



一、知识点分析
锉削是用锉刀对工件表面进行锉削加工,使工件达到所要求的尺寸、形状和表面质量的加工方法。锉削一般是在錾削和锯削之后对工件进行的精度较高的加工,其加工后的尺寸公差可达0.01mm,表面粗糙度值可达Ra0.8μm。
锉削的应用范围很广,在维修工作中或在单件小批量生产条件下可对一些形状较复杂的工件进行加工,如锉削平面、曲面、外表面、内孔、沟槽和各种复杂表面等;制作工具、模具和样板;对装配过程中的个别零件做最后修整,去毛刺、倒角、倒圆等。锉削加工简便、经济,可以加工一些不适宜用机械加工方法来加工的表面。
二、工具的认识和使用
钳工锉削加工用的刀具为锉刀。
1.锉刀的组成
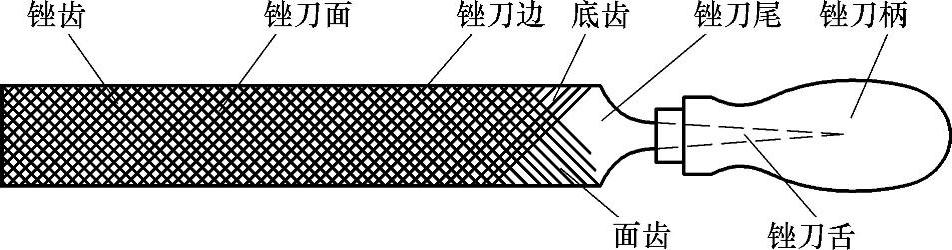
图1-18 锉刀的结构
锉刀是用高碳工具钢T12、T13或T12A等制成的,经热处理后达到使用硬度要求。锉刀的结构如图1-18所示。
(1)锉刀面 锉刀面是锉刀的主要工作面,在纵长方向上呈凸弧形,前端较薄,中间较厚,上下两面都制有锉齿,便于进行锉削。
(2)锉刀边 锉刀边是锉刀的两个侧面窄边,有的边没有齿,有的边有齿,没有齿的一边称为光边,在锉削内直角的一个面时,不会碰伤另一相邻的面。
(3)锉刀舌 锉刀舌是锉刀的尾部,用来装木质的锉刀柄,并在安装孔的外部套上铁箍。
