



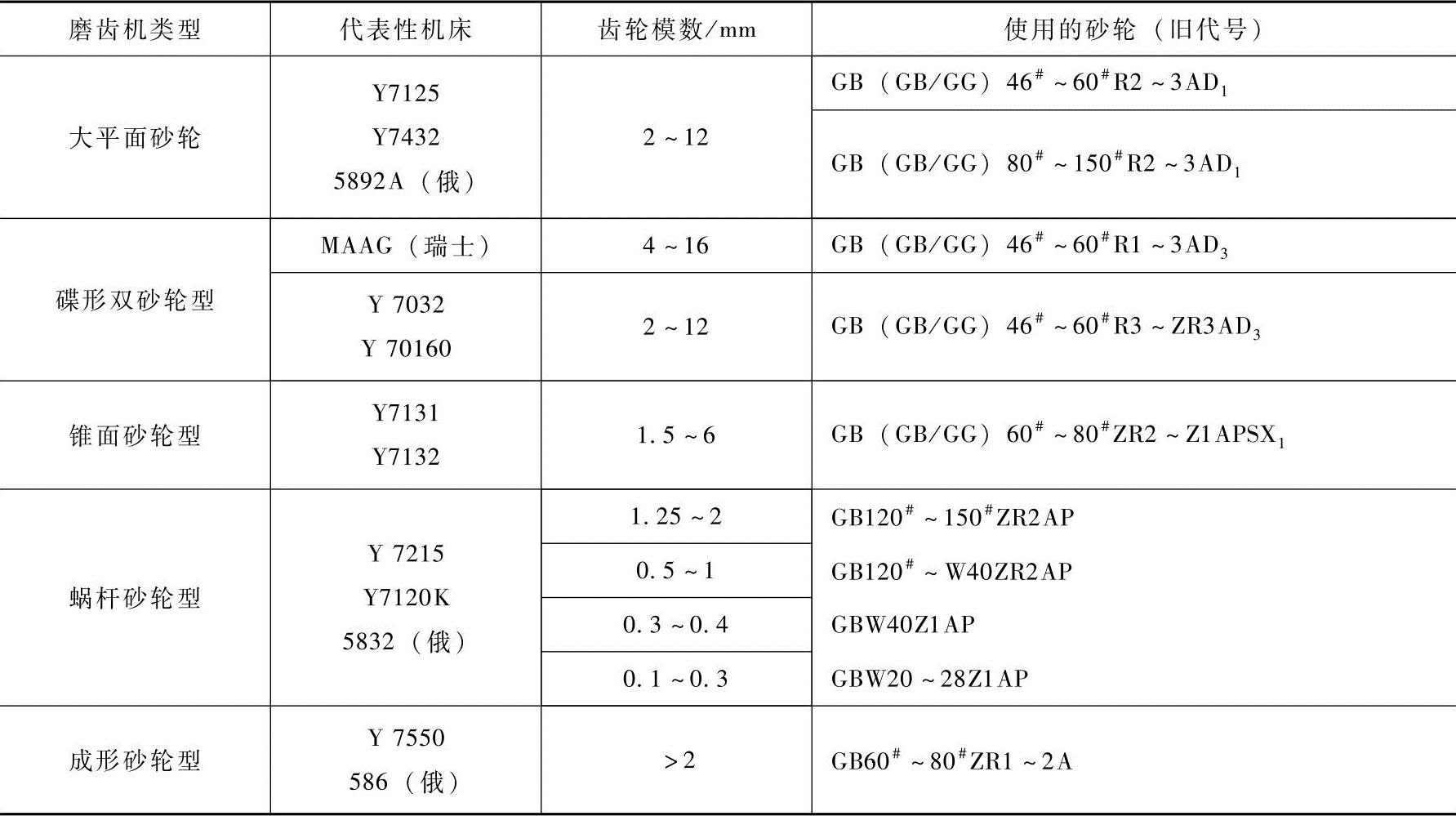
几种典型磨齿机使用的砂轮可参考表3-46。
表面粗糙度与砂轮粒度的近似关系参见表3-47。
表3-46 几种典型磨齿机使用的砂轮
注:1.刀的材料通常是W18Cr4V,淬火硬度63~66HRC,所以应用的磨料大多是白刚玉GB。表中的GB/GG是白刚玉和铬刚玉的混合磨料,它兼有两种磨料的优点,能获得较好的磨削效果。
2.表中的粒度、硬度有一个范围,可以照前面所说的选择原则,按工件材料、切削条件等选用,如精磨时粒度应比粗磨时细些,磨硬材料时砂轮选软些等。
3.用成形砂轮磨削时,砂轮与工件的接触面积大,发热大,容易造成烧焦,所以砂轮最好选得软些。但是软的砂轮磨损快,在磨削齿数多的齿轮时,会影响齿轮的精度。这是一个矛盾,所以选择砂轮硬度要综合各种因素来考虑。
4.干磨时(如大平面砂轮型、碟形双砂轮型等机床都是用干磨),散热条件较差,所以砂轮的硬度要软些,组织要松些,粒度要粗些。但是,粒度太粗,又可能使工件表面粗糙度达不到要求,这一点也要注意。(https://www.xing528.com)
5.锥面砂轮型磨齿机上,砂轮磨损后,不像碟形双砂轮那样可以自动补偿。同时,它又可以湿磨,散热条件较好。所以,选用的砂轮硬度可以比碟形双砂轮的稍硬一点,以免它很快磨损。
6.蜗杆砂轮磨小模数齿轮时,粒度要细(模数越小,粗度越细),硬度稍高并且砂轮的粒度和硬度要均匀,否则不容易保证齿形的精度。
7.磨齿机上使用的砂轮,必须经过仔细的平衡,否则磨削时会有振动,影响磨齿表面粗糙度。有些实验表明,大平面砂轮、锥面砂轮和碟形砂轮只要经过静平衡就可以了。而蜗杆砂轮,由于它的宽度大,最好要经过动平衡。例如,在莱斯豪威尔ZB型蜗杆砂轮磨齿机上磨削模数1.5mm、齿数80的齿轮,砂轮经静平衡后,磨出的齿形误差为4~7μm,而经过动平衡后,齿形误差可以减少到2~3μm。
表3-47 表面粗糙度与砂轮粒度的近似关系

注:GB/T 2481.1—1998中“F”粗磨粒粒度分为26个粒度号,即F4、F5、F6、F7、F8、F10、F12、F14、F16、F20、F22、F24、F30、F36、F40、F46、F54、F60、F70、F80、F90、F100、F120、F150、F180、F220(与GB/T 2477—1983中磨粒粒度4#~220#对应);GB/T 2481.2—1998中“F”微粉系列分为11个粒度号,即F230、F240、F280、F320、F360、F400、F500、F600、F800、F1000、F1200(磨粒粒度范围大致对应GB/T 2477—1983中W50
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。