



焊接过程中的不均匀加热与收缩是产生残余应力的主要原因,而残余应力是造成结构变形的主要原因。
1.焊接残余变形的分类
在实际生产中,焊接结构的变形是比较复杂的。按照焊接残余变形对整个结构的影响程度,可将其分为两大类:一类是局部变形,即发生于焊接结构某部分的焊接变形,如图7-2所示;另一类是整体变形,它是引起整个焊接结构的形状和尺寸变化的焊接变形,如图7-3所示。
按焊接残余变形的特征,可分为收缩变形、角变形、弯曲变形、波浪变形、扭曲变形和错边变形6种基本变形形式。如图7-2和图7-3所示。

图7-2 局部变形
a)角变形 b)波浪边形
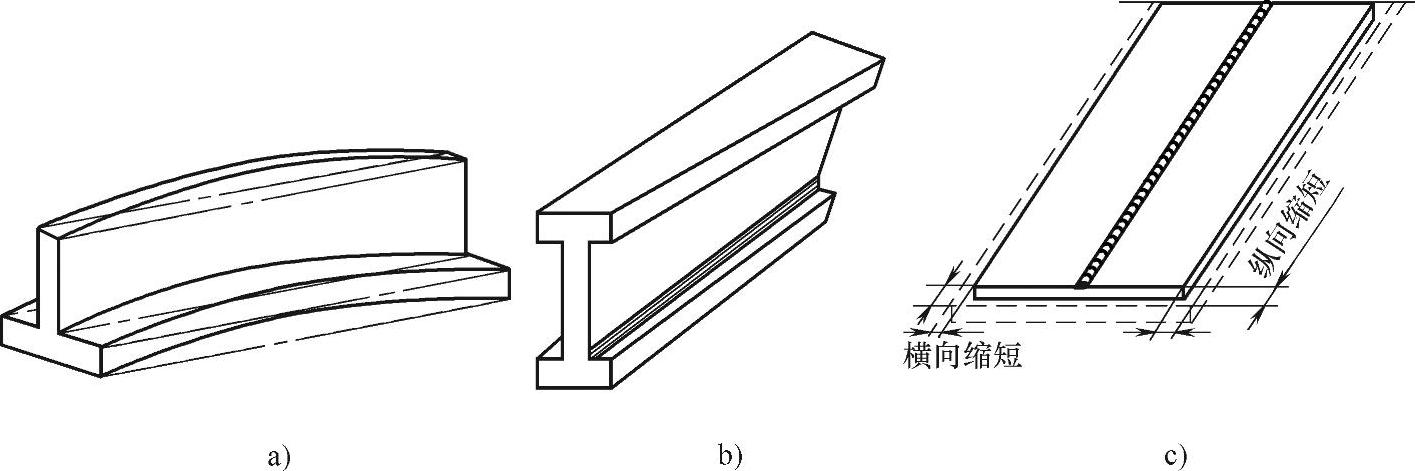
图7-3 整体变形
a)弯曲变形 b)扭曲变形 c)收缩变形
2.焊接残余变形的防止措施
控制焊接残余变形,从工艺方面考虑,可采用以下几种常用的措施:
(1)采用合理的装配焊接顺序
1)对称焊缝采用对称焊法 由于焊接总有先后,而且随着焊接过程的进行,结构的刚度也不断增大。所以,一般先焊的焊缝容易使结构产生变形。这样,即使焊缝对称的结构,焊后也会出现焊接变形。对称焊接的目的是用来克服或减少由于先焊焊缝在焊件刚度较小时造成的变形。
