



1.三面刃铣刀
三面刃铣刀在刀体的圆周上及两侧环形端面上均有刀齿,所以称为三面刃铣刀,适用于加工凹槽和台阶面。圆周切削刃为主切削刃,侧面刀刃是副切削刃,加工时侧面刀刃对侧面起修光作用,提高了切削效率,但重磨后宽度尺寸变化较大。三面刃铣刀可分为直齿、错齿和镶齿三面刃铣刀。
图5-24所示为直齿三面刃铣刀。按国家标准规定,直齿三面刃铣刀直径d=50~200mm、厚度L=4~40mm。它的主要特点是圆周齿前面与端齿前面是一个平面,可以一次铣成和刃磨,使工序简化;圆周齿和端齿均留有凸出刃带,便于刃磨,且重磨后能保证刃带宽度不变。但侧刃前角γ′o=0°,切削条件差。
错齿三面刃铣刀(见图5-25)的γ′o近似等于λs。与直齿三面刃铣刀相比,它具有切削平稳,切削力小,排屑容易和容屑槽大等优点。
图5-26所示为镶齿三面刃铣刀,该铣刀直径d=80~315mm、厚度L=12~40mm。在刀体上开有带5°斜度齿槽,带齿纹的楔形刀齿楔紧在齿槽内。各个同向齿槽的齿纹依次错开P/z(z为同向倾斜的齿数;P为齿纹齿距)。铣刀磨损后,可依次取出刀齿,并移至下一个相邻同向齿槽内。调整后铣刀厚度增加2P/z,再通过重磨,可恢复铣刀厚度尺寸。
硬质合金可转位三面刃铣刀(见图5-27)一般通过楔块螺钉或压孔式将刀片夹紧在刀体上,形成可转位三面刃铣刀,刀片的安装多数采用平装。主要用于中等硬度、强度的金属材料的台阶面和槽形面的铣削加工,也可用于非金属材料的加工。可转位三面刃铣刀的前角一般取γp=+3°~+5°、γf=-2°~+7°。取κ′r=40′~1°。常用可转位三面刃铣刀直径d=80~315mm,L=10~32mm。一般可转位三面刃铣刀有两个键槽,以便于组合使用时,将刀齿错开,使切削平稳。
