



【摘要】:由表可看出,砂粒越细,比表面积越大,残留树脂膜越多,灼烧减量越大。被除尘系统抽出的细粉,主要是经机械摩擦后砂颗表面剥离的树脂膜细粉、炭分,其次是石英灰分,所以该细粉灼烧减量极大。灼烧减量与发气量成正比关系。灼烧减量高,型砂发气量大,铸件易产生气孔缺陷。生产中,当再生处理后的旧砂灼烧减量>2%时,应适当添加新砂以降低灼烧减量至规定范围。如国内某厂再生砂灼烧减量常为1.7%~2.9%,新砂添加量为5%~10%。
国内某铸造企业对经再生设备系统处理后的再生砂取样筛分,将筛分出的不同目数的再生砂进行灼烧减量测定,同时对经除尘系统抽出的200号筛以上的细粉进行灼烧减量检测,结果见表5-105。由表可看出,砂粒越细,比表面积越大,残留树脂膜越多,灼烧减量越大。被除尘系统抽出的细粉,主要是经机械摩擦后砂颗表面剥离的树脂膜细粉、炭分,其次是石英灰分,所以该细粉灼烧减量极大。
表5-105 不同筛号再生砂灼烧减量检测结果
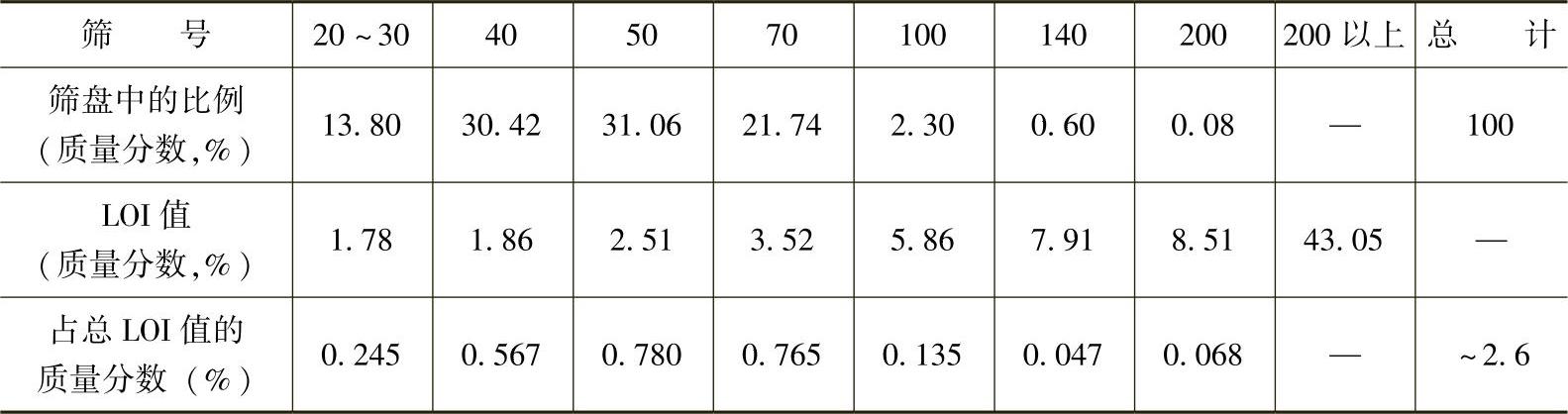
注:占总LOI值的质量分数=晒盘中的比例×LOI。(https://www.xing528.com)
灼烧减量与发气量成正比关系。灼烧减量高,型砂发气量大,铸件易产生气孔缺陷。减小灼烧减量的途径:一是尽量采用粗砂(比表面积小,再生处理后残留树脂膜少),铸铁车间常选用40/70号筛的新砂;二是调节好除尘系统,使200号筛以上的细粉全部去除。
在铸造工艺设计时,应采用较小的砂铁比,推荐最好采用(2~3)∶1的砂铁比,特殊情况下也以不超过5∶1为宜。为实现较小的砂铁比,可将砂芯做成空心,外形在离开型腔50~100mm处也可设法掏空。其次,在浇注时应做好铸型引火工作,在高温作用下使砂型挥发出的可燃气体充分燃烧。
生产中,当再生处理后的旧砂灼烧减量>2%时,应适当添加新砂以降低灼烧减量至规定范围。如国内某厂再生砂灼烧减量常为1.7%~2.9%,新砂添加量为5%~10%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。