



测量包括正确、合理的选择测量基准,准确迅速的完成零件定位所需的测量项目的测量。常用的测量项目有:线性尺寸、平行度(水平度)、垂直度、同轴度及角度等。
1.测量基准
测量中用来确定其他点、线、面的尺寸和位置精度而选作依据的点、线、面称为测量基准。通常在装配过程中设计基准、定位基准、测量基准三者合一,可以有效地减小装配误差。
当选择定位基准作测量基准不利于保证测量的精确度或不便于操作时,应本着能使测量准确、操作方便的原则,重新选择合适的点、线、面作为测量基准。图中所示的工形梁,其腹板平面是腹板与翼板垂直定位的基准,但以此为测量基准不方便测量,也不利于获得精确的测量值。这时以装配平台为测量基准既便于测量又容易保证测量的结果正确。
如图5-15所示为利用在号料时预先留出装配测量基准线,进行圆筒纵缝的对接,装配时只需测量两基准线之间的距离,即可保证圆筒纵缝的正确对接。
2.线性尺寸的测量
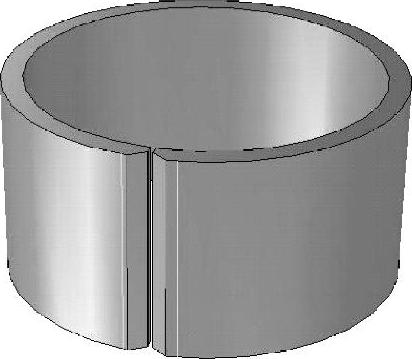
图5-15 预先留出装配测量基准线
线性尺寸是指零件上被测点、线、面与测量基准间的距离。由于构件的各个零件之间都有尺寸要求,因此线性尺寸的测量在装配中应用最多,而且在进行其他项目的测量时,往往辅之线性尺寸的测量。
线性尺寸的测量主要是利用各种刻度尺(钢卷尺、直尺、折尺、盘尺等)来完成,有时也用样杆进行线性尺寸的测量。如图5-16所示为直尺测量槽钢上装配立板的线性尺寸a和b距离。角钢桁架上各杆件的连接位置需要钢卷尺或盘尺测量。
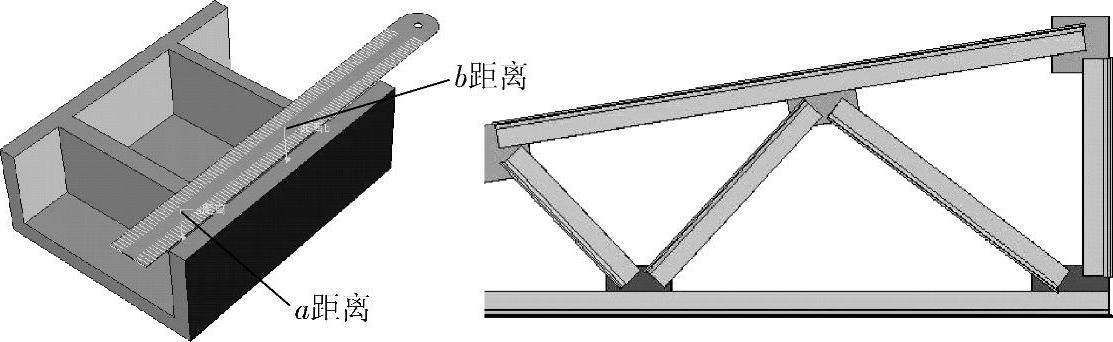
图5-16 直尺测量槽钢上装配立板的线性尺寸
有时因受构件形状、位置等因素的影响,不能直接测量线性尺寸,就需要借助一些辅助性工具测量。如图5-17所示天圆地方件的上口的平行度,因上口内斜不能直接测量可借助直尺延伸上口端平面,间接测量。
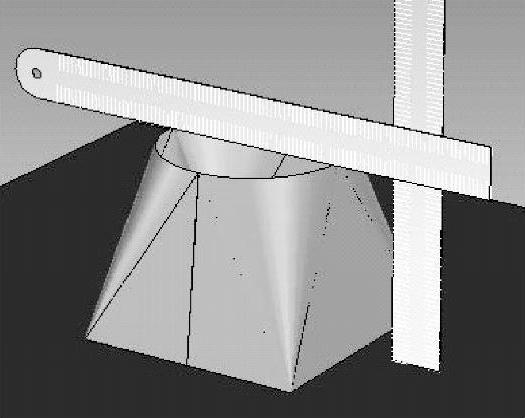
图5-17 天圆地方件的上口的平行度
3.平行度和水平度的测量