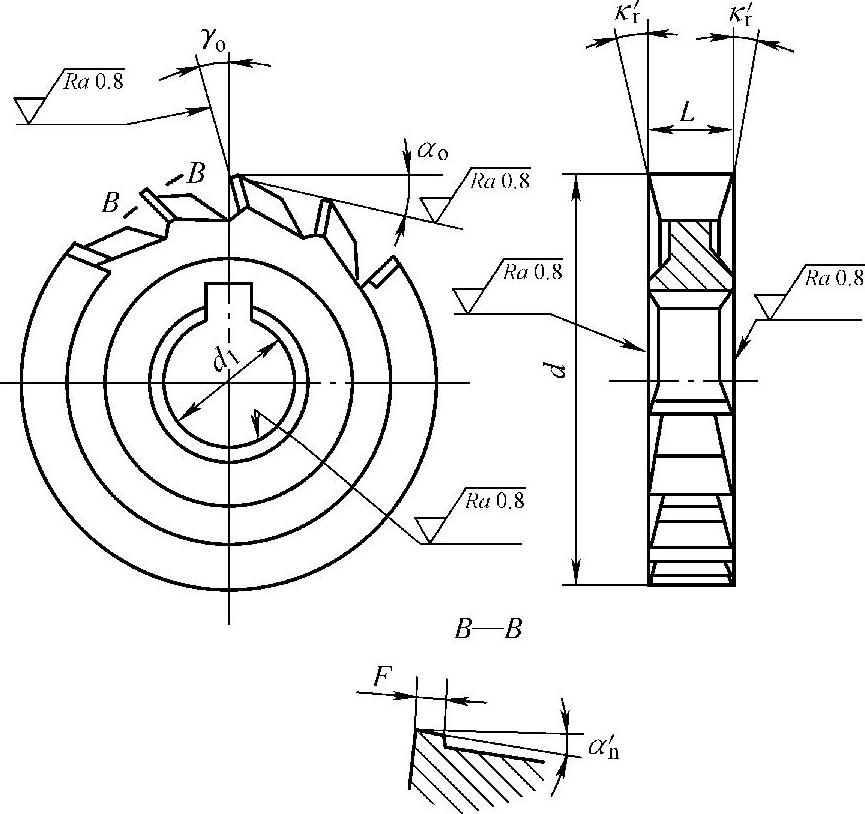
图5-24 直齿三面刃铣刀
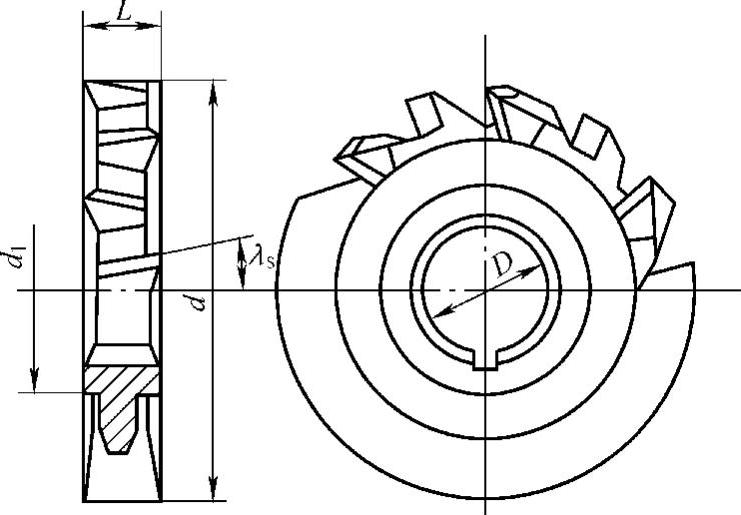
图5-25 错齿三面刃铣刀
2.模具铣刀
模具铣刀(见图5-28)用于加工模具型腔或凸模成形表面。在模具制造中广泛应用。它是由立铣刀演变而成。高速钢模具铣刀主要分为圆锥形立铣刀(直径d=6~20mm,半锥角α/2=3°、5°、7°和10°)、圆柱形球头立铣刀(直径d=4~63mm)和圆锥形球头立铣刀(直径d=6~20mm,半锥角α/2=3°、5°、7°和10°)。按工件形状和尺寸来选择。
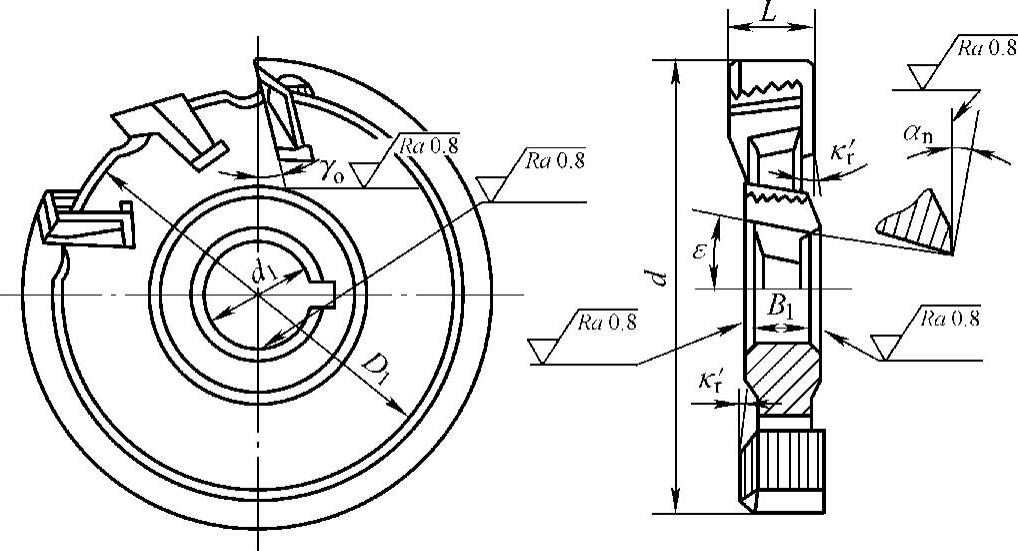
图5-26 镶齿三面刃铣刀