2)不对称焊缝先焊焊缝少的一侧 对于不对称焊缝的结构,先焊焊缝少的一侧,后焊焊缝多的一侧。这样可使后焊的变形足以抵消先焊一侧的变形,以减少总体变形。
3)采用不同的焊接顺序控制焊接变形 对于结构中的长焊缝,如果采用连续的直通焊,将会造成较大的变形,这除了焊接方向因素之外,焊缝受到长时间加热也是一个主要原因。如果在可能的情况下,将连续焊改成分段焊,并且适当的改变焊接方向,以使局部焊缝造成的变形适当减小或相互抵消,以达到减小总体变形的目的。如图7-4所示。
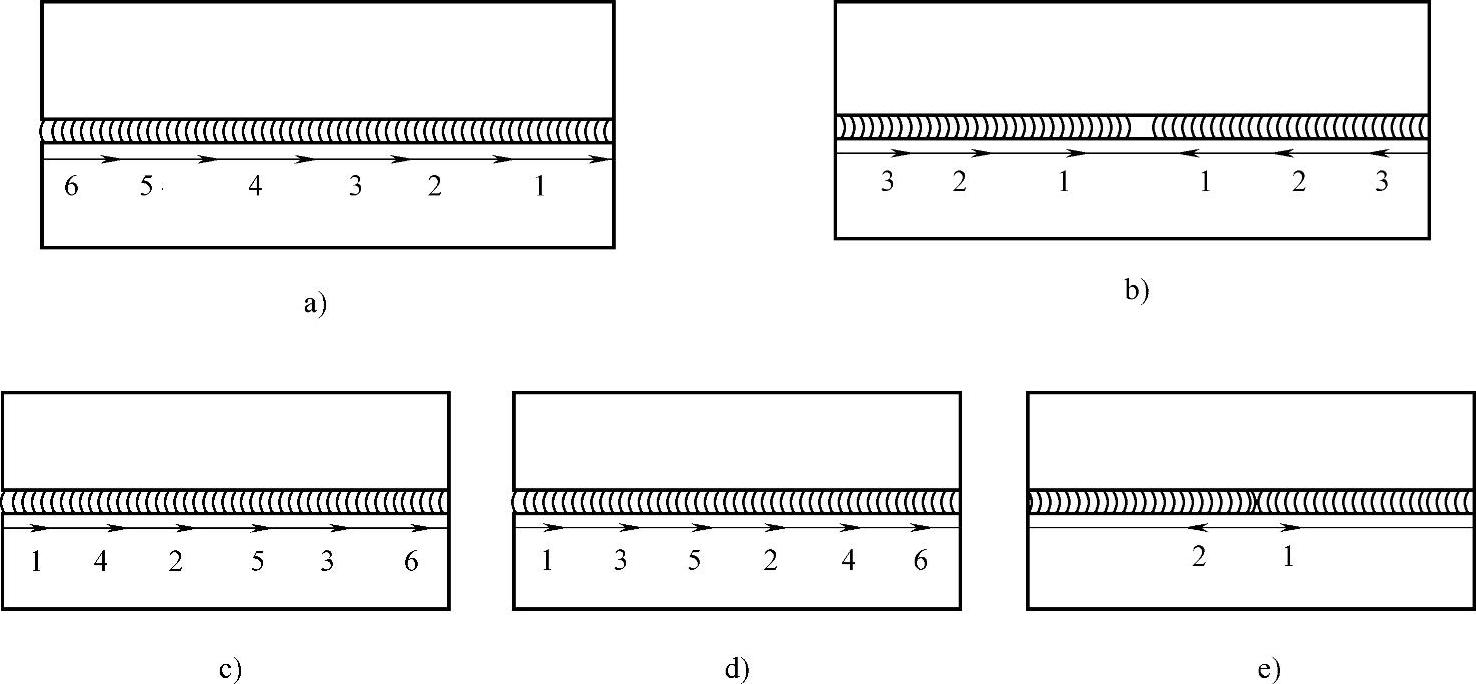
图7-4 采用不同焊接顺序的对接焊
a)逐步退焊法 b)分中退焊法 c)跳焊法 d)交替焊法 e)分中对焊法(https://www.xing528.com)
(2)反变形法 根据焊件变形规律,预先把焊件人为地摆放成一个与焊接变形方向相反的变形,以达到与焊接变形相抵消的目的,这种方法称为反变形法(也称预留余量法)。用此方法要有预测反变形量大小的经验,反向压弯的角度应加以控制,不可太小和过大。如图7-5所示的Y形坡口对接焊是采用反变形法控制角变形的实例。