(1)平行度的测量 平行度是指工件上被测的线或面,相对于测量基准线或面的平行程度。测量平行度,通常是在被测的线或面上选择若干测量点,线性尺寸测量其与测量基准线上对应点的距离,若测量尺寸相等被测的线或面就与测量基准平行,否则不平行。
如图5-17测量高度的同时也可间接测量上下口的平行度。
(2)水平度的测量 容器中静止状态下的水,其表面总是与其重力作用方向相垂直,这种位置称为水平。水平度就是测量被测线或面是否处于水平位置。
例如,桥式起重机(天车)的轨道就需要较高的水平度,否则会致使起重机在重力作用下自滑,引起事故。
冷作工装配常用水平尺、软管水平仪、水准仪、经纬仪等进行水平度测量。
1)水平尺。常用量具。测量时,将水平尺放在构件被测表面上,查看水平尺内气泡位置,气泡在中间则被测表面处于水平状态;气泡偏在一侧,则该方向位置较高。使用过程中应轻拿轻放,避免敲击振动,若工件被测表面凸凹不平,可在水平尺下方垫放一平直的板材。
2)软管水平仪。利用连通器液面总是等高的原理,在一两端开口的透明软管中注入液体(通常是水,不能有空气),将软管两端分别贴近被测部位上立起的有刻度的标杆,观察软管两端水平面与标杆刻度是否相等,相等证明被测表面水平。软管水平仪常用来测量大型钢结构的水平度,还可用来在高度方向进行线性尺寸的测量。如图5-18所示。
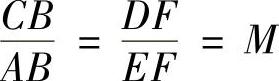
3)水准仪。由望远镜、水准器和基座组成,不仅能够测量各观测点是否水平,还能够给出准确的误差值,便于调整,如图5-19a所示。图5-19b所示是球罐柱脚水平度的测量。球罐柱脚上预先标出基准点,把水准仪安置在球罐拄脚附近进行观测。如果水准仪测出各基准点的读数相同,说明各柱脚处于同一水平面。若不同,则可根据由水准仪读出的误差值调整柱脚。
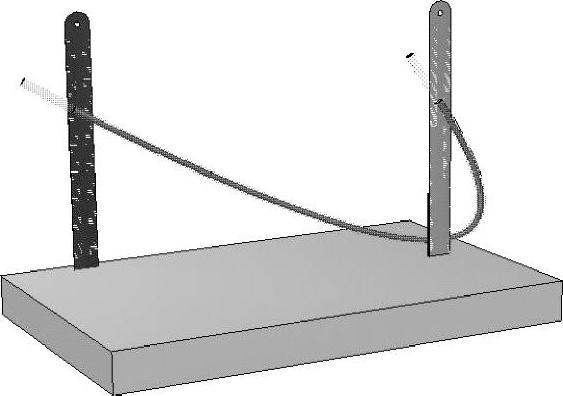
图5-18 软管水平仪
4.垂直度和铅垂度的测量