硬质合金球头铣刀可分为整体式和可转位式。整体式硬质合金球头铣刀直径d=3~20mm,螺旋角β=30°或45°,齿数z=2~4齿。适用于高速、大进给铣削。加工表面粗糙度值小,主要用于精铣。
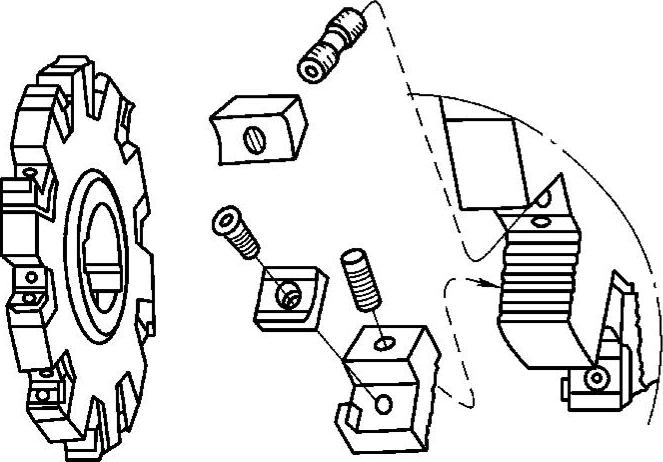
图5-27 硬质合金可转位三面刃铣刀
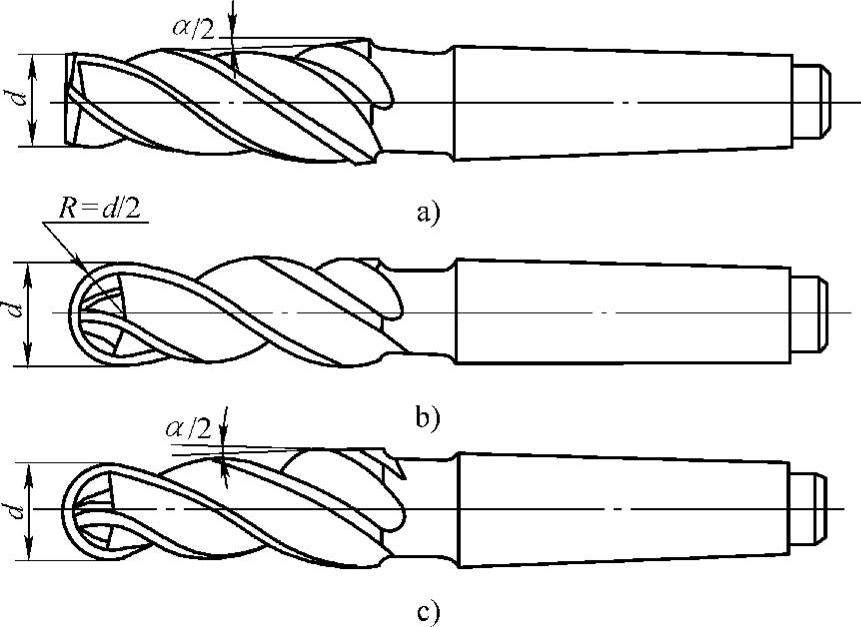
图5-28 高速钢模具铣刀
a)圆锥形立铣刀 b)圆柱形球头立铣刀 c)圆锥形球头立铣刀(https://www.xing528.com)
可转位球头立铣刀(见图5-29)前端装有一片或两片可转位刀片,它有两个圆弧切削刃,直径较大的可转位球头立铣刀除端刃外,在圆周上还装长方形可转位刀片,以增大最大吃刀量。用这种球头铣刀进行坡铣时,向下倾斜角不宜大于30°。铣削表面粗糙度值较大,主要用于高速粗铣和半精铣。
