死顶尖。此外,在加工长轴时,由于发热会伸长,因此中途必须经常松开后顶尖,然后再顶上,否则工件会弯曲,并有向外飞出的危险。但是,也不能顶得太松,否则会引起振动。
2)采用双顶尖装夹时,前后顶尖应在一条线上,否则易车成锥体。这时可横向调节尾架,使两顶尖对准。
加工长轴类零件时需要使用尾架,数控车床尾架一般有手动尾架和可编程尾架两种。尾架套筒的动作与主轴互锁,即在主轴转动时,按动尾架套筒退出按钮,套筒不动作,只有在主轴停止状态下,尾架套筒才能退出,以保证安全。
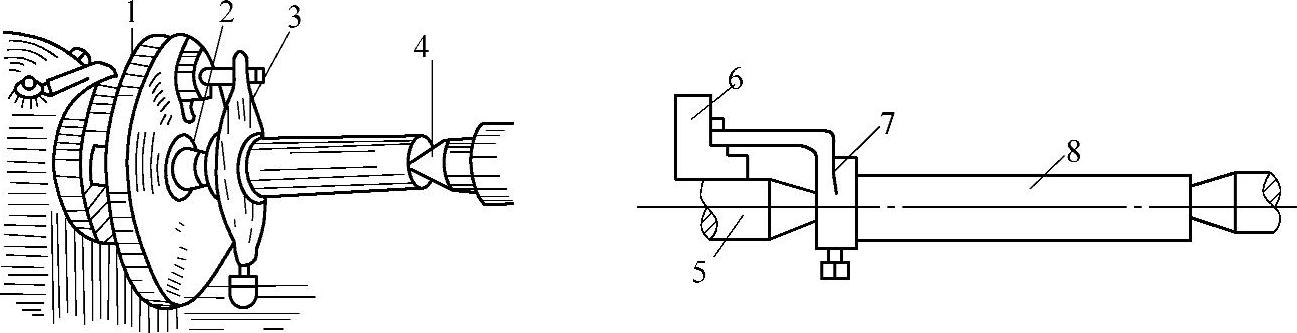
图3-4 双顶尖装夹
1—拨盘 2、5—前顶尖 3、7—鸡心夹 4—后顶尖 6—卡爪 8—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。