(1)垂直度的测量 垂直度是指被测零件上的直线或面相对于测量基准线或面的垂直程度,是装配中的主要测量项目之一,很多产品对此有严格要求。例如,火箭往往是由多节圆柱组成,每节在装配时的重点就是两端面与中心线的垂直,这样才能保证总装后的垂直度。
通常用直角尺直接测量垂直度,当测量基准面和被测面分别与角尺两工作面贴合,表明两面垂直。若被测表面过大时,角尺测量往往会造成较大误差,此时可以简单的用勾股定理检测垂直度,在待检测的一条边上做3的n倍的基准线,另一边上作出4的n倍基准线,线性尺寸测量两基准线的距离否等于5的n倍,此方法适用大型结构的定位和检测,如图5-20所示。对于矩形构件则可用对角线是否相等来确定垂直度。
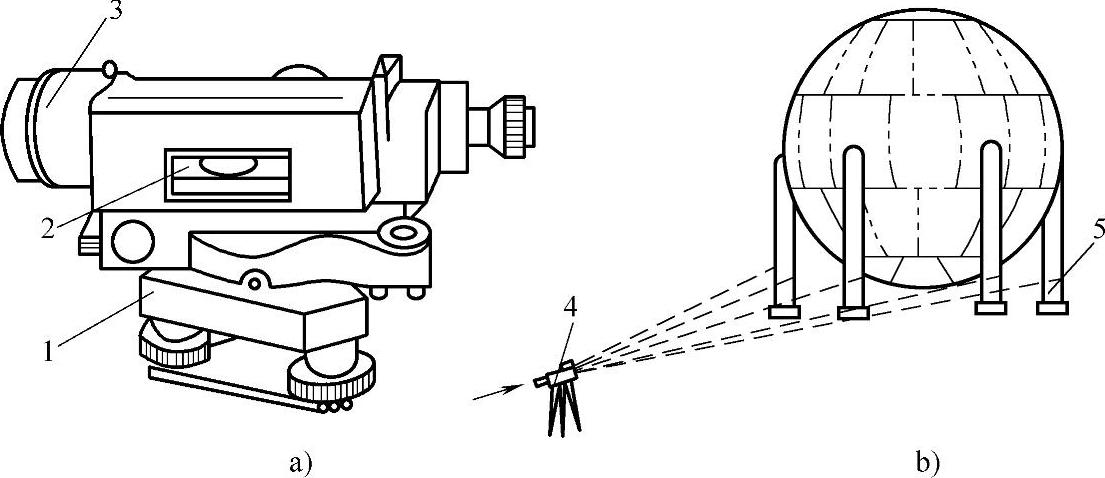
图5-19 水准仪测量水平度
a)水准仪 b)球罐柱脚水平度的测量
1—基座 2—水准器 3—望远镜 4—水准仪 5—基准点
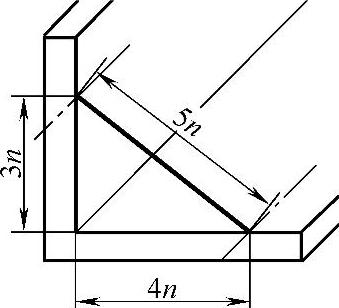
图5-20 用直角尺直接测量垂直度
(2)铅垂度的测量 铅垂度是衡量被测零件上线或面是否与水平面垂直的一个项目,是构件安装的技术条件。常用工具为吊线锤和经纬仪。
1)吊线锤测量铅垂度。吊线锤多用铜质金属制成,吊线连接在锤的尾端,使用时锤自然悬垂。使用时在构件上端沿水平方向固定一支杆,吊线系在支杆上,线性量取其与构件的水平距离;线锤自然悬垂并稳定后量取线锤尖与构件底部的水平距离,两者若相等则构件该侧与水平面垂直。如图5-21所示。
吊线锤还可以间接测量较大构件的垂直度。如图5-22所示,构件上端A处固定吊线锤,量得构件A点的垂直距离AB。利用已知斜面的斜度 ,计算出锤尖接地点C沿斜面方向到B点的准确值CB。(https://www.xing528.com)
,计算出锤尖接地点C沿斜面方向到B点的准确值CB。(https://www.xing528.com)
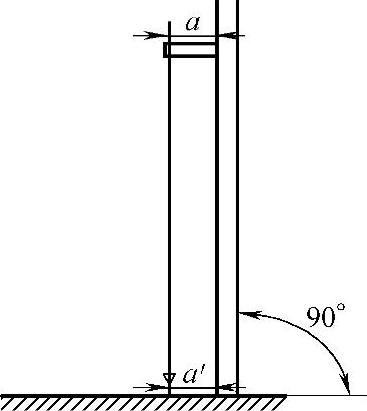
图5-21 吊线锤测量铅垂度
计算公式为
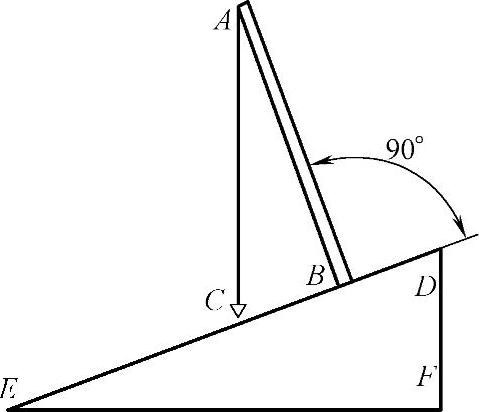