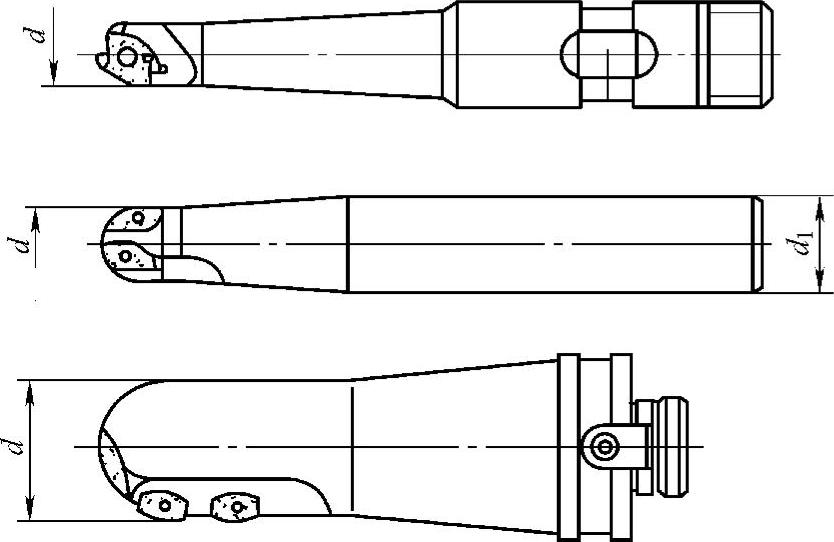
图5-29 可转位球头立铣刀
3.键槽铣刀
键槽铣刀如图5-30所示,它有两个刀齿,圆柱面和端面都有切削刃,端面刃延至中心,既像立铣刀,又像钻头。加工时先轴向进给达到槽深,然后沿槽方向铣出键槽全长。主要用于加工圆头平键封闭键槽。
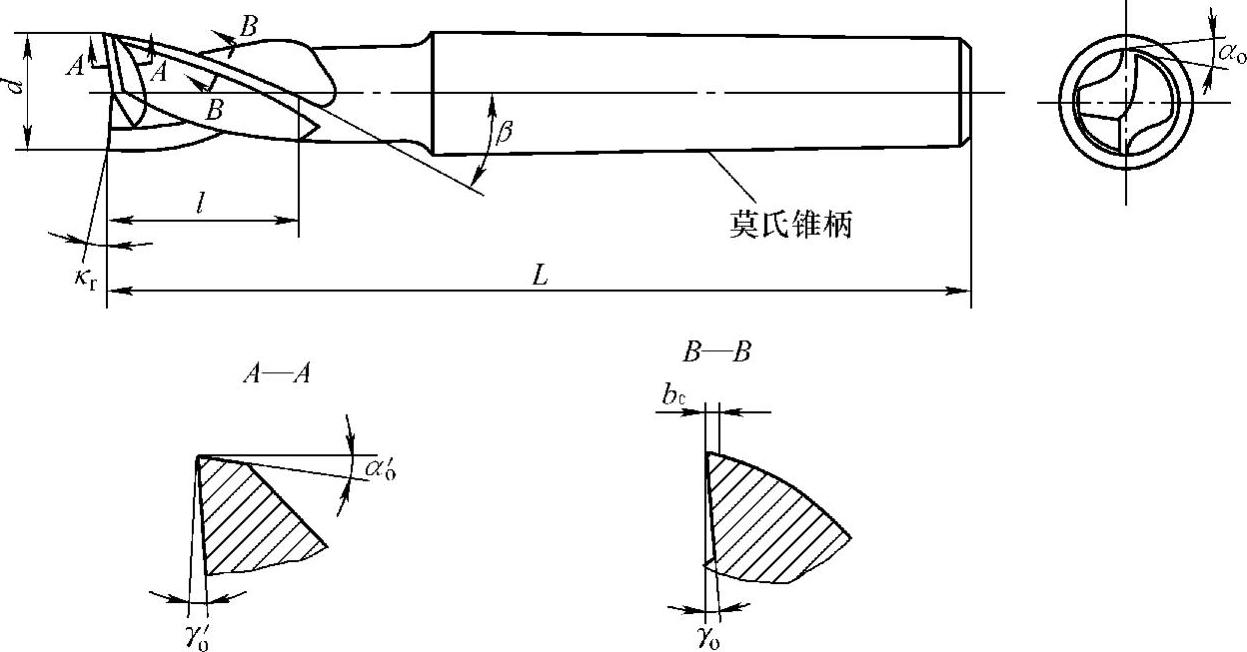
图5-30 键槽铣刀
按国家标准规定,直柄键槽铣刀直径d=2~22mm,锥柄键槽铣刀直径d=14~50mm。键槽铣刀直径的偏差有e8和d8两种。键槽铣刀的圆周切削刃仅在靠近端面的一小段长度内发生磨损,重磨时,只需刃磨端面切削刃,因此重磨后铣刀直径不变。
4.螺纹铣刀