(4)锉刀尾 锉刀尾是锉刀上没有齿的一端,它和锉刀舌相连。
(5)锉刀柄 锉刀柄是装在锉刀舌上的木质手柄,便于锉削时用力,它的一端装有铁箍,防止锉刀柄劈裂。
锉刀面上有无数个锉齿,锉削时每个锉齿都相当于一把刀具在对材料进行切削加工。根据锉齿图案的排列方式,锉刀有单齿纹和双齿纹两种,如图1-19所示。单齿纹指锉刀上只有一个方向上的齿纹,锉削时全齿宽同时参与切削,切削力大,常用于锉削较软的材料。双齿纹指锉刀上有两个方向排列的齿纹,齿纹浅的称为底齿纹,主要起分屑作用,齿纹深的称为面齿纹,主要起切削作用,底齿纹和面齿纹的方向和角度不一样,锉削时能使每一个齿的锉痕交错而不重叠,使锉削表面粗糙度值小。釆用双齿纹锉刀锉削时,锉屑是碎断的,切削力小,锉削强度高,常用于锉削较硬的材料。

图1-19 锉刀的齿纹
a)单齿纹 b)双齿纹
2.锉刀的种类和规格
(1)锉刀的种类 钳工所用的锉刀按用途不同可分为钳工锉、异形锉和整形锉三类。
1)钳工锉。钳工锉按其断面形状不同,分为平锉、方锉、三角锉、半圆锉和圆锉,如图1-20所示。它用于加工金属零件的各种表面,加工范围广。
2)异形锉。异形锉有弯的和直的两种,按断面形状分为刀口锉、菱形锉、扁三角锉、椭圆锉和圆肚锉等,如图1-21所示。它用于锉削工件上的特殊表面。

图1-20 钳工锉