图5-22 间接测量较大构件的垂直度
则

上式中AB、M均为已知(或可直接量得),故CB长度可以算出。若实测的CB值与其计算值相同,则构件AB垂直于斜面ED。
2)经纬仪测量。经纬仪主要由望远镜、竖直度盘、水平度盘和基座等部分组成,如图5-23a所示,可以测角、测距、测高、测定直线、测水平度、测铅垂度等。图5-23b所示是用经纬仪测量球罐柱脚的垂直度。先把经纬仪安置在柱脚的横轴方向上,对中、调平,再将目镜上十字线的纵线对准柱脚中心线的下部,将望远镜上下微动观测。若纵线重合于柱脚中心线,说明柱脚在此方向上垂直;如果发生偏离,就需要调整柱脚。然后再用同样的方法,把经纬仪安装在柱脚的纵轴方向上观测,如果柱脚在纵、横两轴方向上都与水平线垂直,则柱脚处于铅垂线位置。若用激光经纬仪测量,则更为方便和直观。
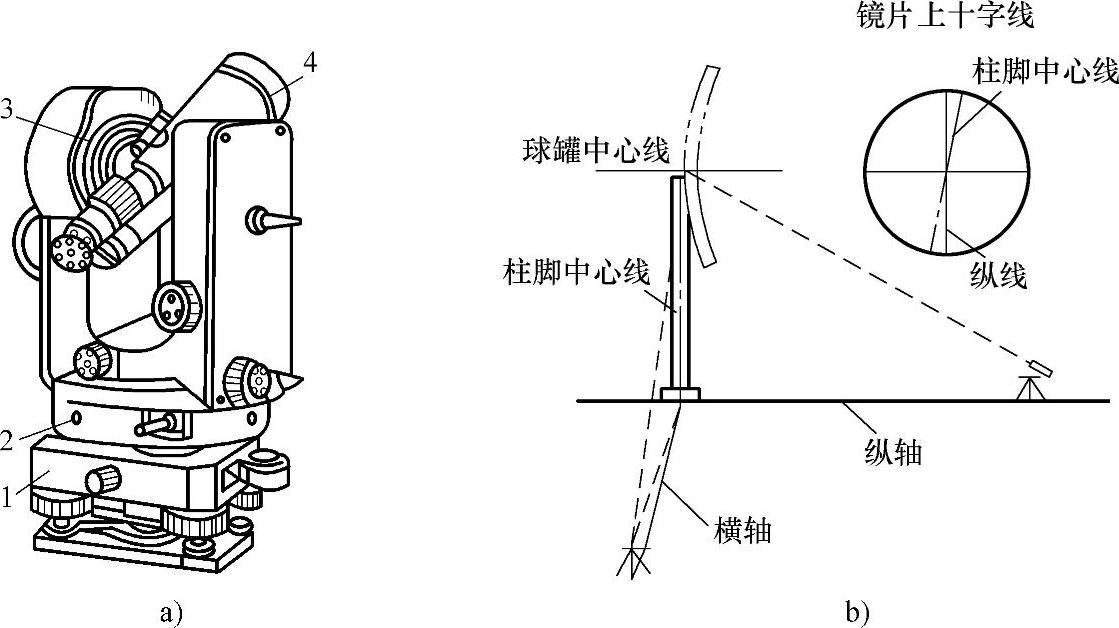
图5-23 经纬仪及其应用
a)经纬仪 b)测量球罐柱脚的铅垂度
1—基座 2—水平度盘 3—垂直度盘 4—望远镜
5.同轴度的测量
同轴度是指构件上具有同一轴线的几个零件,装配时其轴线的重合程度。测量同轴度的方法很多,这里举例介绍几种常用的测量方法。
图5-24所示为由两节圆筒连接而成的长圆筒,测量它的同轴度时,可先在各节圆筒的端面,装上临时支撑(注意不得使圆筒变形),再在各临时支撑上,分别找出圆心位置,并钻出ϕ20~ϕ30mm的孔,然后过长圆筒两外端面的中心拉一钢丝,使其从各端面支撑的孔中通过。这时观察钢丝是否处于各端面上空的中心位置,若钢丝过个端面中心,说明两节圆筒同轴,否则不同轴,需要调整。
如果每节圆筒的成形误差和尺寸误差都很小,也可采取在圆筒外侧拉钢丝,通过测筒外壁与钢丝的距离或贴合程度,来测量几节圆筒的同轴度,如图5-25所示。应用这种方法,至少应在整圆周上选择三处拉钢丝测量,以保证测量结果的准确。
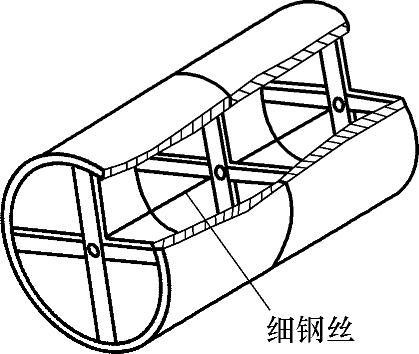
图5-24 圆筒内拉钢丝测量同轴度