铣削螺纹时,刀具圆周运动产生螺纹的直径,同时垂直方向的移动产生螺距。对右手内螺纹需刀杆逆时针旋转,同时沿z轴向上运动;左手内螺纹需刀杆逆时针旋转,同时沿z轴向下运动;对右手外螺纹需刀杆顺时针旋转,同时沿z轴向下运动;对左手外螺纹需刀杆顺时针旋转,同时沿z轴向上运动。图5-31所示为螺纹铣削刀具运动方式。
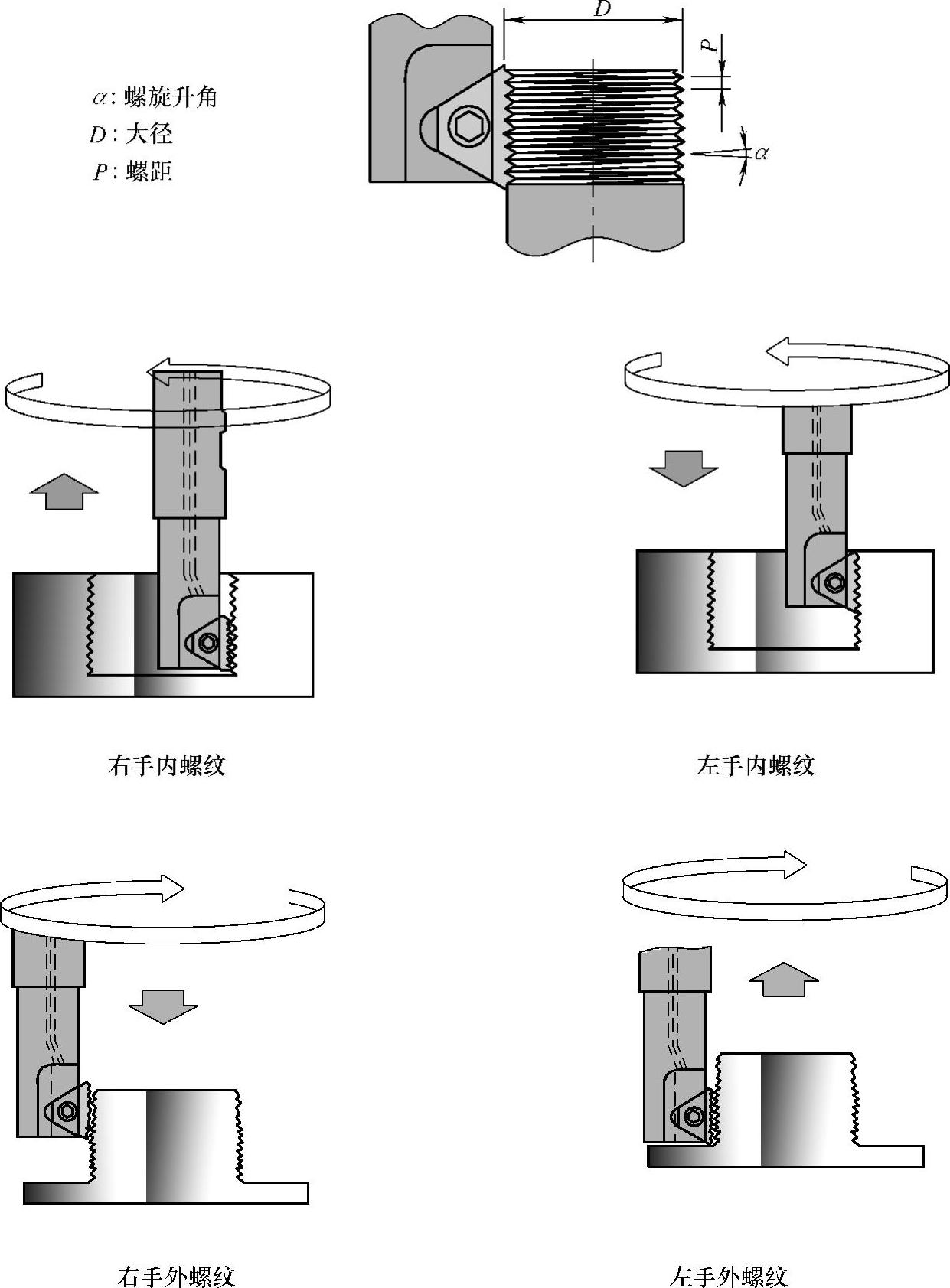
图5-31 螺纹铣削刀具运动方式
螺纹铣削广泛用于成批和大量生产的普通精度螺纹加工;对大规格螺纹,也可作为精密螺纹制造时的螺纹预加工,提高生产率;也可加工非旋转类或非对称零件的螺纹及盲孔且没有退刀槽螺纹加工。螺纹铣削优点是铣削螺纹时,可以一次成形;其次是一把螺纹铣刀可以加工不同直径的内螺纹和外螺纹及左旋螺纹和右旋螺纹;在加工盲孔螺纹时,螺纹深度可以到达孔底