



1.系统特点
数控系统的硬件中最核心的部件称为PCU——面板控制单元(Panel Control Unit),相当于数控系统的心脏。SINUMERIK 802D PCU的全部硬件就是一个操作面板,PCU模块内包含了人机界面、NC、PLC及通信功能。由于NC、PLC、HMI及通信功能全部在一个控制单元上运行,所以无需用户组装,使用极为方便。相同的硬件和软件既可以控制车床,也可以控制铣床,因此具有设计简单、节约空间、加工质量高和可靠性高的特点。在面板控制单元正面、显示屏幕的右上方配有PC卡插槽,既可以用来备份当前机床的试车数据,也可以将其他型号和配置完全相同的机床的试车数据直接传入当前机床的数控系统中,以达到简单、快速、批量调试机床的目的。SINU-MERIK 802D的10.4in(1in=25.4mm)TFT大屏幕薄型液晶显示器,使用了无需风扇进行散热的长寿命背景光源,还可以升级为彩色显示屏。系统内部使用闪存芯片代替了以往的硬盘存储加工程序,并且不需要依靠电池来保持加工程序的存储,因而整个SINUMERIK-802D的系统硬件具有非常良好的维护性。
SINUMERIK 802D系统的调试过程简单。标准的SINUMERIK802D系统配置适用于车削及铣削的加工。系统调试所需的工具主要是标准的PC,西门子公司随同数控系统向用户提供了用于系统调试的软件工具包,用于PLC的编程、驱动器的调试及参数优化、用户报警文本及在线帮助的生成、数控系统和PC之间的数据通信等。配合前面提到的PC卡,不仅可以备份全部数据,还可以简单快捷地进行批量调试。
(1)SINUMERIK 802D的基本技术数据
1)可控制4个进给轴和1个主轴,或3个进给轴和1个主轴、外加1个辅助主轴(用于C轴功能:TRANSMIT/TRACYL)。
2)最多3轴联动。
3)最多32把刀具,带有刀具寿命监控(选项)。
4)256KB零件程序存储器。
5)前面板内置PC卡接口,便于备份机床数据及批量生产中的系统调试。
6)旋转轴控制。
7)极坐标功能。
8)10段程序预读。
9)前馈控制及加速度突变限制等控制功能。
10)刚性攻螺纹。
11)FRAME功能(坐标系的旋转、平移、缩放和镜像)。
(2)SINUMERIK 802D版本2的新功能
1)CNC。存储卡(PC卡)不仅可以用于备份机床数据,还可以存储加工程序;预读程序的段数增加到35段;程序存储容量扩大到34OKB。
2)HMI。测量功能/蓝图编程/主轴功率表。
3)PLC。在线梯形图状态显示/用户报警数量增加/NC与PLC交换数据/通过PLC信号选择加工程序/PLC远程诊断(选件)。
(3)先进的交互式人机对话界面 易于理解的图形循环支持,十分友好的人机界面是西门子系统的一大突出特点,充分体现了“科技以人为本”的理念。
轮廓元素(蓝图)编程功能就是一种典型的人机对话编程方式,通过输入必要的几何元素,系统可以自动地将对话中描述的轮廓形状转换为相应的加工代码和坐标值,并立即写入当前正在编辑的程序中,让初学者更容易入手。
