



1.工件的夹持
钻孔前必须将工件夹紧固定,以防钻孔时因工件移动、旋转而折断钻头,或使钻孔位置偏移。夹持工件的方法主要根据工件的大小和形状而定。
小而薄的工件,可用钳子夹持;小而厚的工件,可用小型机用虎钳夹持。
若在较长的型钢件上钻孔,可用手直接握持。为安全起见,应在钻床台面上工件可能旋转地方向,用螺栓限位工件。如图3-6a所示。
钻大直径的孔或不适合平口钳夹紧的工件,可直接用压板、螺栓和垫铁把工件固定在钻床工作台上,如图3-6b所示。螺栓应尽量靠近工件,以增加压紧力,垫铁的高度应略大于或等于工件压紧面的高度。
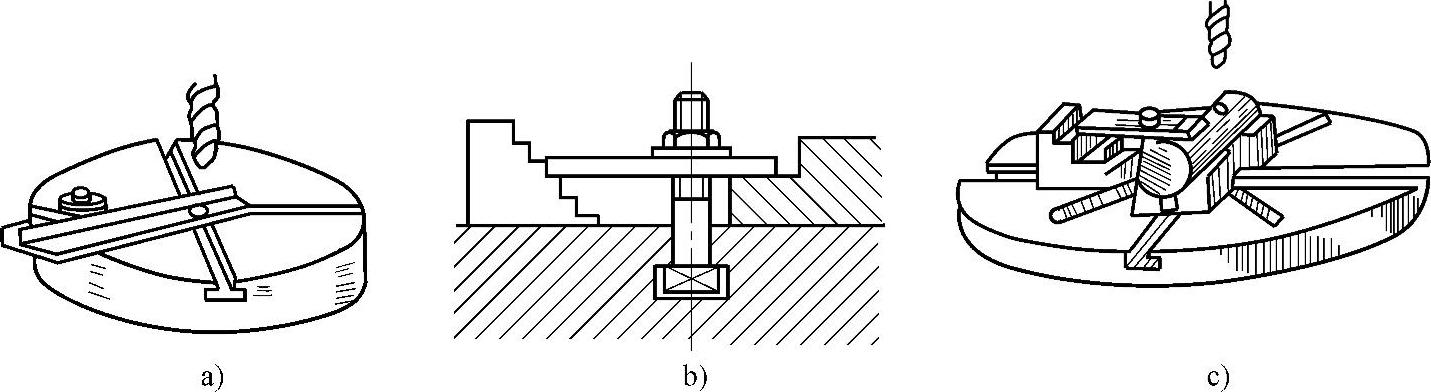
图3-6 工件的夹持
a)长工件用螺栓挡住 b)、c)用压板夹持工件
在圆柱形工件上钻孔时,应把工件放在V形块上,然后用压板压紧,以免转动,如图3-6c所示。
2.钻孔方法(https://www.xing528.com)
钻孔前,先用样冲将中心孔钻大一些,这样可使横刃预先落入样冲眼的锥坑中,钻孔时钻头不易偏离中心。
钻孔时,钻头必须对准钻孔中心(要在垂直的两个方向观察)。先试钻一浅坑,如钻出的锥坑与所划的钻孔圆周线不同心,可及时予以找正。找正靠移动工件或移动钻床主轴来解决。如果偏离较大,也可用样冲和扁铲,在金属坑偏离的反方向凿几条槽,以减少此处的切削阻力,而让工件偏移过来,达到找正的目的,如图3-7所示。
工件上的通孔将要钻穿时,必须减少进给量,如果是采用自动进给,这时最好改换为手动进给。因为当钻头尖刚钻穿工件时,轴向阻力突然减小,由于钻床进给机械的间隙和弹性变形的突然恢复,将使钻头瞬间以很大的进给量自动切入,致使钻头折断或钻孔质量降低。用手工进给操作时,由于已注意减少了进给量,即已减小了轴向压力,就可避免上述现象的发生。
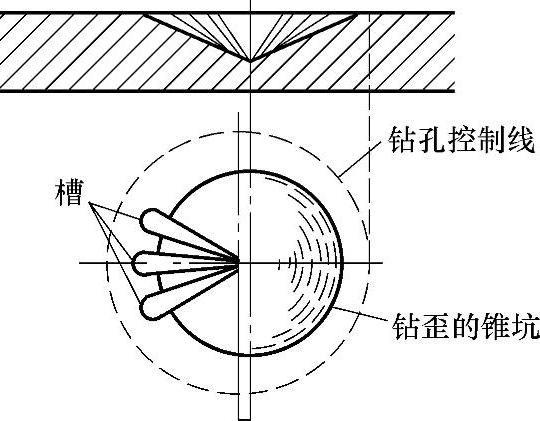
图3-7 錾槽纠正钻偏的孔
钻不通孔时,可根据钻孔深度预先调整挡块,并通过测量来检查实际钻孔深度。
钻深孔时,一般当钻进深度达到直径的3倍时,钻头需退出排屑。以后,每钻进一定深度,钻头必须退出排屑一次,直到钻完为止。要防止连续钻进,发生排屑不畅的情况,以避免钻头因切削阻塞而扭断。
直径超过30mm的大孔可分两次钻削,先用0.5~0.7倍孔径的钻头钻孔,再用所需孔径的钻头扩孔。这样可以减小钻削时的轴向力,保护机床,同时还可以提高钻孔质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。