



1.插齿机种类
插齿机分类方法有许多种。
插齿机按其工件轴线的位置分为立式插齿机和卧式插齿机。立式插齿机又可分为工件(工作台)让刀和插齿刀(刀架)让刀两种。卧式插齿机又可分为单插齿刀和双插齿刀两种。
插齿机按其刀具形状分为齿条刀插齿机和圆盘刀插齿机两种。
从工件的加工类别,可分为普通插齿机、斜齿插齿机、齿条插齿机等。
从机床的加工效率、自动化程度及机床精度又可分为普通型、精密型、高速型、轻型、专用型、数控型等。
GB/T 15375—2008中规定了金属切削机床型号编制方法,其中插齿机属于齿轮加工机床类(代号Y)5组,组下各系别代号如下:1—插齿机(基本型);2—端面插齿机;3—非圆齿轮插齿机;4—万能斜齿插齿机;5—人宇齿轮插齿机;6—扇形齿轮插齿机;8—齿条插齿机。如Y51××表示插齿机(普通型),Y58××表示齿条插齿机。插齿机基本型号命名规则见表3-27。
表3-27 插齿机基本型号命名规则
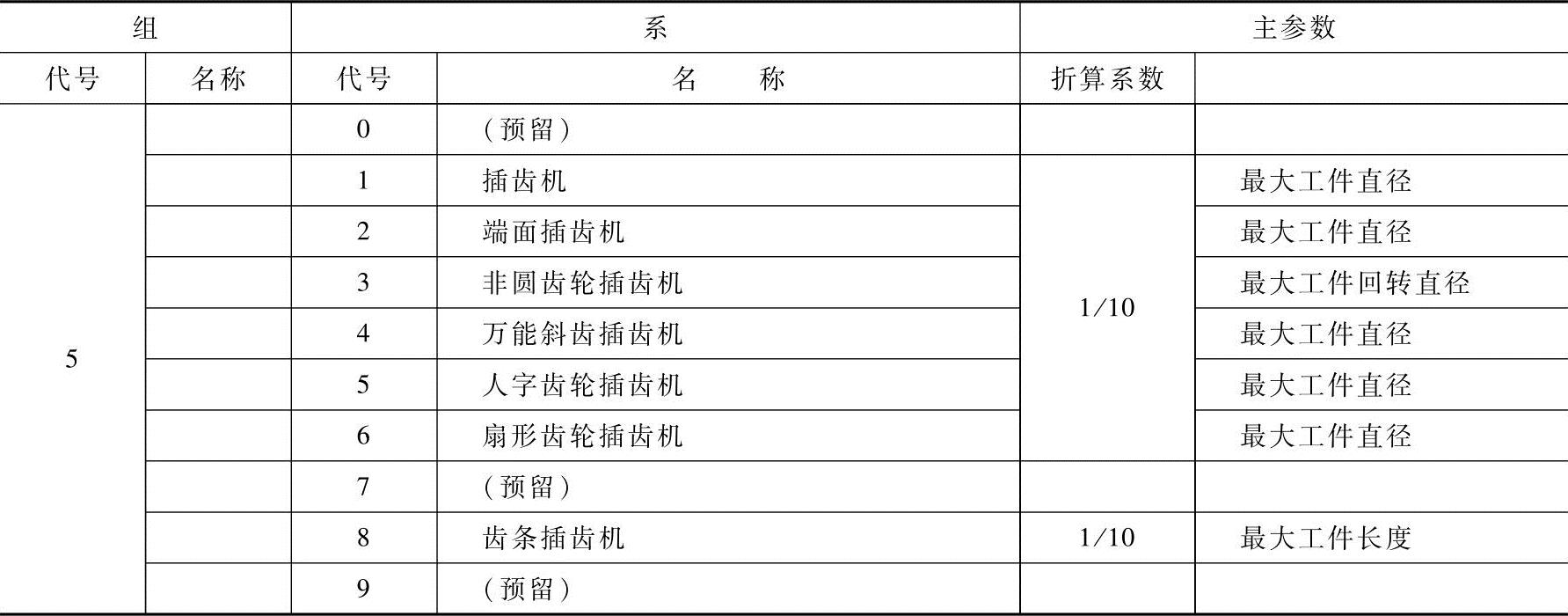