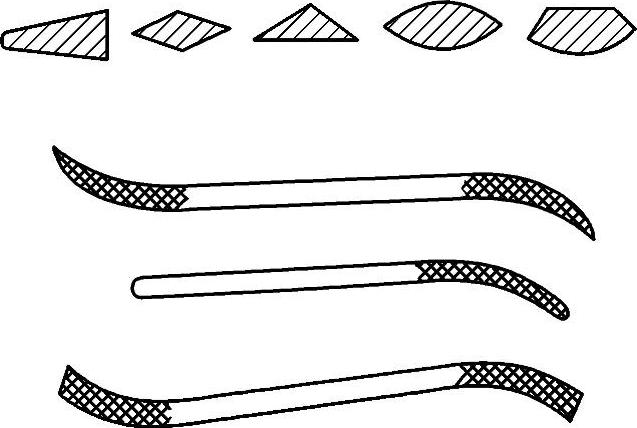
图1-21 异形锉
3)整形锉。整形锉通常以多把不同断面形状的锉刀组成一组,一般以5把、6把、8把、10把、12把为一组,主要用于修整工件上的细小部分,如图1-22所示。
(2)锉刀的规格 锉刀的规格分为尺寸规格和锉齿的粗细规格。
不同锉刀的尺寸规格用不同的参数表示。圆锉刀的尺寸规格用直径表示;方锉刀的尺寸规格用方形尺寸表示;其他锉刀的尺寸规格则用锉身长度表示。钳工常用的锉刀,其锉身长度有100mm、125mm、150mm、200mm、250mm、300mm、350mm和400mm等几种。
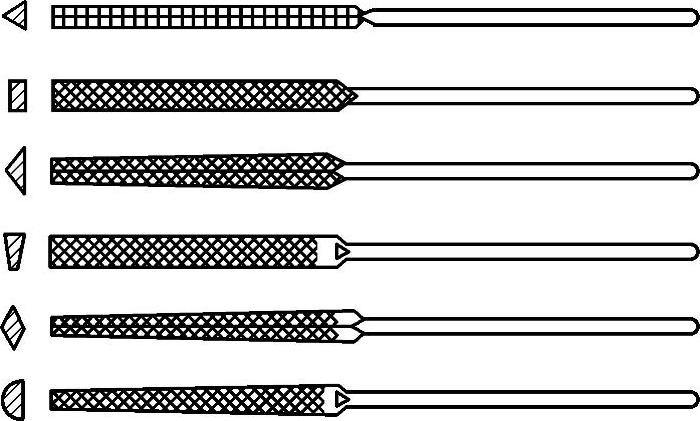
图1-22 整形锉
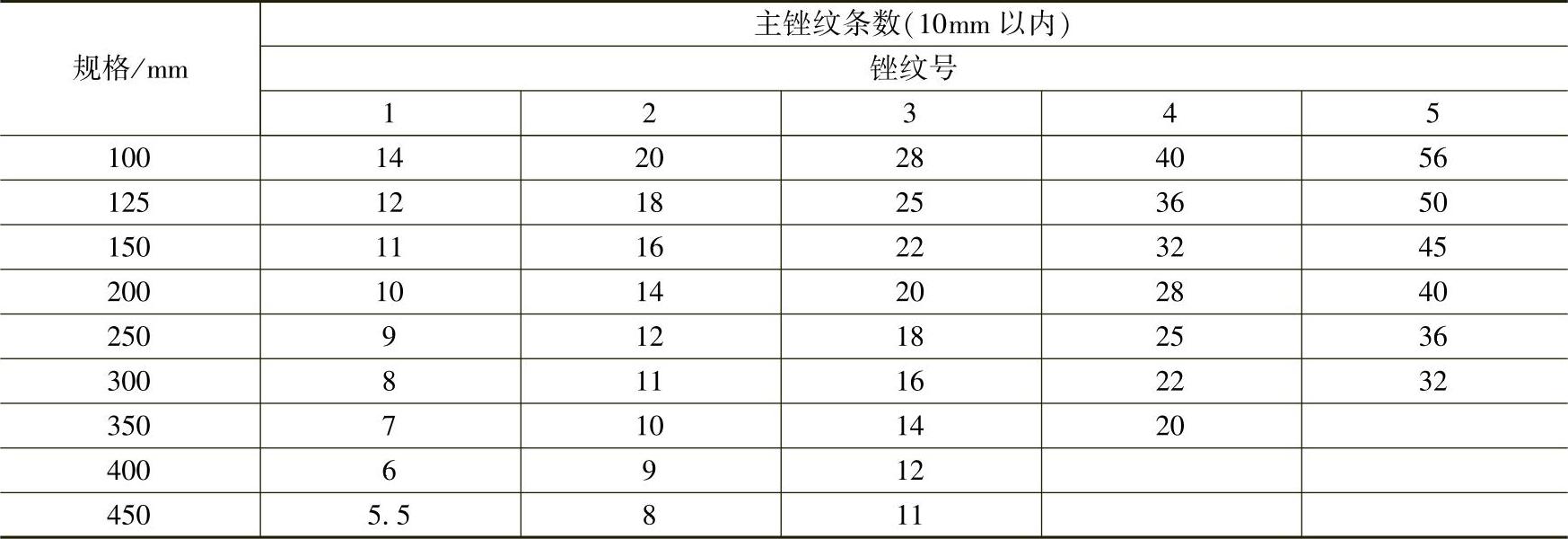
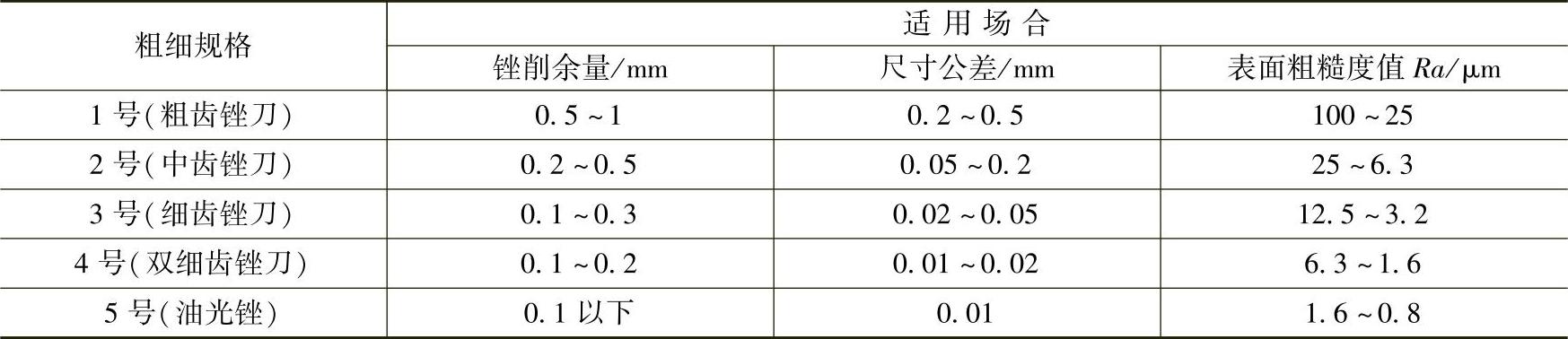
锉齿的粗细规格是以锉刀每10mm轴向长度内的主锉纹条数来表示的,见表1-1。主锉纹指锉刀上两个方向排列的深浅不同的齿纹中,起主要锉削作用的齿纹。起分屑作用的另一个方向的齿纹称为辅助齿纹。
表1-1 锉齿的粗细规格
3.锉刀的选择(https://www.xing528.com)
