



1.可转位刀片的定位
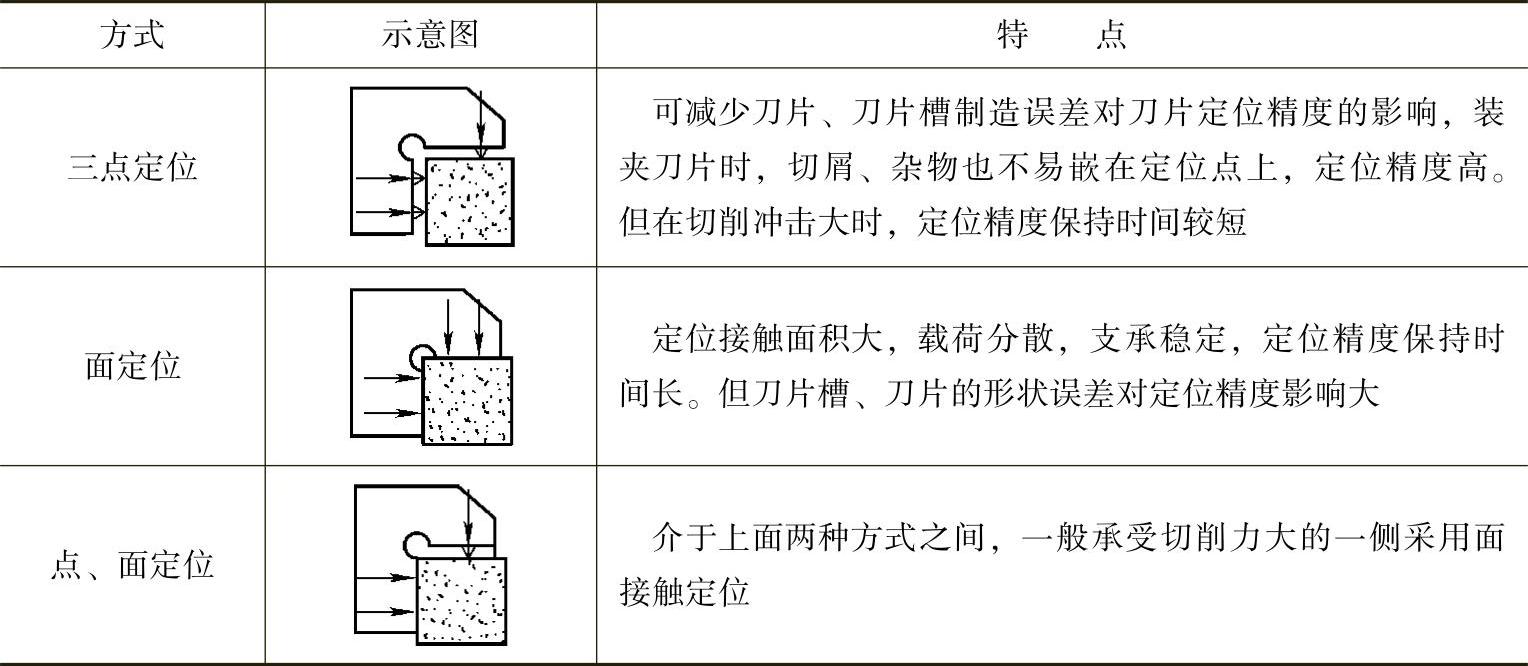
可转位刀片的定位是指确定刀片在刀体上的正确位置,即使刀片在切削刃转位或更换新的刀片时,还能保持刀片原有的位置尺寸和精度。为了保证可转位刀片可靠定位及定位精度,刀片装夹定位时要符合切削力定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内,同时要满足三点定位原理。刀片周边定位的方式见表2-21。
