



游标卡尺的式样很多,现以常用的三用游标卡尺、游标深度尺和游标万能角度尺为例来说明它们的结构。
1.三用游标卡尺
(1)三用游标卡尺的结构 三用游标卡尺的结构如图3-14所示,它由尺身2和可沿尺身滑动的游标5组成。旋松固定游标的螺钉3即可测量。下量爪7用来测量工件的外径或长度,上量爪1可以测量孔径或槽宽,深度尺6用来测量工件的深度尺寸。测量时移动游标使量爪与工件接触,取得尺寸后,最好把螺钉3旋紧后再读数,以防尺寸变动。
(2)游标卡尺的读数原理及读法 游标卡尺的常用精度等级有0.1mm(1/10)、0.05mm(1/20)、0.02mm(1/50)三种。游标卡尺的读数精度是利用尺身和游标刻线间距离之差来确定的。其读数包括尺身和游标两部分,现以0.1mm精度等级的游标卡尺为例将读数原理简单介绍如下:
在0.1mm精度的游标卡尺中,尺身每小格为1mm,游标刻线总长为9mm,并等分为10格,因此每格为9/10=0.9mm,则尺身和游标相对一格之差为1-0.9=0.1mm,所以它的测量精度为0.1mm。根据这个刻线原理,如果游标第5根刻线与尺身刻线对齐(图3-15),则小数尺寸的读数为:5-(5×0.9)=0.5mm。读数时,首先读出副尺零线左面尺身上的整毫米数,其次看游标上哪一条刻线与尺身对齐,得出小数读数毫米,最后把尺身和游标上的尺寸相加。如图3-15所示的尺寸为26.5mm,即主尺上的26mm(游标0位置前面的尺身读数值,见图3-15的“尺身读数”)加上游标的读数0.5mm(尺身、游标对齐的游标读数值)。
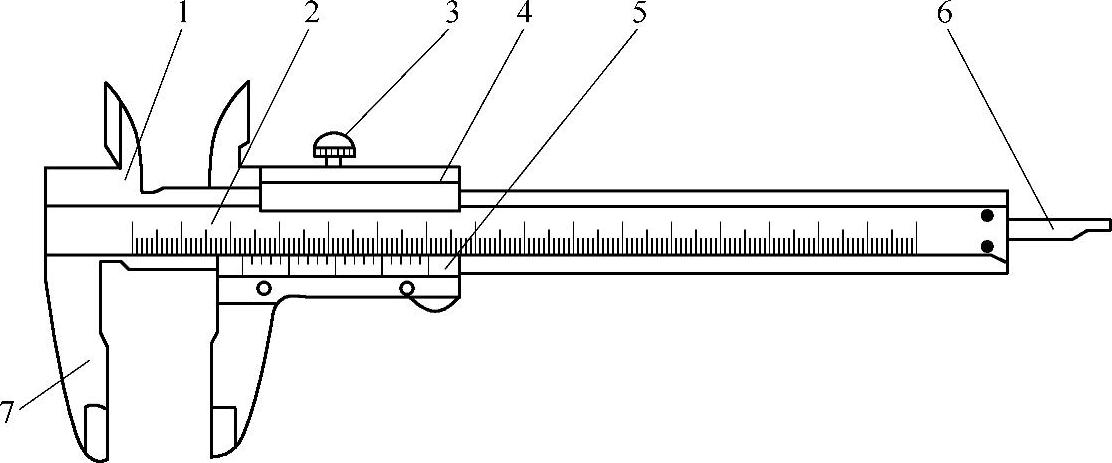
图3-14 三用游标卡尺的结构
1—上量爪 2—尺身 3—紧固螺钉 4—尺框 5—游标 6—深度测标 7—下量爪
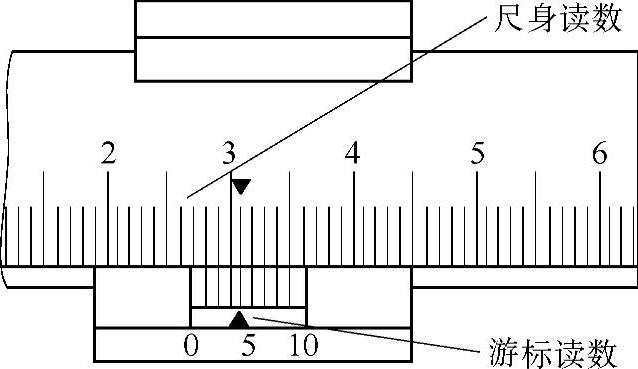
图3-15 0.1mm精度游标卡尺读数方法