每种锉刀都有一定的用途。锉刀选用得是否合理,对工件加工质量、工作效率和锉刀的使用寿命等都有很大的影响。通常应根据被锉削工件的表面形状、尺寸大小和精度、材料性质、加工余量以及表面质量等要求来选用锉刀的形状和规格。
锉刀断面形状及尺寸应与工件被加工表面的形状和大小相适应,如图1-23所示。
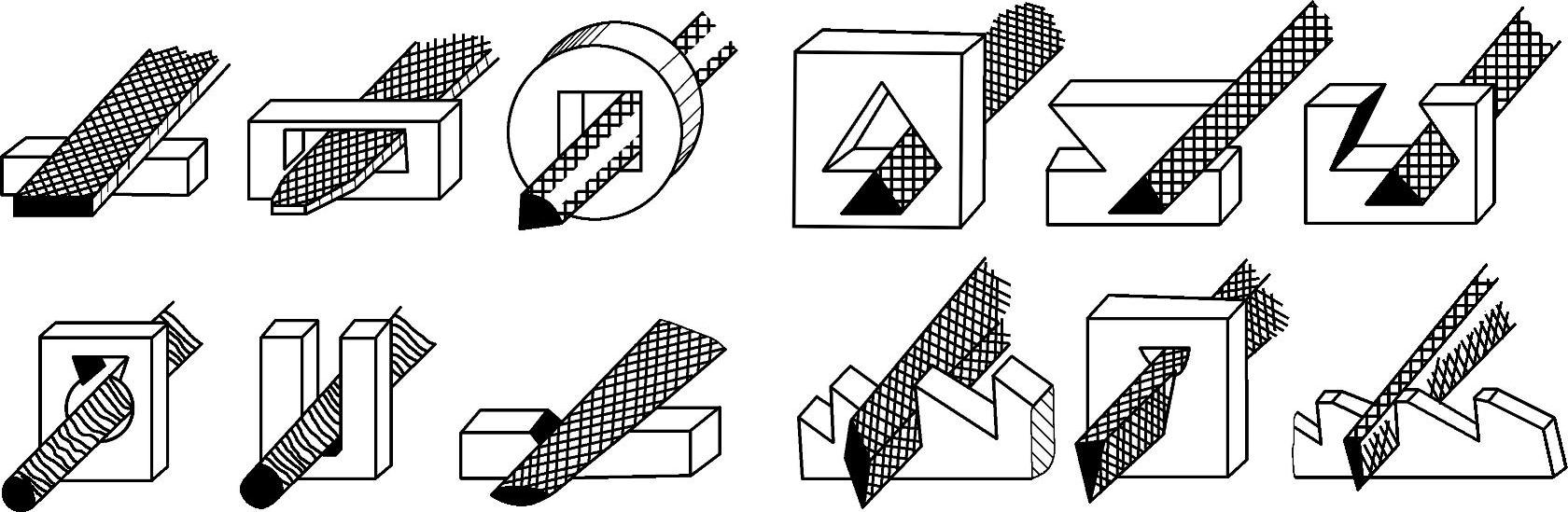
图1-23 不同加工表面使用的锉刀
锉刀的粗细规格决定于工件材料的性质、加工余量的大小、加工精度和表面质量的高低。粗锉刀齿距较大不易堵塞,用于锉削铜、铝等软金属及加工余量大、精度低和表面粗糙的工件;细锉刀用于锉削钢、铸铁以及加工余量小、精度要求高和表面质量较高的工件;油光锉则用于最后修光工件表面。锉刀粗细规格的选用见表1-2。
表1-2 锉刀粗细规格的选用
三、能力掌握
1.工件的装夹
工件应尽量夹持在台虎钳钳口宽度方向的中间;装夹要稳固,夹紧力适当,以防止工件变形;锉削面应靠近钳口,以防止锉削时产生振动;夹紧形状不规则的工件、已加工表面或精密工件时,要加适当的衬垫,常用铜皮或铝皮,防止损伤工件表面。
2.锉削方法
锉削时要保持正确的操作姿势和锉削速度。锉削速度一般为40次/min左右。锉削时两手用力要平衡,回程时不要施加压力,以减少锉齿的磨损。
(1)平面的锉削方法 平面的锉削方法有顺向锉法、交叉锉法和推锉法三种,如图1-24所示。