注:对插齿机“最大工件直径”一般指加工外齿轮的最大公称外径,加工内齿轮的实际直径要比公称参数大一些。
如果插齿机为精密型、高速型等,则分别在类别代号“Y”后标志宇母:M—精密型、S—高速型、Z—自动型、Q—轻型、K—数控型……,如YM51125表示加工直径规格为1250mm的精密插齿机、YK51125表示加工直径规格为1250mm的数控插齿机。
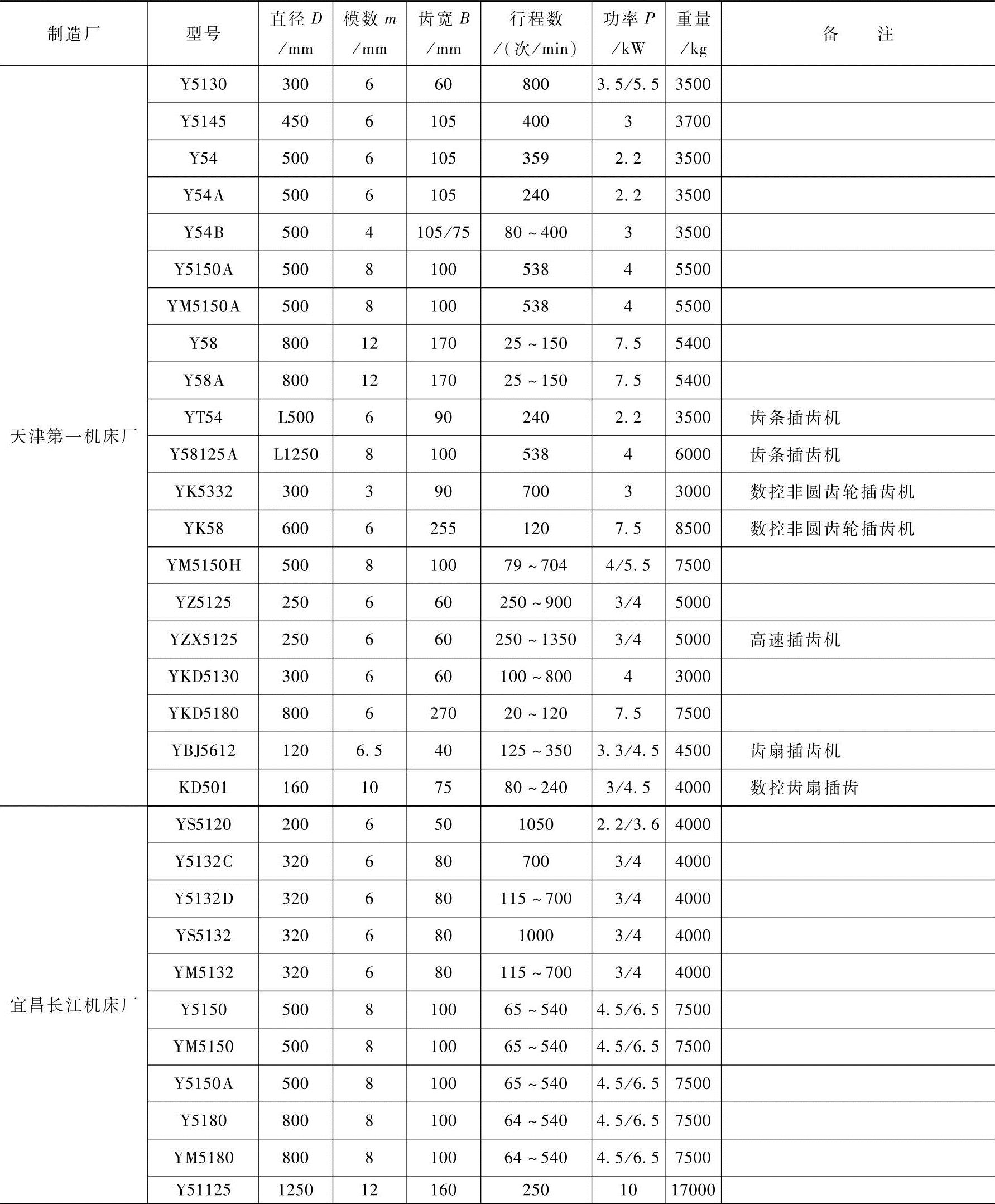
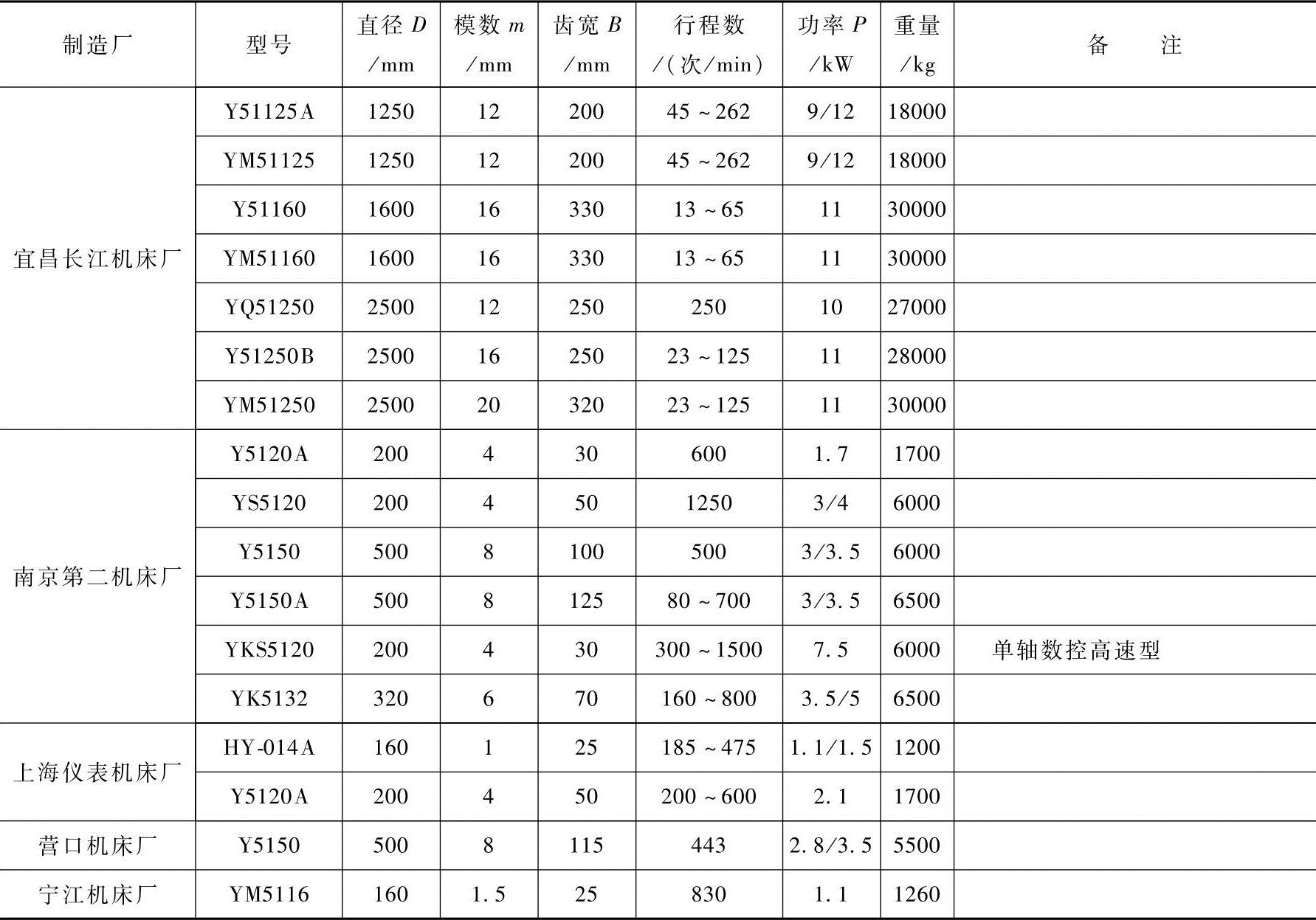
我国机床型号的编制是根据JB 1838—1976“金属切削机床型号编制方法”的规定进行的,早期生产的插齿机型号可能与以上规则不符,如Y52(俄5A12)、Y54、Y514(俄514),Y58(俄5A150)等。国内部分插齿机的型号和主要技术参数见表3-28。
表3-28 国内部分插齿机的型号和主要技术参数
(续)
2.插齿机的工作精度检验概况(https://www.xing528.com)
(1)普通插齿机
现行标准:GB/T 4686—2008《插齿机精度检验》。
试件材料:铸铁或45钢(正火)。
试件规格:直径≥公称规格的1/2~2/3;模数≥公称规格的2/3;宽度≥公称规格1/2;齿数由制造厂核定。
切削条件:AA级插齿刀,切削规范及其他条件由制造厂确定。
试件检验要求(GB/T 10095.1—2008):
① 齿距累积总偏差不超过6级精度许用值的120%。
② 单个齿距偏差不超过6级精度许用值的120%。
③ 螺旋线总偏差不超过6级精度许用值的84%。
(2)精密插齿机
现行标准:JB/T 8358.2—2006《精密插齿机第2部分:精度》。
试件检验要求(GB/T 10095.1—2008):
① 齿距累积总偏差不达到5级精度要求(普通插齿机允差的63%)。
② 单个齿距偏差达到6级精度要求(普通插齿机允差的80%)。
③ 螺旋线总偏差达到5级精度要求(普通插齿机允差的80%)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。