



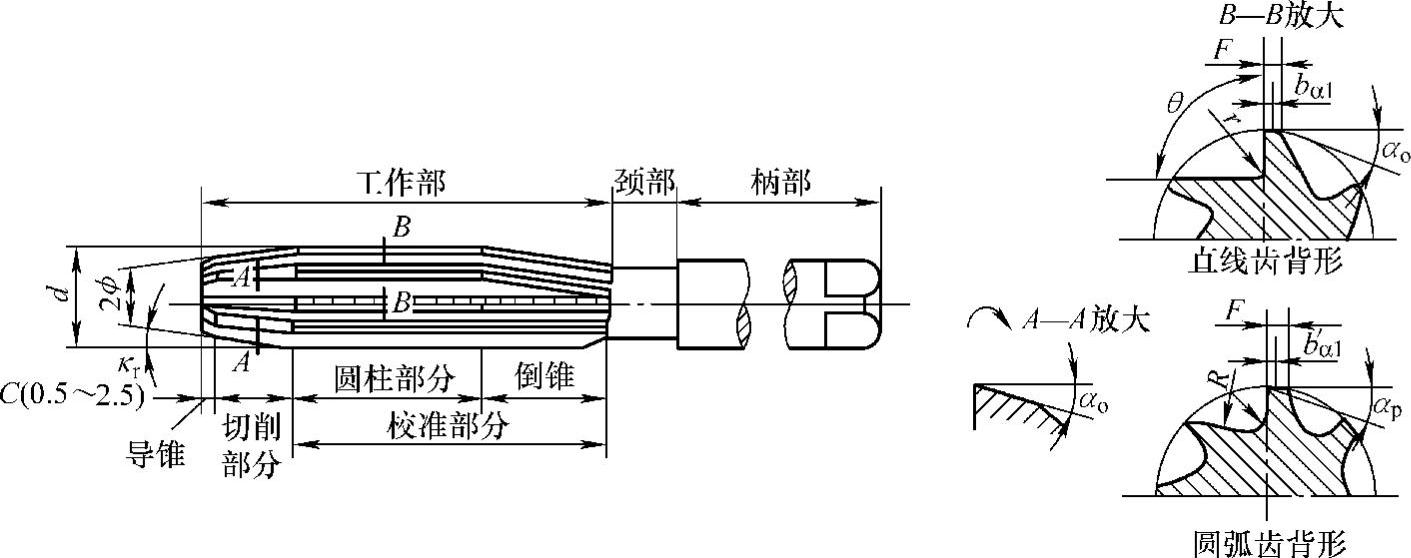
图6-34所示为铰刀的典型结构,它有刀体、颈部和刀柄所组成。刀体又可分为切削部分和校准部分。在刀体最前端有导锥,导锥顶角2ϕ=90°,即图6-34中C(0.5~2.5),其功能是便于将铰刀引入孔中和保护切削刃。切削部分为主偏角κr所形成的锥体,起主要的切削作用,主偏角κr的大小影响导向、切削厚度和径向与轴向切削力的大小。κr越小,轴向力越小、导向性越好,但切削厚度越小、径向力越大、切削锥部越长。一般手用铰刀κr=30′~1°30′;机用铰刀加工钢等韧性材料时κr=12°~15°,加工铸铁等脆性材料时κr=3°~5°;而加工不通孔用铰刀,为减少孔底圆锥部长取κr=45°。
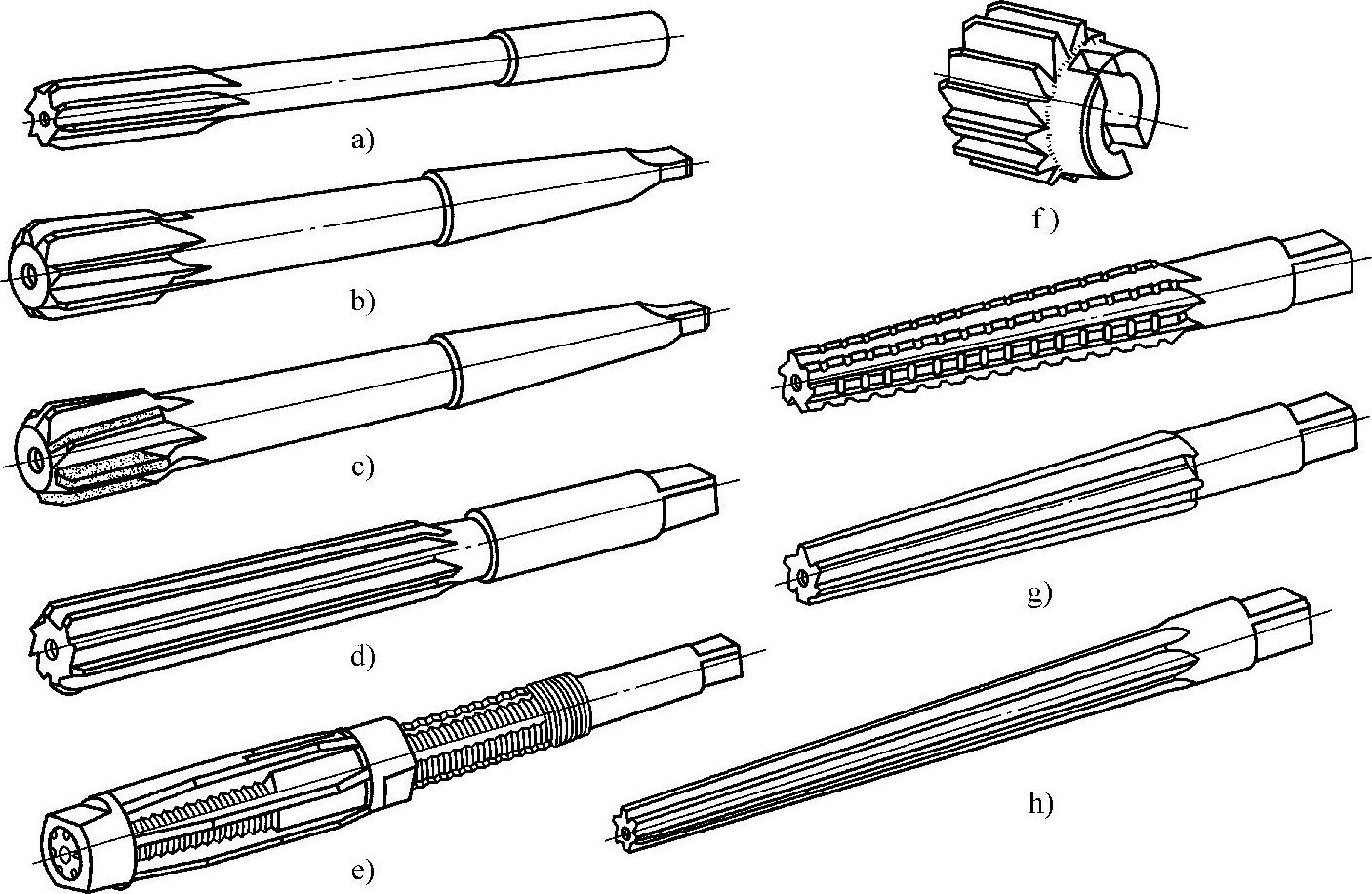
图6-33 铰刀基本类型
a)直柄机用铰刀 b)锥柄机用铰刀 c)硬质合金锥柄机用铰刀 d)手用铰刀 e)可调节手用铰刀 f)套式机用铰刀 g)直柄莫氏锥度铰刀 h)手用1∶50锥度销子铰刀
 (https://www.xing528.com)
(https://www.xing528.com)
图6-34 铰刀的结构组成和几何参数
校准部分其功能是校准、导向、熨压和刮光。为此,校准部分后面留有bα1=0.2~0.4mm的刃带,同时也为保证铰刀直径尺寸精度及各齿较小的径向圆跳动误差。为减轻校准部分与孔壁的摩擦和孔径扩大,校准部分的一段或全部制成倒锥形,其倒锥量为(0.005~0.006)/100。
由于铰孔余量很小,切屑很薄,前角作用不大,一般多取γo=0°。加工韧性高的金属时,为减小切屑变形也可取γo=5°~10°。铰刀的后角一般取αo=6°~8°。从切削厚度来看,好像后角应取再大一些,但是当后角取大时,切削部分与校准部分交接处(刀尖)的强度、散热条件变差,初期使用铰孔质量好,但刀尖很快钝化,加工质量反而降低,同时也使重磨量加大,故后角取较小值,而且后角取较小值有利于增加阻尼,避免振动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。