不仅如此,西门子系统在最普通的对刀和测量工件原点的功能中也提供了交互式图形界面。操作者只需在系统界面的引导下输入最基本的测量数据,并按下“计算”功能按钮,补偿值即可由系统自动算出并填入相应的参数表中。
(4)丰富的加工循环功能 西门子系统具有丰富的加工循环功能。
2.键盘功能
SINUMERIK 802D包括机床控制面板和系统操作面板两部分。
(1)车床操作面板 如图4-1所示,车床操作面板主要用于控制机床运行状态,由模式选择按钮、程序运行控制开关等多个部分组成,每一部分的详细说明如下。
1) MDA用于直接通过操作面板输入一段或几段数控程序,程序执行后,该程序被系统清除,此功能主要用于简单的加工任务及调试机床等。
MDA用于直接通过操作面板输入一段或几段数控程序,程序执行后,该程序被系统清除,此功能主要用于简单的加工任务及调试机床等。
2) Auto进入自动循环模式。当工件已装夹好,对刀已完成、程序调试没有错误后,按此键系统进入自动运行状态。
Auto进入自动循环模式。当工件已装夹好,对刀已完成、程序调试没有错误后,按此键系统进入自动运行状态。

图4-1 车床操作面板
3) Jog手动方式,有时称为点动。按下该键后,系统处于手动工作方式,此时可手动连续移动刀架,该工作方式可用于手动调整机床,如进行简单的切削加工、对刀工作等。
Jog手动方式,有时称为点动。按下该键后,系统处于手动工作方式,此时可手动连续移动刀架,该工作方式可用于手动调整机床,如进行简单的切削加工、对刀工作等。
4) Ref Pot手动模式回参考点。
Ref Pot手动模式回参考点。
5) VAR増量选择,该方式可设置增量值由1、10、100、1000四个增量倍率,单位为0.001mm。
VAR増量选择,该方式可设置增量值由1、10、100、1000四个增量倍率,单位为0.001mm。
6) SingleBlock自动加工模式中单步运行,即每执行一个程序段后程序暂停于下一个程序段,当再按下该键后,程序再执行一个程序段。该功能常用于初次调试程序,它可减少因编程错误而造成的事故。
SingleBlock自动加工模式中单步运行,即每执行一个程序段后程序暂停于下一个程序段,当再按下该键后,程序再执行一个程序段。该功能常用于初次调试程序,它可减少因编程错误而造成的事故。
7) SpinStar主轴正转,按下该键后,主轴按M03设定的速度旋转。
SpinStar主轴正转,按下该键后,主轴按M03设定的速度旋转。
8) SpinStar主轴反转,按下该键后,主轴按M04设定的速度旋转,主轴正转、反转用于Jog方式下的主轴控制,如试切削。
SpinStar主轴反转,按下该键后,主轴按M04设定的速度旋转,主轴正转、反转用于Jog方式下的主轴控制,如试切削。
9) SpinStop主轴停止。
SpinStop主轴停止。