表2-21 刀片周边定位的方式
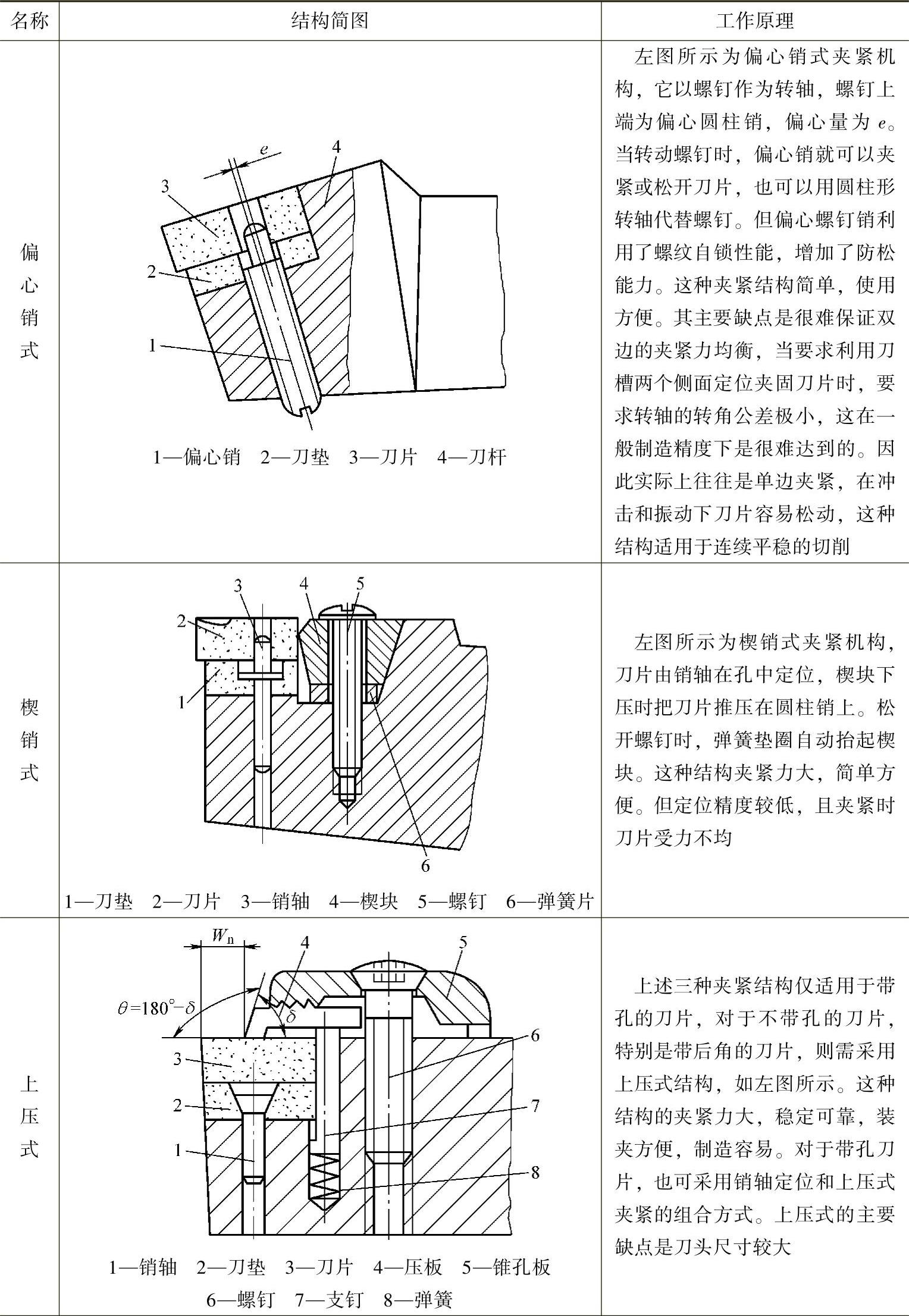
2.可转位刀片的夹紧
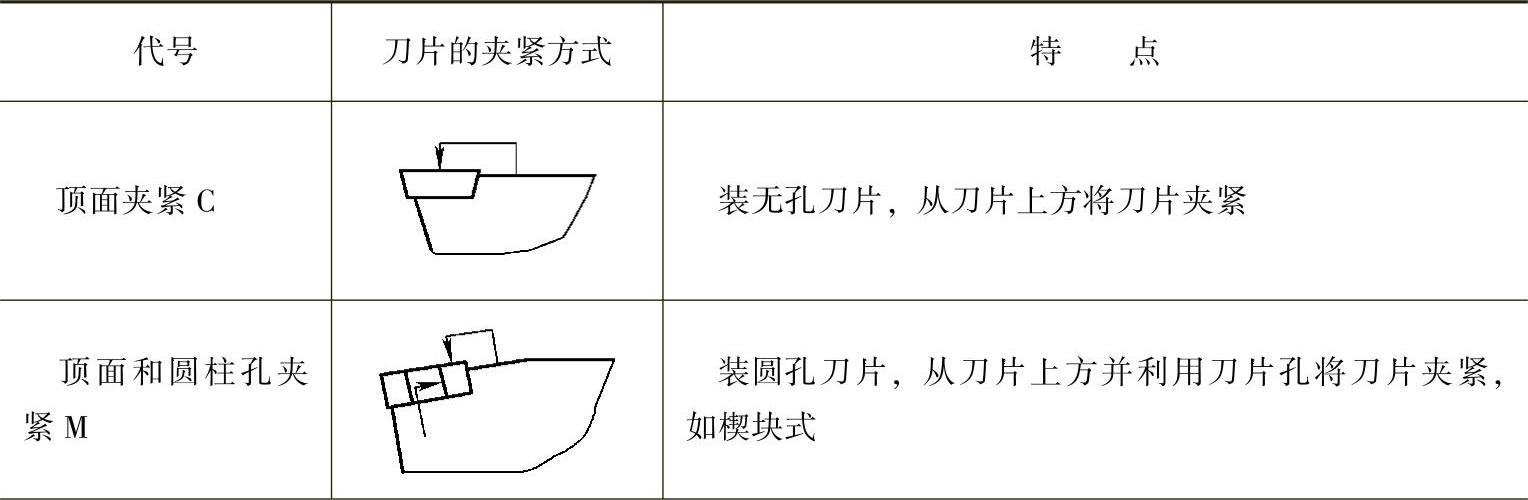
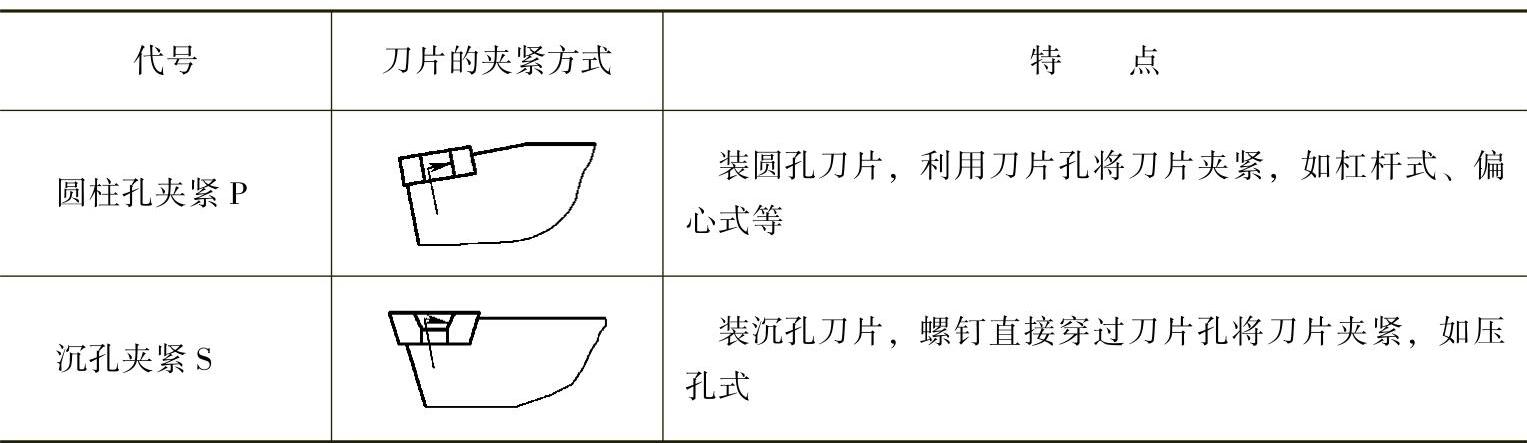
刀片的夹紧方式受刀片形状、刀具尺寸和刀具用途等因素的影响,在加紧