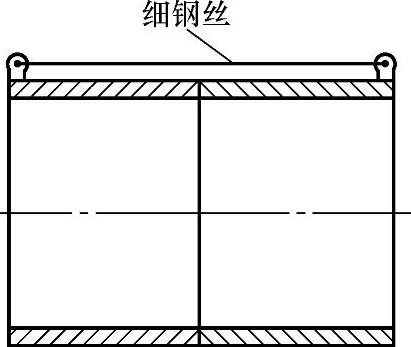
图5-25 圆筒外拉钢丝测量同轴度
若两节不很长的圆筒相接,也可将大平尺放在接合部位,沿圆筒素线立于圆筒外壁上,根据大平尺与筒外壁的贴合程度,来测量其同轴度,如图5-26所示。
多节塔类桁架同轴度的测量,可参照上述方法进行。
图5-27所示为一双层套筒,测量其同轴度时,先在内筒两端面加上临时支撑,并在其上找出圆心位置,然后用直尺测量外筒圆周上各点至圆心的距离。如果各测点的圆心距相等,说明内外两圆筒同心。当在套筒两端面测得内、外筒皆同心时,则说明内、外筒同轴。
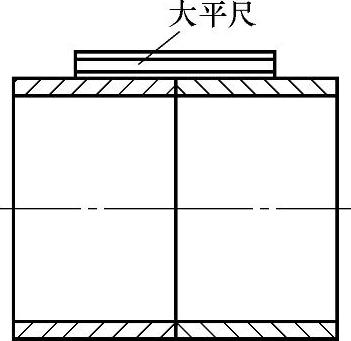
图5-26 用大平尺测量同轴度图
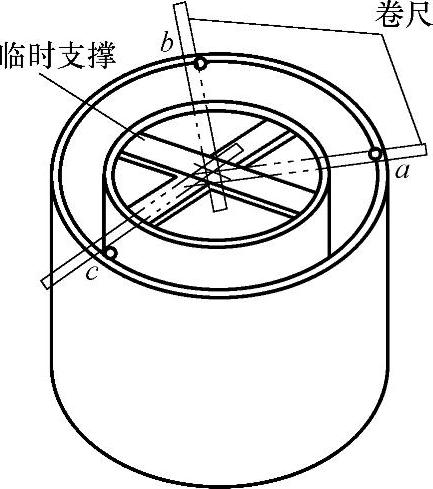
图5-27 套筒同轴度的测量
如果套筒的装配精度要求不高,也可以通过测量其两端面上内、外筒的间距,来控制套筒的同轴度。
6.角度的测量
装配中,通常是利用各种角度的样板测量零件间角度。测量时,将角度样板卡在或塞入形成夹角的两零件之间,并使样板与两零件表面同时垂直,在观察样板两边是否与两表面都贴合,若都已贴合,则说明零件角度正确。图5-28所示为两个利用角度样板测量零件角度的例子。
装配测量除了上述项目外,还有斜度、挠度、平面度等一些测量项目,都需要装配工采用不同的测量方法,测得准确的结果,以保证装配质量。
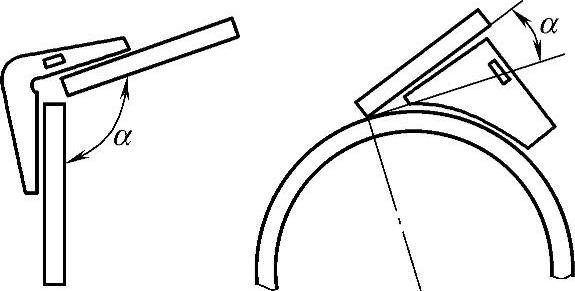
图5-28 角度的测量
还应强调的是,除测量方法外,测量量具精确、可靠,也是保证测量结果准确的重要因素。因此,在装配测量中,还应注意保护量具不受损坏,并经常检验其精度是否符合要求。重要的结构有时要求装配中始终用同一量具或仪器进行测量。对尺寸较大的钢结构,在制造过程中进行测量时,为保证测量精度,尚需考虑测量点的选择、结构自重和日照等影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。