10) Reset复位键,按下该键后,系统处于复位状态,正在运行的程序也会停止,Jog方式下的主轴也不再旋转。
Reset复位键,按下该键后,系统处于复位状态,正在运行的程序也会停止,Jog方式下的主轴也不再旋转。
11) CycleStar循环启动,按下该键后,机床按照所编制的零件加工程序的要求进行自动加工工作。
CycleStar循环启动,按下该键后,机床按照所编制的零件加工程序的要求进行自动加工工作。
12) CycleStop循环停止,中止正在加工的零件程序的运行(暂停),当再次按下Cyclestar循环启动键时,零件加工程序继续向下运行。
CycleStop循环停止,中止正在加工的零件程序的运行(暂停),当再次按下Cyclestar循环启动键时,零件加工程序继续向下运行。
13) Rapid快速移动。
Rapid快速移动。
14)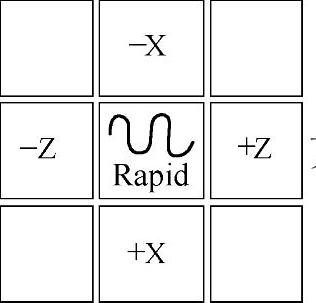 方向键:选择要移动的轴。
方向键:选择要移动的轴。
①在JOG方式下,按住某移动轴(±X、±Z)方向键,则该移动轴连续移动,松开移动轴选择键后机床停止移动,此方式下可单轴移动,若两轴方向键一起按下后也可两轴联动。如果按下某移动轴方向键的同时按下RAPID快速移动键,则该轴以系统设定的最快速度移动。
②在VAR方式下,每按住某移动轴选择键一次,该轴移动一个增量单位。
③在REF手动回参考点模式下,按某移动轴(+X、+Z)方向键,该轴自动回参考点。(https://www.xing528.com)
15) 紧急停止旋钮,在正常关机前或发生紧急情况时按下此键,机床立即停止所有动作。
紧急停止旋钮,在正常关机前或发生紧急情况时按下此键,机床立即停止所有动作。
16)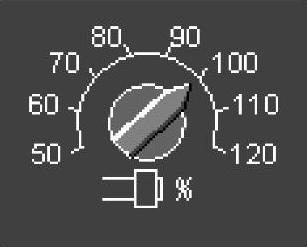 主轴速度调节旋钮,主轴按照调节旋钮所指的百分倍率修正零件加工程序中的主轴转速S值,如程序中M03S1000,而主轴速度调节旋钮指向80,则主轴以1000r/min×80%=800r/min的转速旋转。
主轴速度调节旋钮,主轴按照调节旋钮所指的百分倍率修正零件加工程序中的主轴转速S值,如程序中M03S1000,而主轴速度调节旋钮指向80,则主轴以1000r/min×80%=800r/min的转速旋转。
17)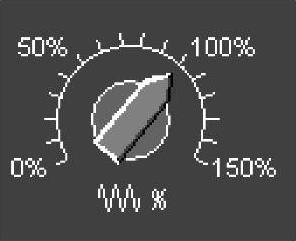 进给速度(F)调节旋钮,进给速度按照调节旋钮所指的百分倍率修正零件加工程序中的进给速度F值,如程序中G95 F0.2,而进给速度调节旋钮指向80,则进给以0.2mm/r×80%=0.16mm/r的速度运行。
进给速度(F)调节旋钮,进给速度按照调节旋钮所指的百分倍率修正零件加工程序中的进给速度F值,如程序中G95 F0.2,而进给速度调节旋钮指向80,则进给以0.2mm/r×80%=0.16mm/r的速度运行。