时,必须满足切削力必须作用在刀片支承面周界内,同时切削力与装夹力的合力在定位基面上所产生的摩擦力必须大于切削振动、离心力等引起的使刀片脱离定位基面的交变力。表2-22是几种可转位刀片的夹紧方式。
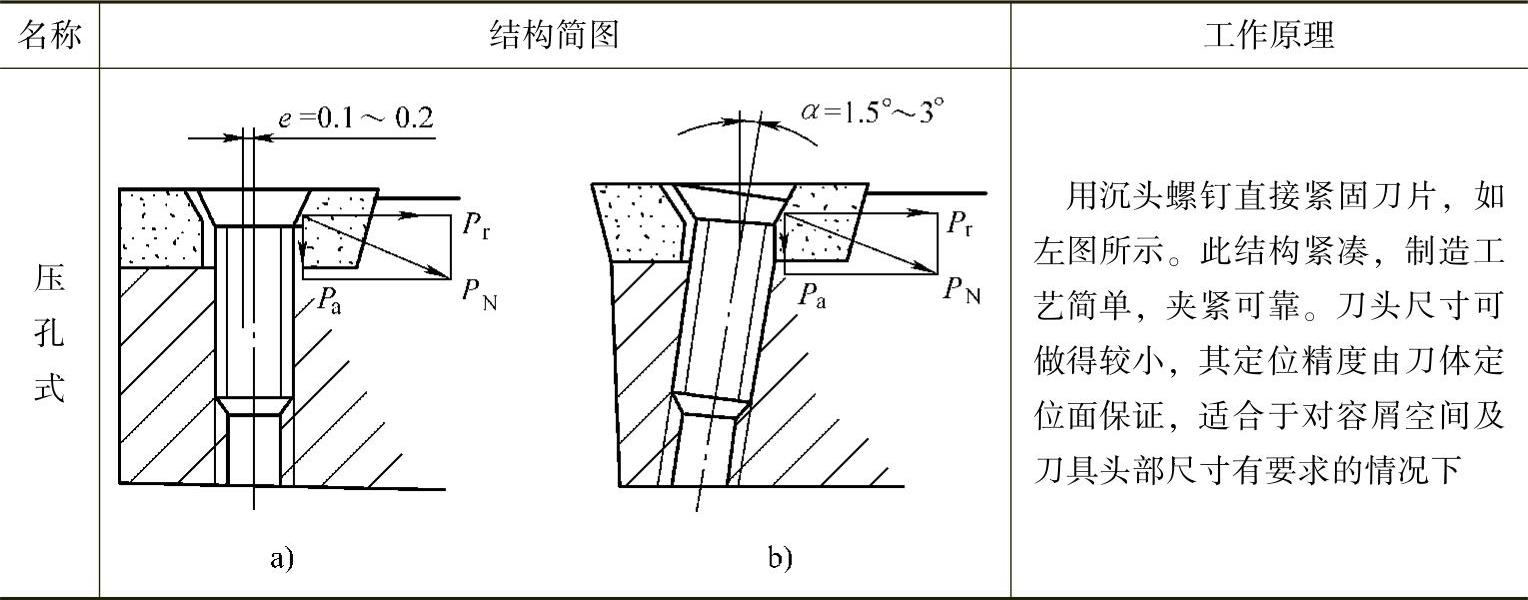
表2-22 刀片的夹紧方式
(续)
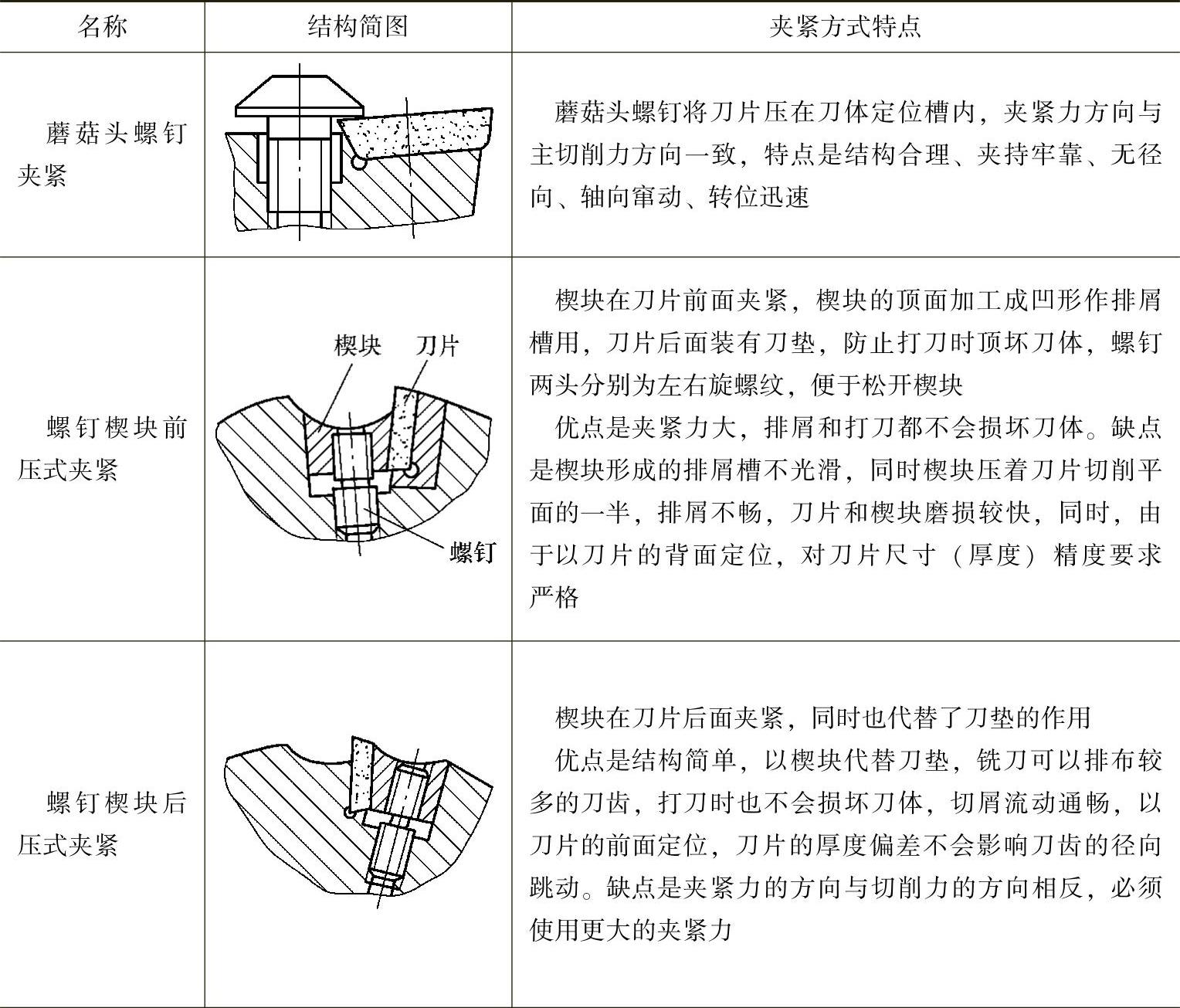
3.常用可转位车刀刀片夹紧结构
