



数控车床的基本功能包括准备功能(G功能)、辅助功能(M功能)、进给功能(F功能)、刀具功能(T功能)和主轴功能(S功能)等。
不同的数控车床,其基本准备功能也不尽相同,各有特点,但都应具备以下功能。
1.数控车床的基本准备功能
(1)直线插补功能
在数控车床上,使用G01 X××Z××指令可以控制刀具沿直线进行切削。利用该功能可加工内外圆柱面、圆锥面、切槽和倒角等,如图3-5所示。
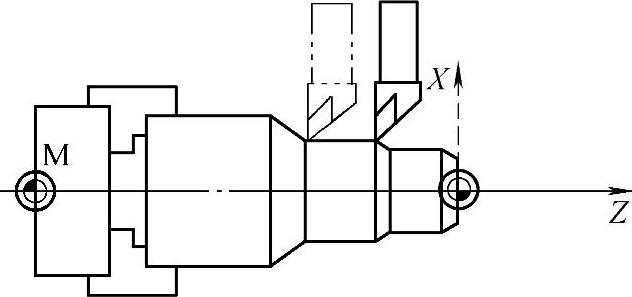
图3-5 数控车床直线插补功能
(2)圆弧插补功能
在数控车床中,圆弧插补功能控制刀具沿圆弧(G02/G03指令)进行切削,利用该功能可加工圆弧面和曲面(图3-6)。
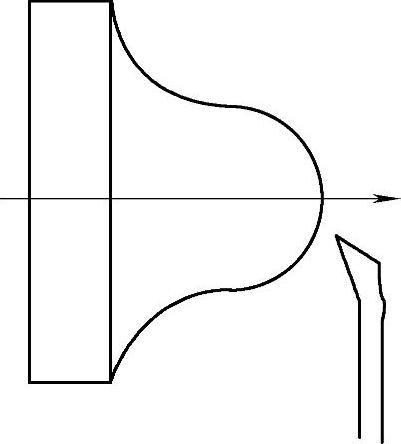
图3-6 数控车床圆弧插补功能
(3)固定循环功能
在数控车床的控制系统中,一般还固化了机床常用的一些功能,如粗加工、切螺纹、切槽、钻孔等固定循环功能,如图3-7所示。使用该功能可以简化零件加工程序的编写工作,并且降低编写程序的出错率。
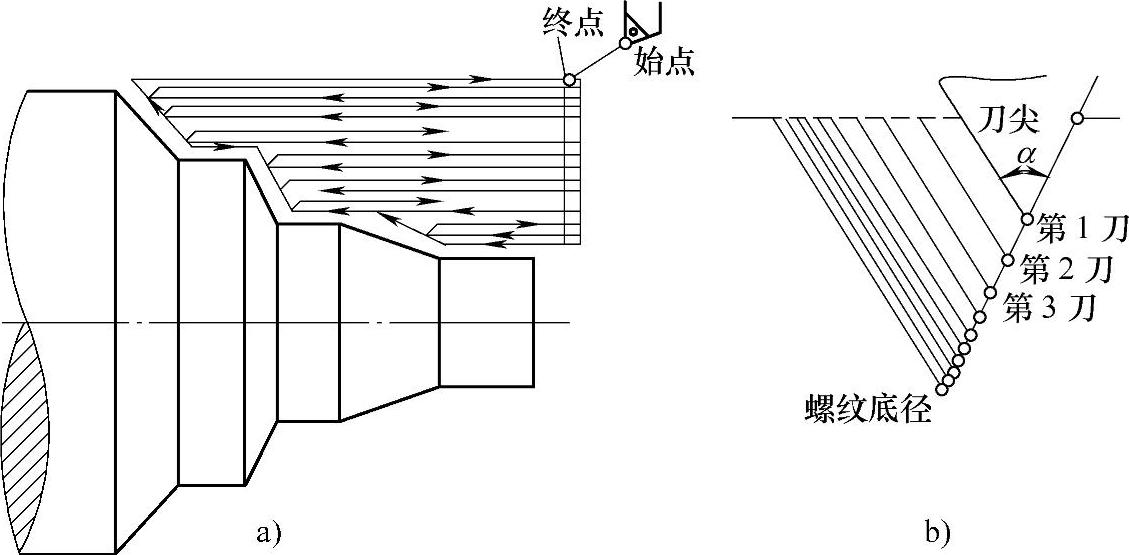
图3-7 数控车床固定循环功能
a)外径粗车循环 b)螺纹切削循环
(4)恒线速度车削
恒线速度车削是数控车床具有的一项特殊功能。具有该功能的数控车床,其加工程序中的S指令既可指定恒定转速(r/min),也可指定车削时的恒定线速度(m/min),即在车削时,其主轴转速随着车削直径的变化而自动变化,始终保持线速度为给定的恒定值。例如G96S16表示切削速度为16m/min;而G97 S1200则表示取消G96,主轴转速为1200r/min。通过控制主轴转速来保持切削点处的切削速度恒定,进而可获得一致的加工表面质量。
(5)刀尖半径自动补偿功能
如图3-8所示,现代数控车床一般都可对刀具运动轨迹进行刀尖半径补偿。使用该功能可在编程时不考虑刀尖半径,直接按零件轮廓进行编程,从而使编程变得方便简单,并且零件的尺寸精度也容易保证。
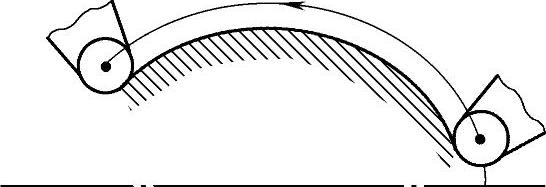
图3-8 数控车床刀尖半径自动补偿功能(https://www.xing528.com)
2.数控车床的辅助功能
辅助功能也称M功能,用以控制数控机床中的辅助装置的开关动作或状态。M功能代码常因数控系统生产厂家及机床结构的差异和规格的不同而有所差别。
基本一致的M功能有:
M00:程序停止。
M01:计划停止。
M02/M30:程序结束。
M03:主轴顺时针方向旋转。
M04:主轴逆时针方向旋转。
M05:主轴停止旋转。
M06:换刀。
M07/M08:2号/1号切削液开。
M09:切削液关。
3.数控车床的进给功能
数控车床的进给功能是指在切削零件时,用指定的速度来控制刀具运动(移动)和切削速度的功能,也称F功能。对于数控车床,其进给的方式可以分为每分钟进给和每转进给两种。
每分钟进给:即刀具每分钟走的距离,单位为mm/min。其与车床转速大小无关,并且进给进度不随主轴转速的变化而变化。
每转进给:即车床主轴每转一圈,刀具向进给方向移动的距离,单位为mm/r,即主轴每转一圈时刀具的进给量。其用F后续的数值直接指令,如G95 F0.3表示主轴每转一圈,刀具向进给方向移动0.3mm。其进给速度随主轴的变化而变化的。
对于F功能数值的指定范围,要参照机床系统说明书中所规定的数值范围进行设定,不可超出指定的范围。
4.刀具功能(T功能)
使用数控车床的刀具功能可以对多把刀具进行类型、补偿等的设定。使用和管理好刀具也是数控车床发挥作用的有力保障。
5.主轴功能(S功能)
普通数控车床的主轴功能包括主轴的起动、停止和转速选择等内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。