(3)刚性固定法 焊件变形量的大小取决于结构的刚度,结构刚度越大,焊后引起的变形相对越小,而结构的刚度主要取决于结构形状和尺寸的大小。从结构抗拉伸或抗压缩的能力来看,刚度的大小与结构的横截面积大小有关。截面积越大,刚度越大,抵抗变形的能力越强。所以厚钢板比薄钢板焊接后产生的变形要小些。
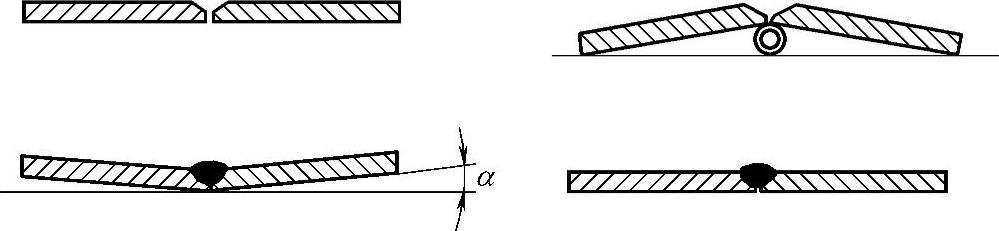
图7-5 Y形坡口对接焊是采用反变形法控制角变形
刚性固定法就是对自身刚度不足的构件,采用强制措施或借助于刚度强的夹具,起到限制和减少焊后变形程度的措施。用此方法,需在焊件完全冷却后才可撤除固定夹具。图7-6~图7-8所示为几种不同焊接结构采用刚性固定法减少焊接变形的实例。
1)利用重物加压或定位焊定位。这种方法适用薄板焊接,在板的四周用定位焊与平台或胎架焊牢,并用重物压在焊缝的两侧,待焊缝完全冷却后去掉重物,铲除定位焊点,达到减少变形的目的。如图7-6所示。
2)利用夹具固定。如图7-7a所示的工字梁,焊前用螺栓将翼板牢牢地紧固在平台上,利用平台的刚度来减少焊后的角变形和弯曲变形。若因条件所限,不能采用上述方法时,也可采用如图7-7b所示的方法,将两个工字梁组合在一起,用楔口夹具将两翼板楔紧,增加工字架的刚度,达到减小焊后变形的目的。这种方法也常用在基座、框架等构件的装配焊接上。
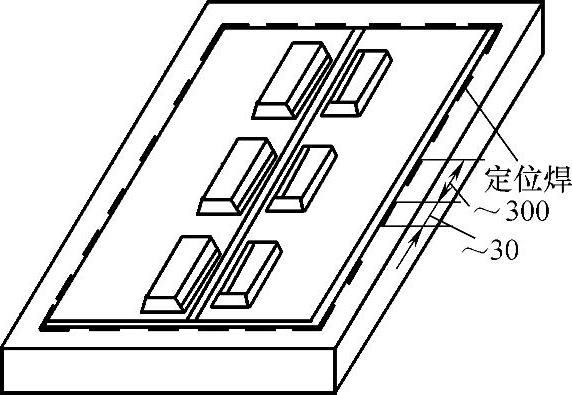