1)顺向锉法。顺向锉法锉刀的运动方向与工件的夹持方向始终一致,在锉宽平面时,每次退回锉刀时应在横向做适当的移动。顺向锉法的锉纹整齐一致,比较美观,是一种基本的锉削方法,在一般不太大的平面或精锉时都用这种方法,如图1-24a所示。
2)交叉锉法。交叉锉法锉刀的运动方向与工件的夹持方向成30°~40°,且锉纹交叉。由于锉刀与工件的接触面大,容易掌握锉刀的平稳性,同时从锉痕上可以判断出锉削面的高低情况,表面容易锉平,一般适用于粗锉,如图1-24b所示。
3)推锉法。推锉法用两手对称横握锉刀,用大拇指推动锉刀,顺着工件长度方向进行锉削,一般用来锉削狭长平面,如图1-24c所示。
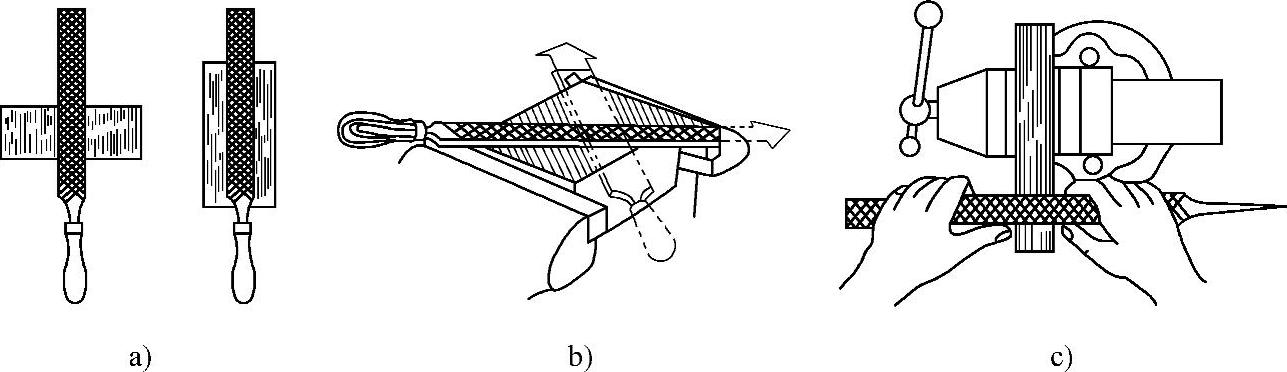
图1-24 平面的锉削方法
a)顺向锉法 b)交叉锉法 c)推锉法
(2)曲面的锉削方法 工件上的有些曲面用机械加工比较困难时,如凹凸曲面模具、曲面样板以及凸轮轮廓曲面等的加工,可以采用钳工锉削的方法。最基本的曲面是单一的外圆弧面和内圆弧面。下面介绍几种常见曲面的锉削方法。
1)外圆弧面的锉削。锉削外圆弧面通常采用平锉,一般可以采用顺向锉削或横向锉削,如图1-25所示。