2.游标深度尺
游标深度尺简称深度尺,常用于测量工件的深度尺寸,工件阶台的长度、槽深及不通孔的深度等。其结构如图3-16所示,测杆的顶端面一般制成斜楔形状,使其减少与被测工件的接触面,以利提高测量时的准确度。
3.游标万能角度尺
万能角度尺除了能测量角度外,还能作较高精度的划线。万能角度尺的读数原理即是一般游标原理,区别在于它是以角度为单位的游标原理(图3-17)。
游标卡尺类的量具还有两用游标卡尺、单(双)面游标卡尺、带表游标卡尺、游标高度尺、游标齿厚尺、数显游标卡尺等,它们各有自己的使用范围。
4.游标卡尺使用注意事项(https://www.xing528.com)
1)测量前应将卡尺擦净,量爪贴合后,游标和尺身应与零件对齐,被测工件表面要求无毛刺等缺陷。测量时,应防止卡尺歪斜。
2)测量时,所用的测力以两量爪刚好接触零件表面为宜。
3)在游标上读数时,避免视线误差。
4)测量外径时,两量爪跨距应稍大于工件直径,然后移动尺框游标,轻微接触工件表面,测量时轻微摆动量爪,以便找出最小尺寸数值。
5)量爪与工件在接触的情况下,拉或推动量爪的力要适当,否则会引起量爪变形,磨损并产生测量误差。
6)刀口量爪一般用于测量弯曲工件、槽或较小直径的工件,不作大尺寸工件的测量。
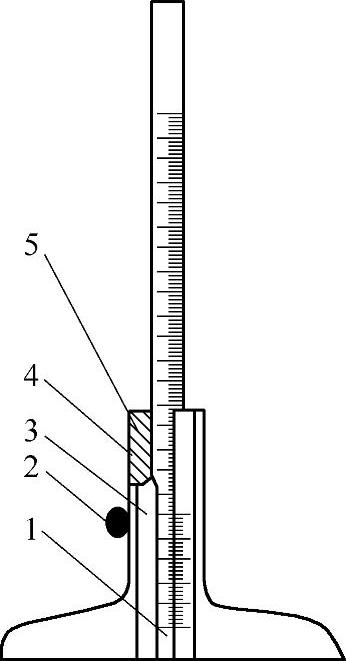
图3-16 游标深度尺的结构
1—尺身 2—紧固螺钉 3—尺框 4—塞铁 5—调节螺钉
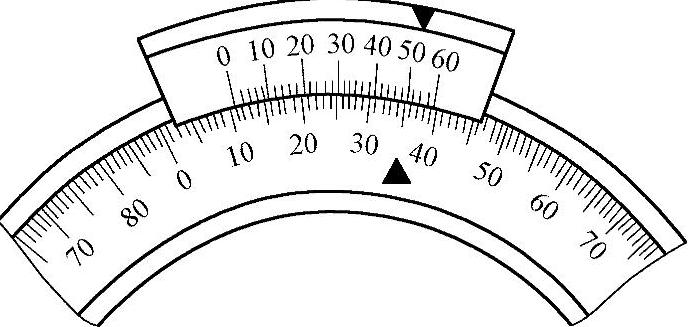
图3-17 万能角度尺读数示意图
7)不得用卡尺测量还在运转的工件。
8)不得把量爪端尖当做划线工具。
9)不得把卡尺放置于温度较高、有振动、有磁性的场合。
10)卡尺用完以后擦去油污,然后上油,平整放入盒中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。