图7-6 利用重物加压或定位焊定位
3)利用加“马架”或临时支撑固定。在钢板对接焊时,也可采用加“马架”固定的方法来控制变形,这种方法简单可靠,在生产中应用较广。对于一般小型焊件,也可采用临时支撑的刚性固定法,如图7-8所示。应当指出,采用刚性固定的结构,焊接变形虽得到了有效的控制,但由于结构受到较大的约束,而导致内部产生较大的应力。所以刚性固定法只适用于焊接性较好的焊件。对于焊接性较差的中碳钢及合金钢,不宜采用刚性固定法焊接,以免产生裂纹。
此外,选择合理的焊接方法和焊接参数也可以减少焊接变形。例如,采用热量集中、热影响区较窄的CO2气体保护焊、等离子弧焊代替气焊和焊条电弧焊就能减少焊接变形;采用较小的焊接参数,以减少热输入,也可以减少焊接变形。
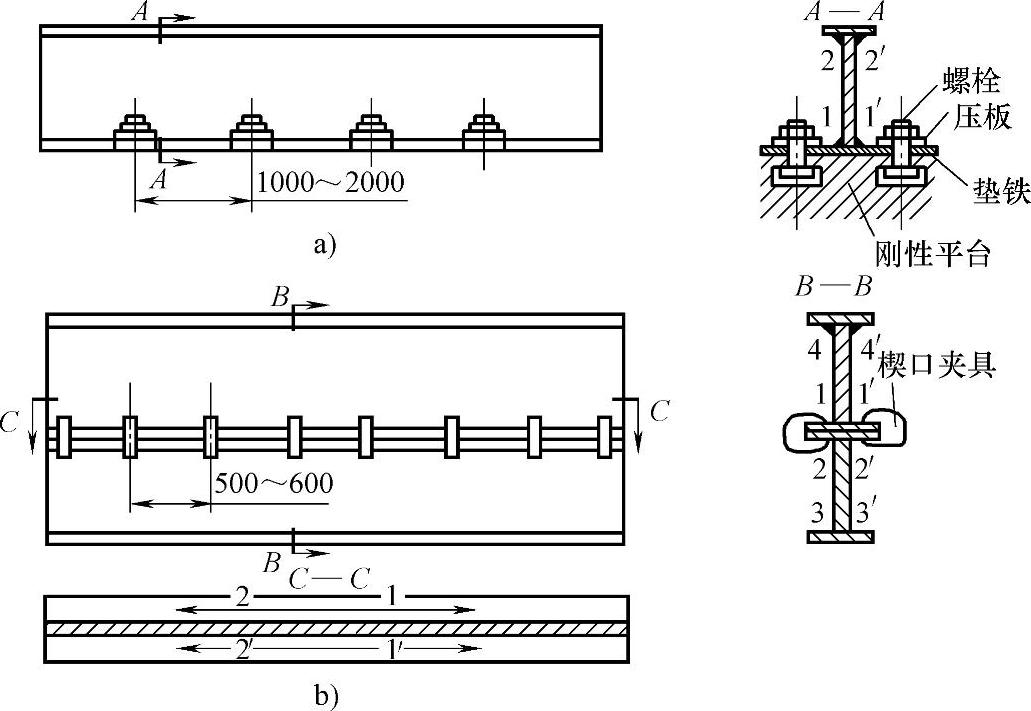
图7-7 工字梁
a)一个工字梁 b)两个工字梁组合
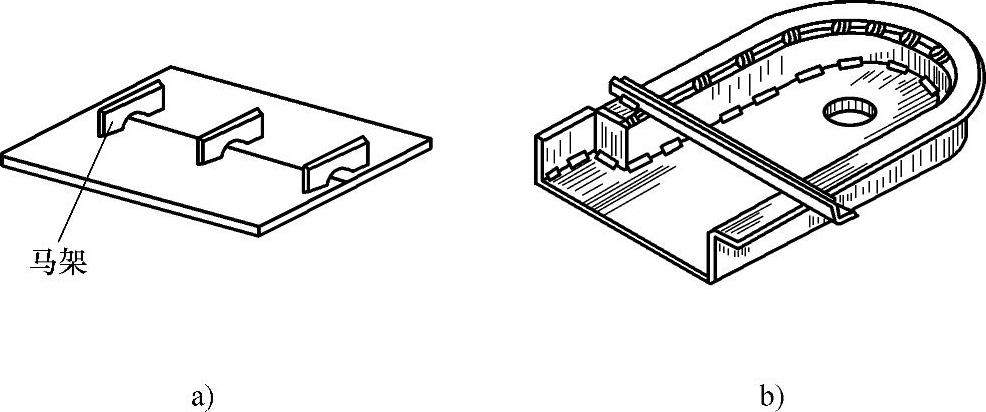
图7-8 用加“马架”或临时支撑的固定法
a)用加“马架”的固定法 b)用临时支撑的固定法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。