



1.插齿刀的选取与校验
插齿刀的选取是根据被加工工件的精度等级、并按被加工工件与所选用插齿刀在插齿过程中是否会产生插齿的根切或顶切现象进行校验后确定。
2.插齿刀的安装
(1)盘形、碗形、锥柄插齿刀的安装 安装插齿刀前,必须将插齿刀的内孔、支承端面及机床刀具主轴的配合部位擦拭干净,不应有脏物和锈斑。安装时,刀具主轴不要处在最低位置,并用手将刀具轻轻地装上主轴,切勿用别的东西敲击,以免损伤刀具或影响主轴的精度。
在安装盘形与碗形插齿刀时,上、下刀垫的两平面平行度为0.002mm,表面粗糙度Ra为1.25μm。如不用下刀垫也可直接用带肩的六角螺母,注意拧紧螺母时,不要用力过大,更不允许在专用扳手上加接长的套筒来加大力矩,以免使刀具主轴产生弯曲。
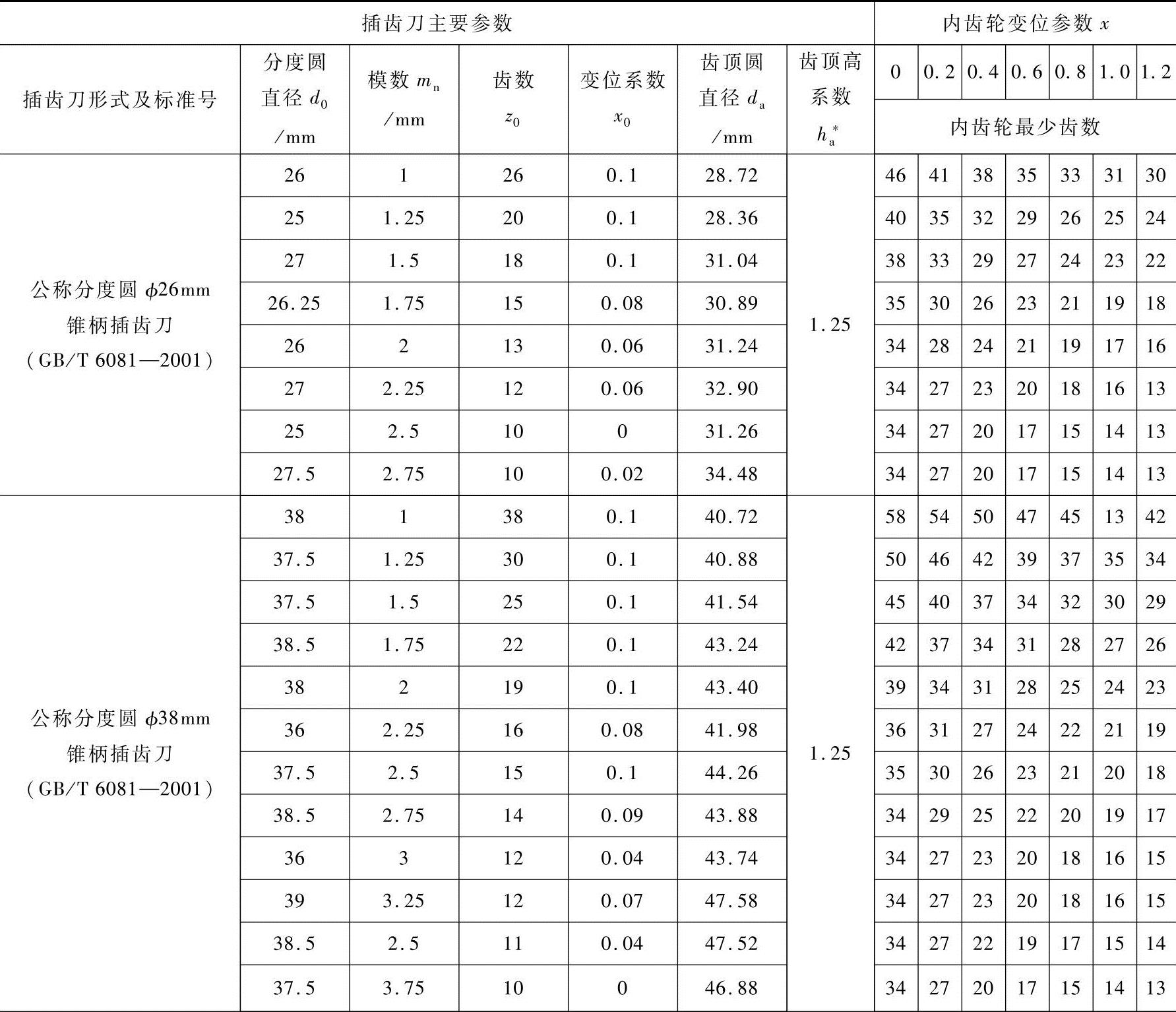
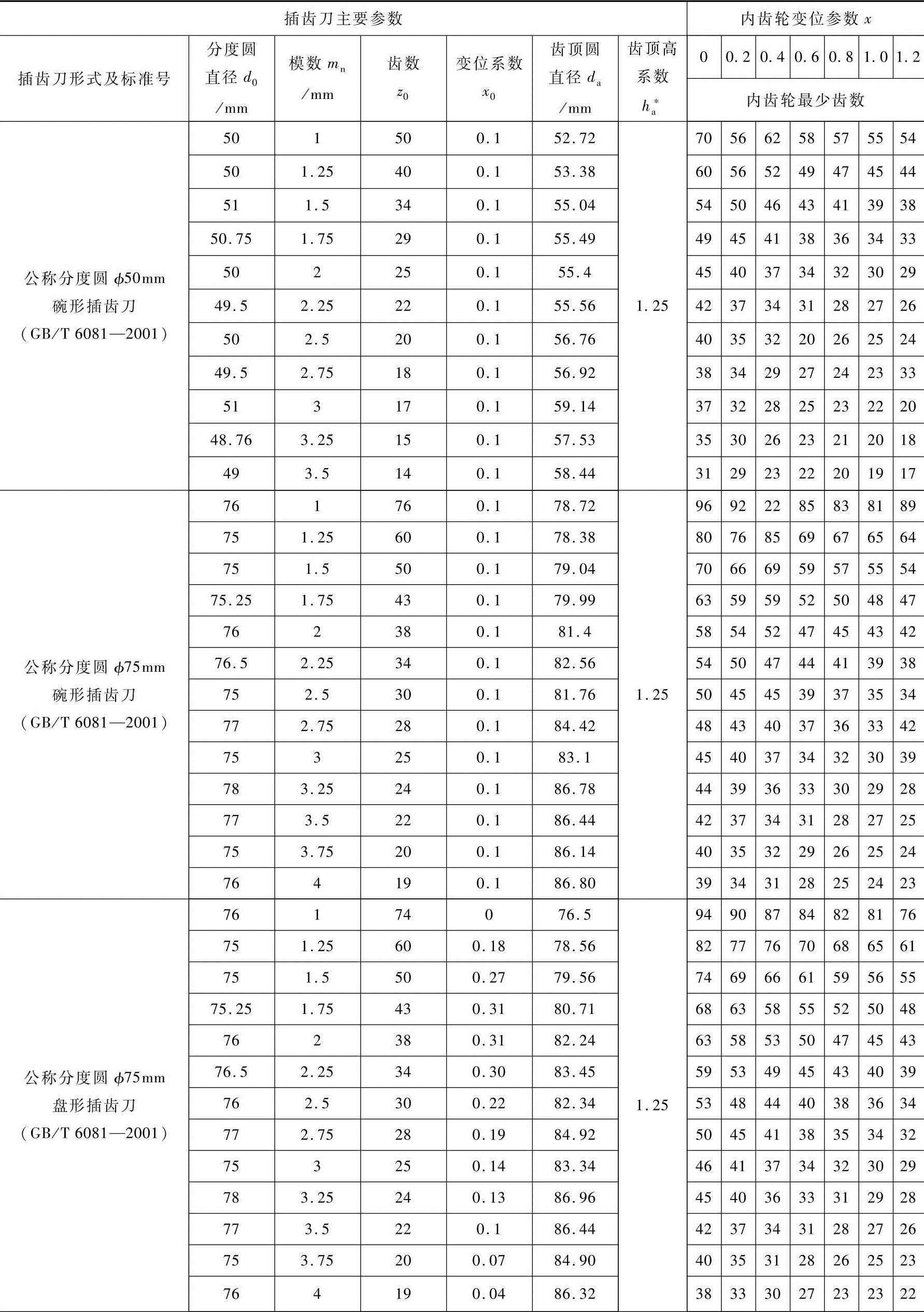
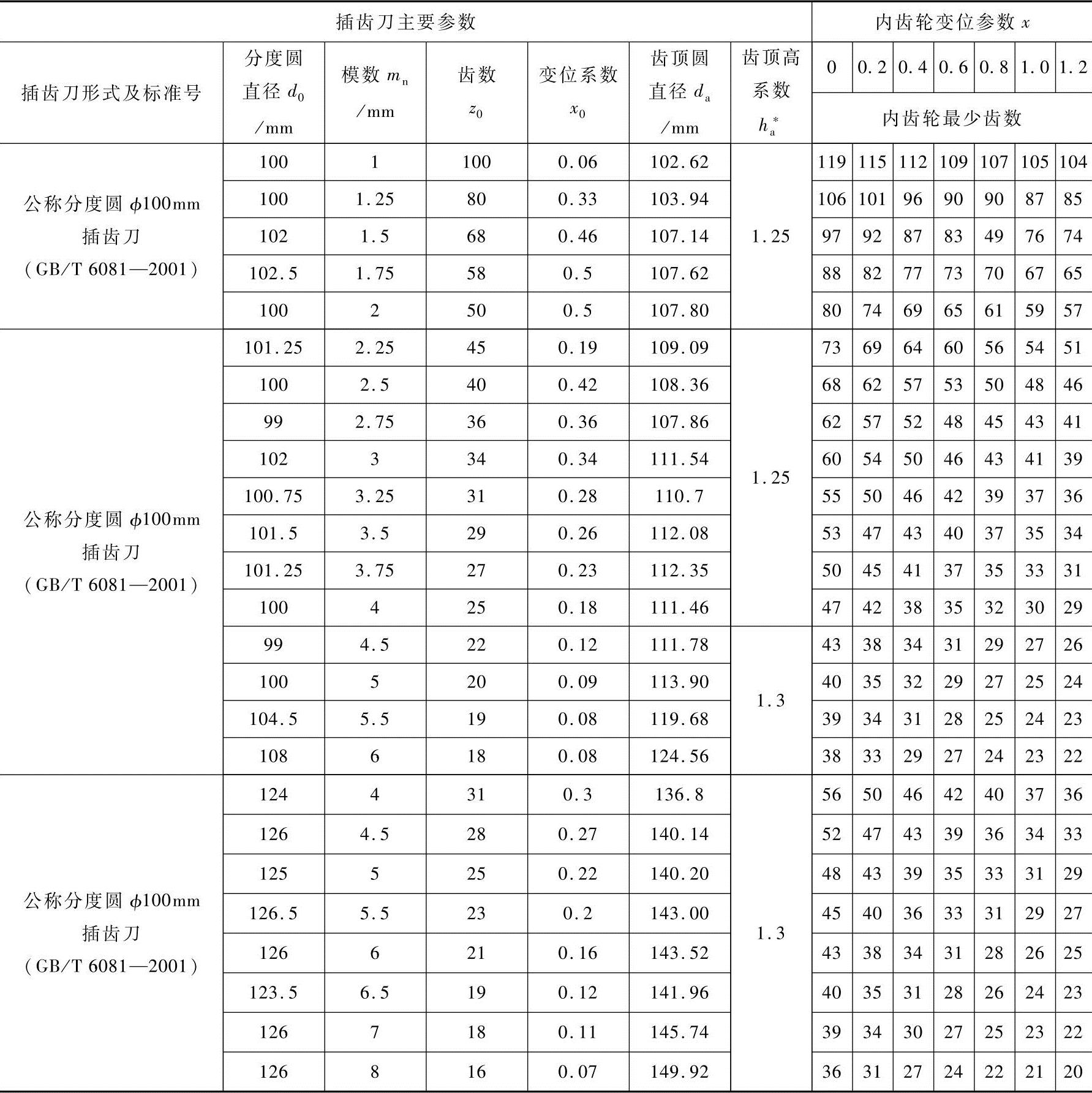
表3-37 插齿刀主要参数(α=20°)及可加工内齿轮工件最少齿数的限制
(续)
(续)(https://www.xing528.com)