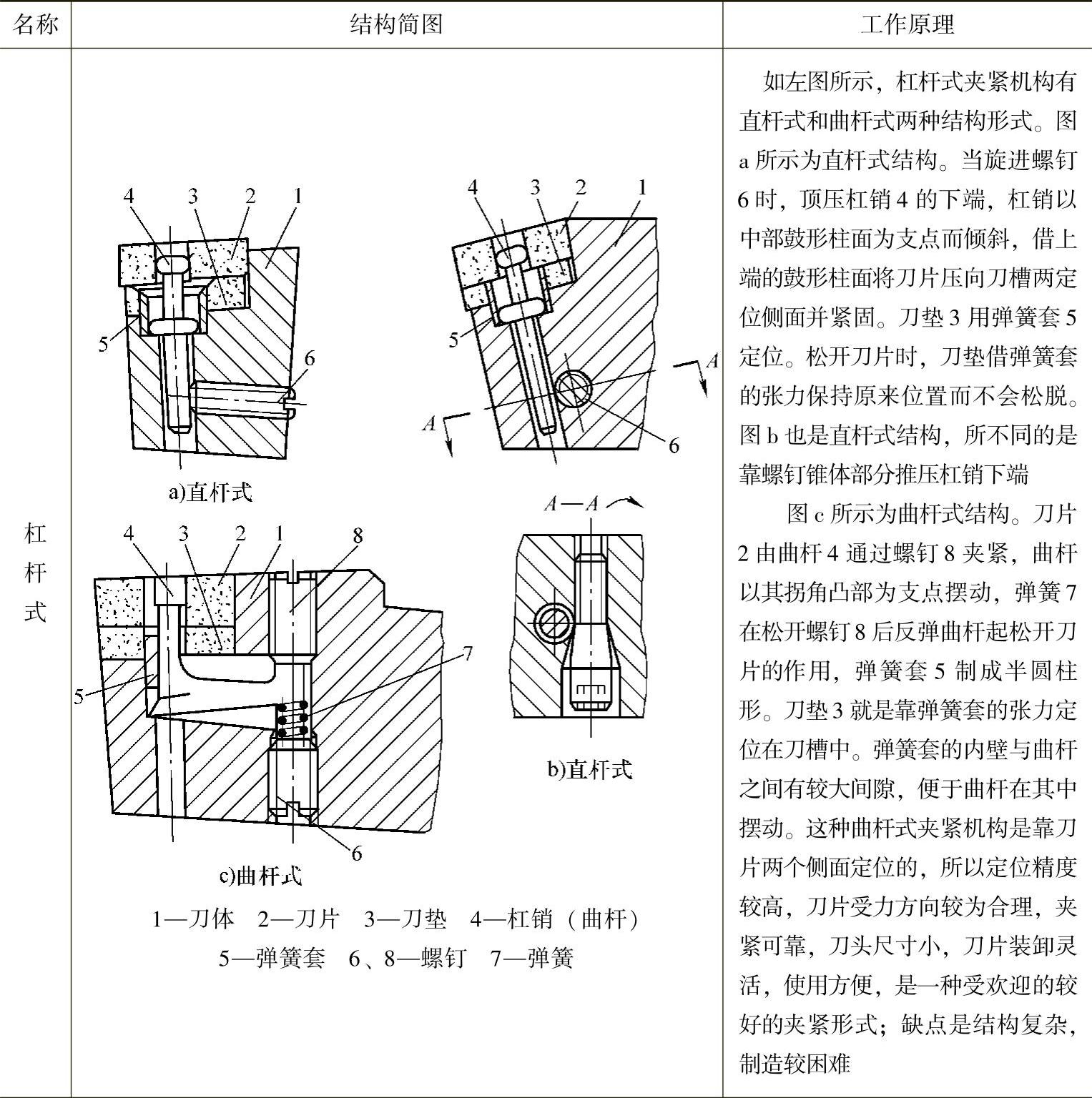
可转位车刀刀片的典型夹紧结构型式及其特点见表2-23。
表2-23 可转位车刀刀片的典型夹紧结构型式及特点
(续)
(续)
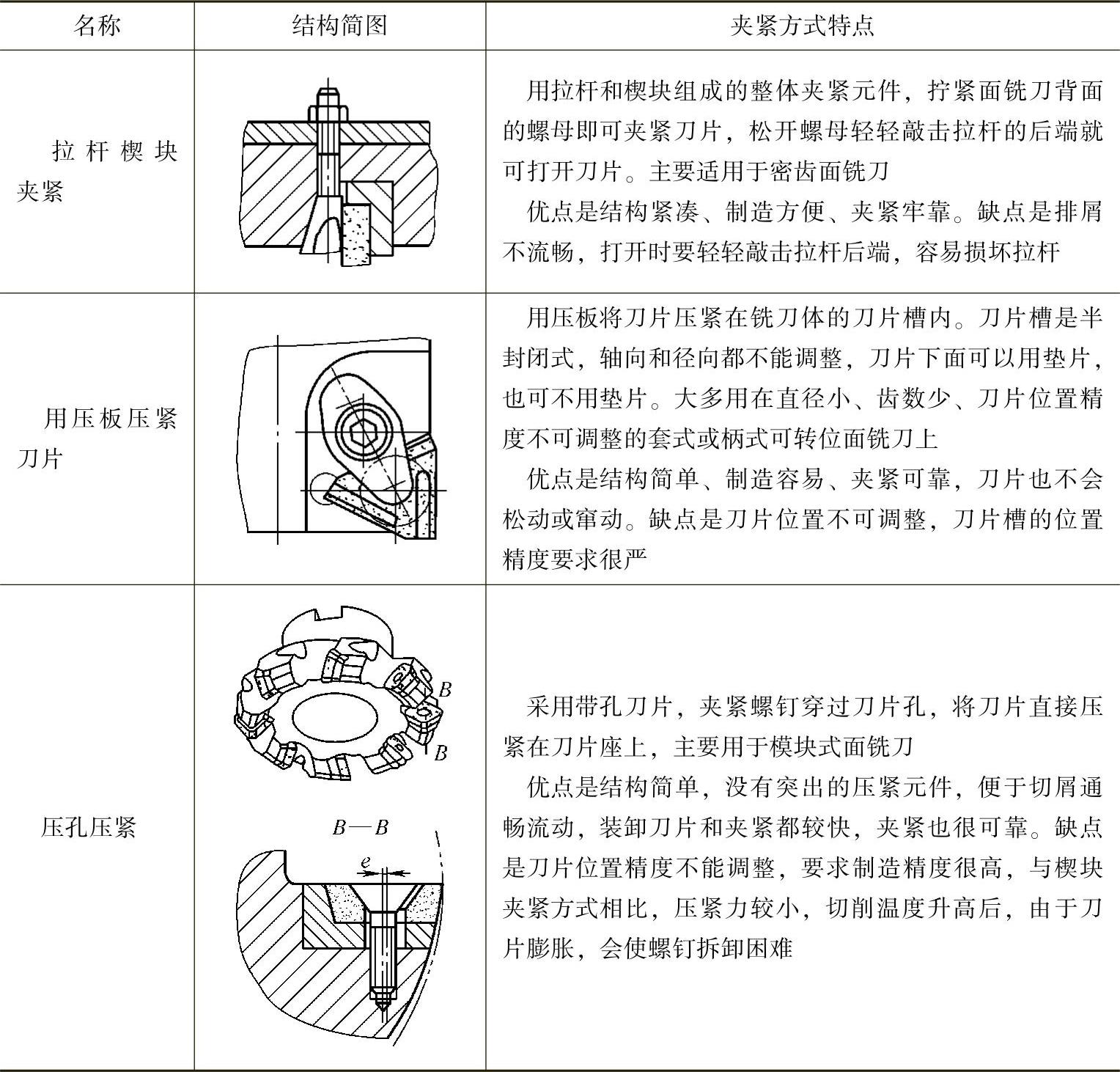
4.常用可转位铣刀刀片的夹紧结构
铣刀片的夹紧方式很多,并有相应的典型结构,各种典型结构又有其各自的特点。