(2)系统操作面板 图4-2为SINUMERIK 802D的系统操作面板,按钮说明如下。
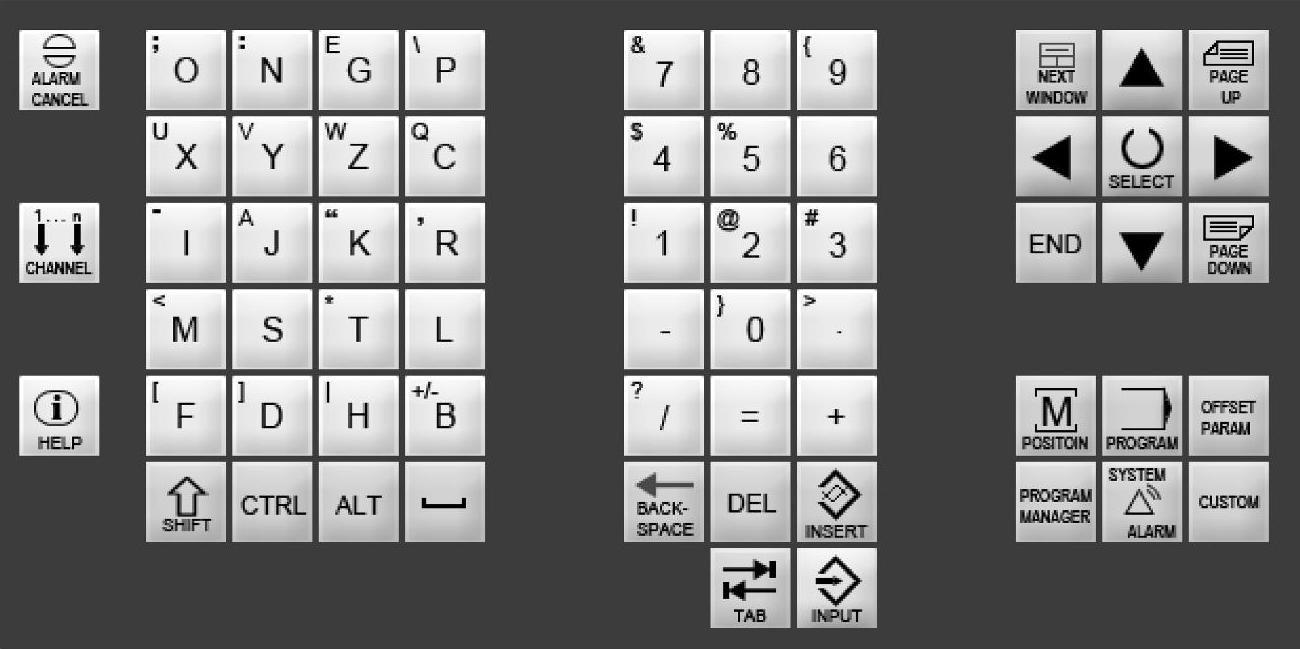
图4-2 SINUMERIK 802D系统操作面板
1) 报警应答键。
报警应答键。
2) 通道转换键。
通道转换键。
3) 信息键。
信息键。
4) 上档键。
上档键。
5) 控制键。
控制键。
6) ALT键。
ALT键。
7) 空格键。
空格键。
8) 删除键(退格键),自右向左删除字符。
删除键(退格键),自右向左删除字符。
9) 删除键,自左向右删除字符。
删除键,自左向右删除字符。
10) 插入键。
插入键。
11) 制表键。
制表键。
12) 回车/输入键,用于接受一个编辑值,或打开、关闭一个文件目录,或打开文件。
回车/输入键,用于接受一个编辑值,或打开、关闭一个文件目录,或打开文件。
13) 加工操作区域键。
加工操作区域键。
14) 程序操作区域键。
程序操作区域键。
15) 参数操作区域键。
参数操作区域键。
16) 程序管理操作区域键。
程序管理操作区域键。
17) 报警/系统操作区域键。
报警/系统操作区域键。
18) 显示用户自己的应用程序。
显示用户自己的应用程序。
19) 翻页键。
翻页键。
20) 光标键。
光标键。
21) 选择/转换键。
选择/转换键。
22) 字母键,上档键转换对应字符。
字母键,上档键转换对应字符。
23) 数字键,上档键转换对应字符。
数字键,上档键转换对应字符。
(3)SINUMERIK 802D屏幕802D屏幕状态划分如图4-3所示,包括下面一些内容。
①当前操作区域显示。在该显示区域中显示操作者正在进行的工作内容,它包括“加工”、“参数”、“程序”、“程序管理器”和“系统”等工作模式。
②程序状态显示。该显示区显示零件加工程序的状态,它包括“程序停止”、“程序运行”和“程序复位”。
③自动方式下的程序控制。
④工作窗口。这是操作过程中数控系统提供的对操作者而言最为关注的窗口,该窗口主要实时显示一些坐标信息。
⑤返回上一级菜单。在屏幕左下角出现返回键显示时按此键可返回上一级菜单。
⑥横向软菜单键。又称为多功能键,数控系统一般都使用该种方式,即系统操作面板上的每一个软菜单键对应于屏幕上相同位置上方的一个功能,在不同的模式下,该键有着不同的含义与功能,这是传统的下拉式菜单。
⑦菜单扩展键。当某一级菜单数超过五个时,可按此键调出未能显示的那些菜单。菜单扩展键可循环调用要显示的命令,即按一下此键显示未能显示的那些菜单命令,再按一下此键后又显示前面的命令。
⑧竖向软菜单键。
⑨主轴转速和主轴速度倍率修调。
⑩进给速度和进给速度倍率修调。
(11)ll刀具号和刀沿号。
(12)2l程序名。显示正在编辑和运行的零件加工程序名称。

图4-3 SINUMERIK 802D屏幕状态划分
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。