顺向锉削指锉削时,锉刀要同时完成两个运动,一个是前进运动,一个是绕工件圆弧中心的转动,如图1-25a所示。顺向锉削一般用于加工余量不大的或要求精加工的圆弧面。
横向锉削指锉削时,锉刀做直线运动,并不断随圆弧面移动,如图1-25b所示。由于横向锉削加工时易在弧面产生多边形,所以一般用于加工余量较大的圆弧面的粗加工,精加工时再改为顺向锉削,以达到精度要求。
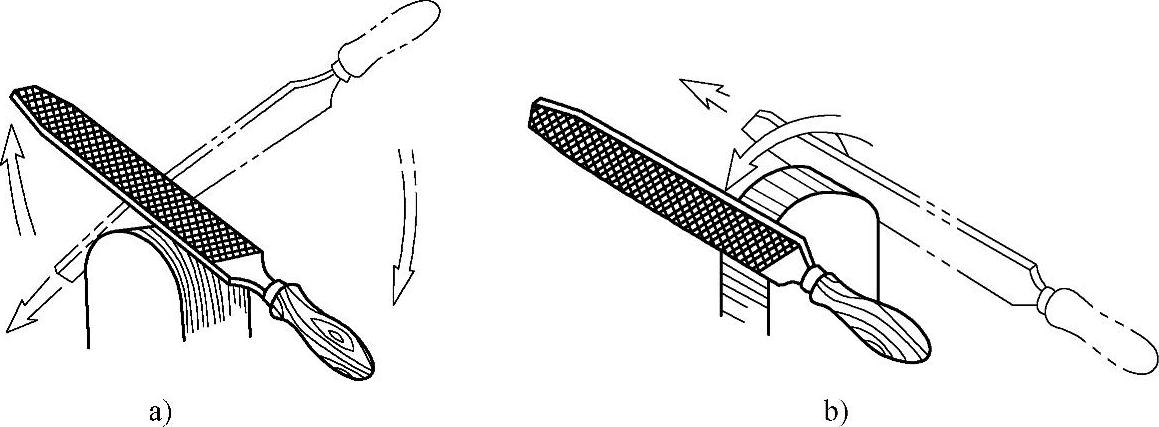
图1-25 外圆弧面的锉削
a)顺向锉削 b)横向锉削
2)内圆弧面的锉削。锉削内圆弧面通常可采用圆锉或半圆锉,锉刀要同时完成前进运动、顺着圆弧面向左或向右的移动和绕锉刀中心线的转动(按顺时针或逆时针方向转动)。三种运动要同时进行完成复合运动,才能锉好内圆弧面,如图1-26所示。
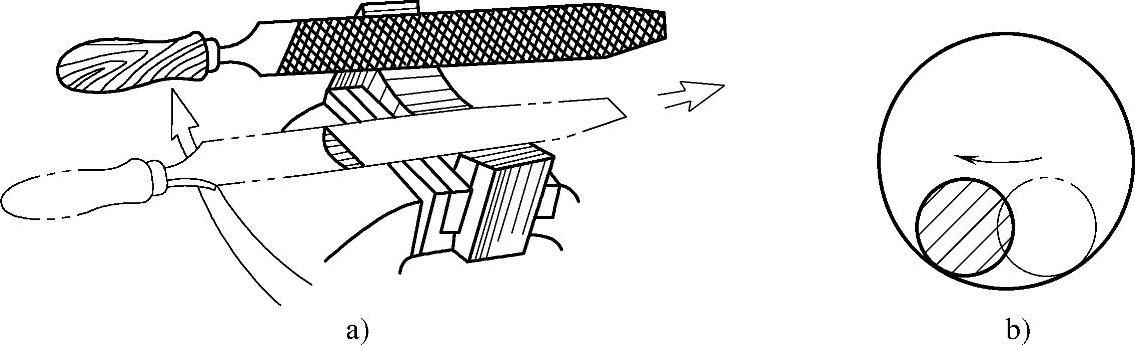
图1-26 内圆弧面的锉削
a)用半圆锉锉削内圆弧面 b)用圆锉锉削内圆弧面
3)球面的锉削。锉削球面通常也可以采用平锉,锉刀要同时完成前进运动、绕球面球心的转动和沿圆周表面的移动,如图1-27所示。
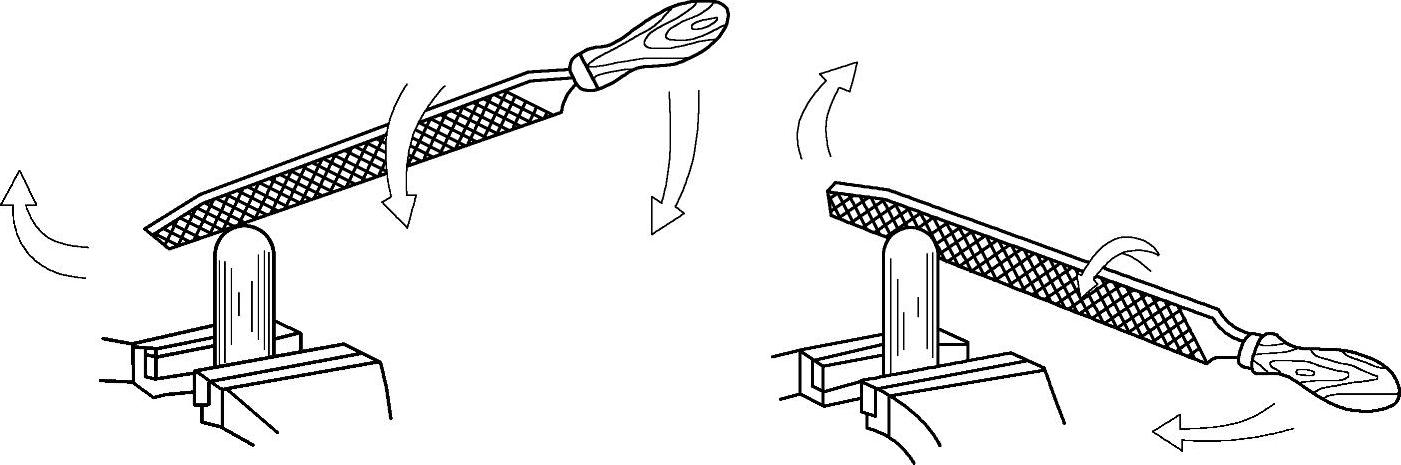
图1-27 球面的锉削
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。