表2-24为常用的铣刀片夹紧方式的典型结构及其特点。(https://www.xing528.com)
表2-24 铣刀片夹紧方式典型结构及其特点
(续)
选择铣刀片的夹紧方式时,除了要满足刀片夹紧的基本要求,还应考虑刀片在刀体上的平装和立装两种安装方式:平装式是指刀片沿刀体的径向排列安装;立装是指刀片沿刀体的切向排列安装。
刀片平装(刀片径向排列)如图2-23所示,这种刀片安装方式使用最为广泛,其优点是:
1)刀片安装和受力的支承面大。
2)用楔块在刀片的前面或后面压紧,刀片夹紧牢靠。
3)刀片后面装有刀垫或楔块,打刀时,不会损坏铣刀刀体。
4)拧松楔块的螺钉,刀片即可取出,刀片转角或更换都很方便。
刀片立装(刀片切向排列)如图2-24所示,这种刀片安装方式的优点是:
1)刀片切向排列,刀片本身承受切削力的截面大。
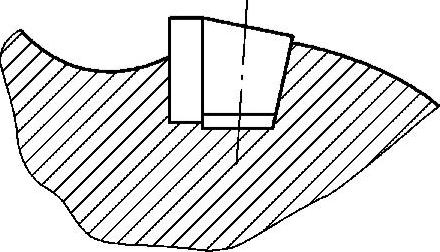
图2-23 刀片平装(刀片径向排列)
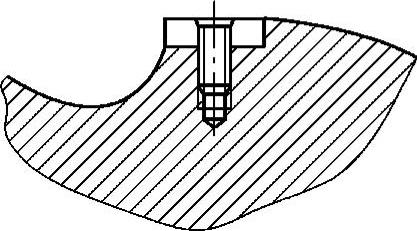
图2-24 刀片立装(刀片切向排列)
2)刀片采用切削力夹紧,只用一个螺钉将刀片固定在刀体上,结构简单,容屑槽大,排屑通畅。
3)刀片后面允许较宽的磨损区,刀片不易崩刃和损坏。
4)结构简单,无需储存多种夹紧备件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。