在安装锥柄插齿刀时,先安装刀具的过渡套,才能安装锥柄插齿刀,并要在刀具下面(工作台面上)垫上一木块,且用扳手拨动偏心圆盘,使刀具主轴上、下移动,以施加适当的压力来压紧刀具即可。切忌用手锤或其他有损刀具的东西敲打。
(2)插齿刀安装后的检验 插齿刀安装后,应采用指示表检验其安装精度,如图3-8所示。
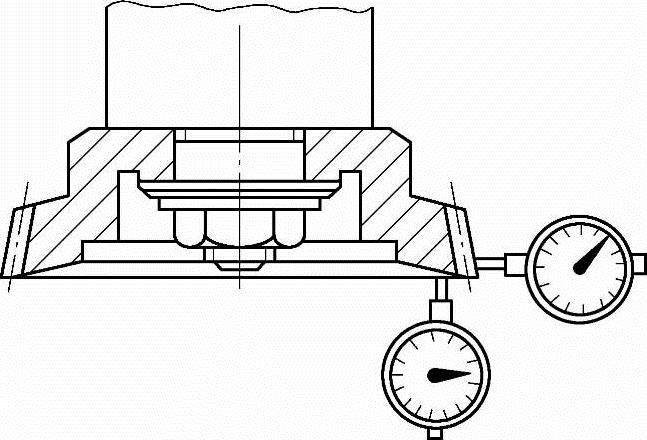
图3-8 插齿刀安装后的检验
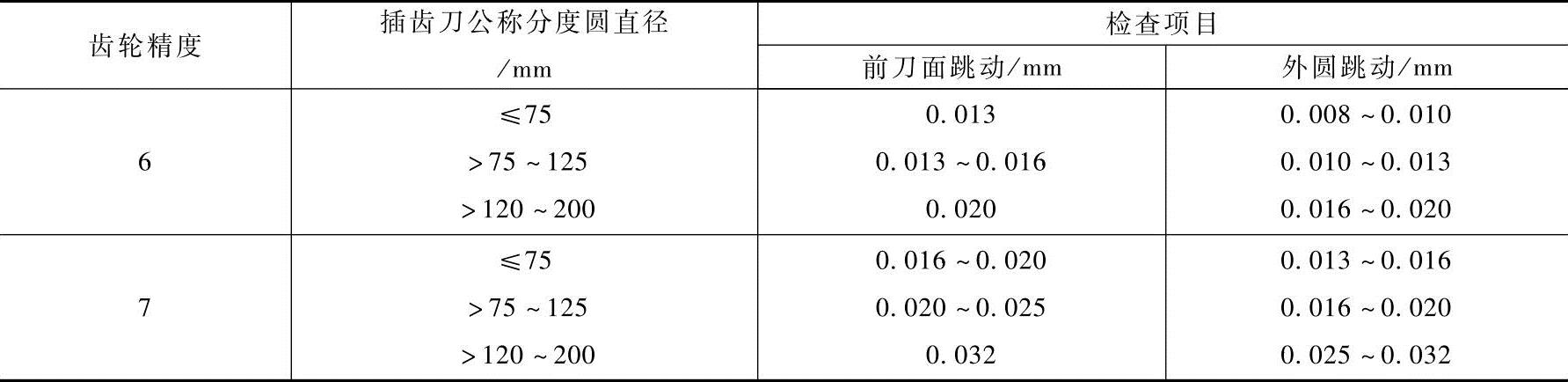
当插削一般精度齿轮时,如采用公称分度圆直径100mm、中等模数的盘形或碗形插齿刀时,安装后,应保证其前刀面的端面斜向圆跳动及齿顶圆跳动不大于0.025mm。当插削精度较高的齿轮时,则以上两项跳动应不大于0.01mm(其要求参见表3-38)。但当其安装精度超差时,应在跳动最高点上用粉笔做上标记,然后松开螺母,转动插齿刀进行调整,直至符合要求时为止。每次更换插齿刀都要重复进行检查。
表3-38 插齿刀安装要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。