;螺纹铣削由于切削力小,可在小功率设备上一次成形加工出大螺纹,减少了设备空转时间和刀具更换次数;螺纹铣刀的成本远远低于丝锥和板牙,特殊复合涂层螺纹铣刀可以大大延长螺纹刀具的寿命。上述优点是螺纹铣削在实际加工中得到了广泛的应用。
螺纹铣刀片的型号主要表示刀片的牙型、螺距及尺寸和切削类型,图5-32所示为成都千木刀具螺纹铣刀片型号编制规则,图5-33所示为螺纹铣刀型号示例。
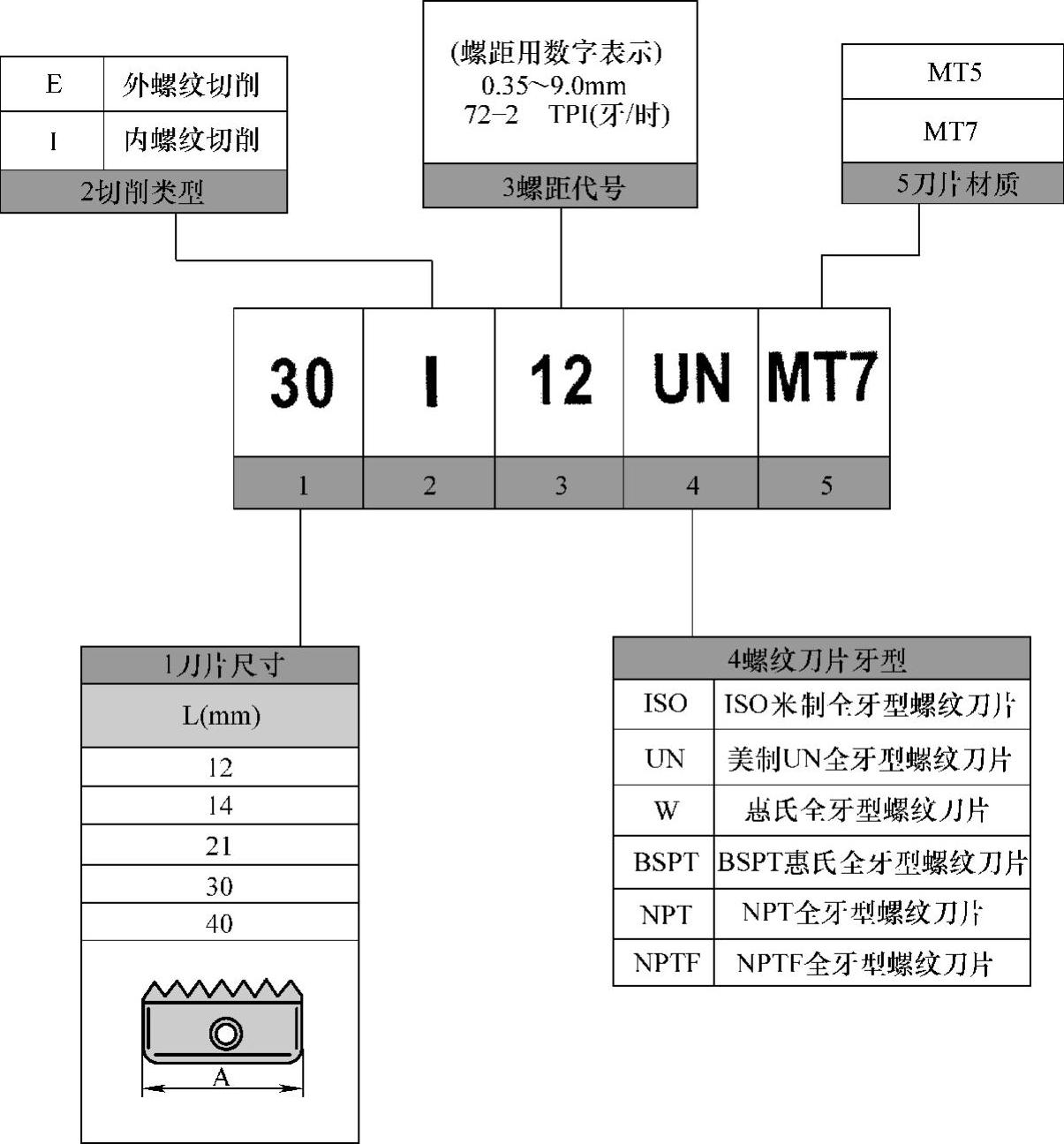
图5-32 成都千木刀具螺纹铣刀片型号编制规则
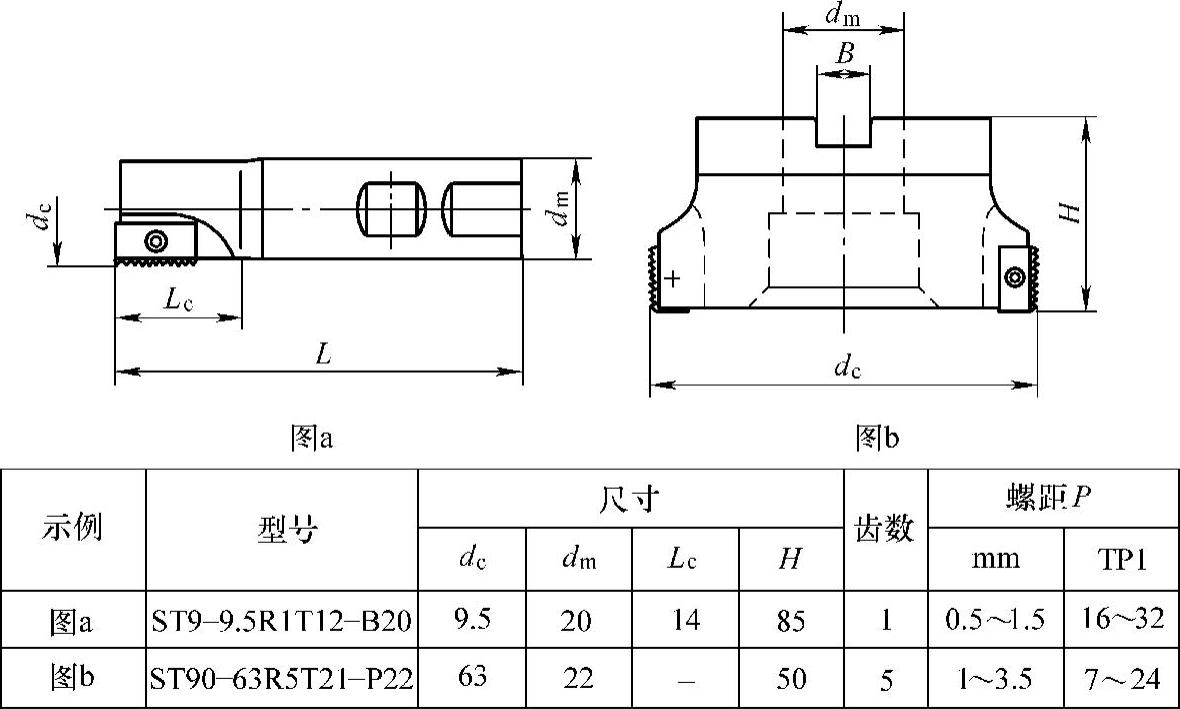
图5-33 成都千木刀具螺纹铣刀型号示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。