



切削时工件材料抵抗刀具切削所产生的阻力称为切削力。切削力是一对大小相等、方向相反、分别作用在工件和刀具上的作用力与反作用力。切削力来源于工件的弹性变形与塑性变形抗力、切屑与前刀面及工件与后刀面的摩擦力,如图4-35所示。
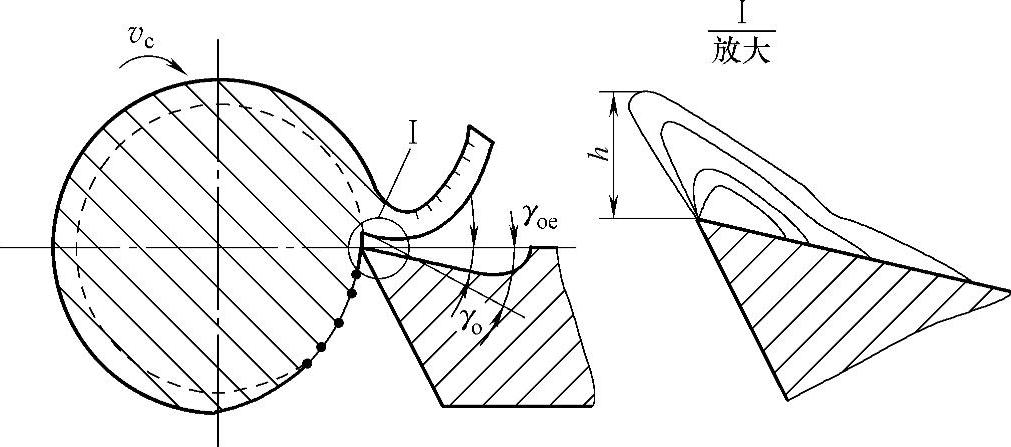
图4-34 积屑瘤
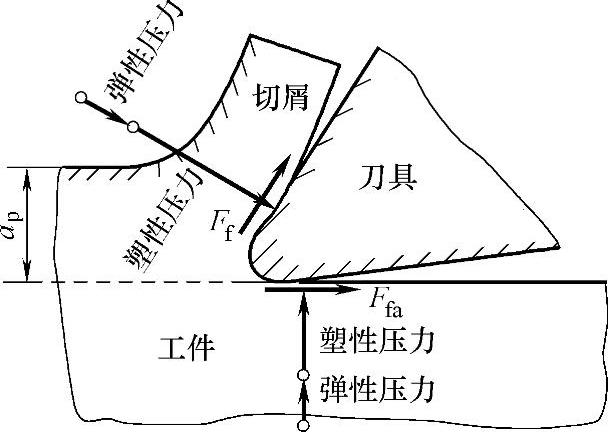
图4-35 切削力的来源
(1)切削力的分解 切削力一般指工件、切屑对刀具多个力的合力。为了设计与测量方便,通常将此合力分解成主运动方向、进给运动方向和切削深度方向几个互相垂直的分力,如图4-36所示。
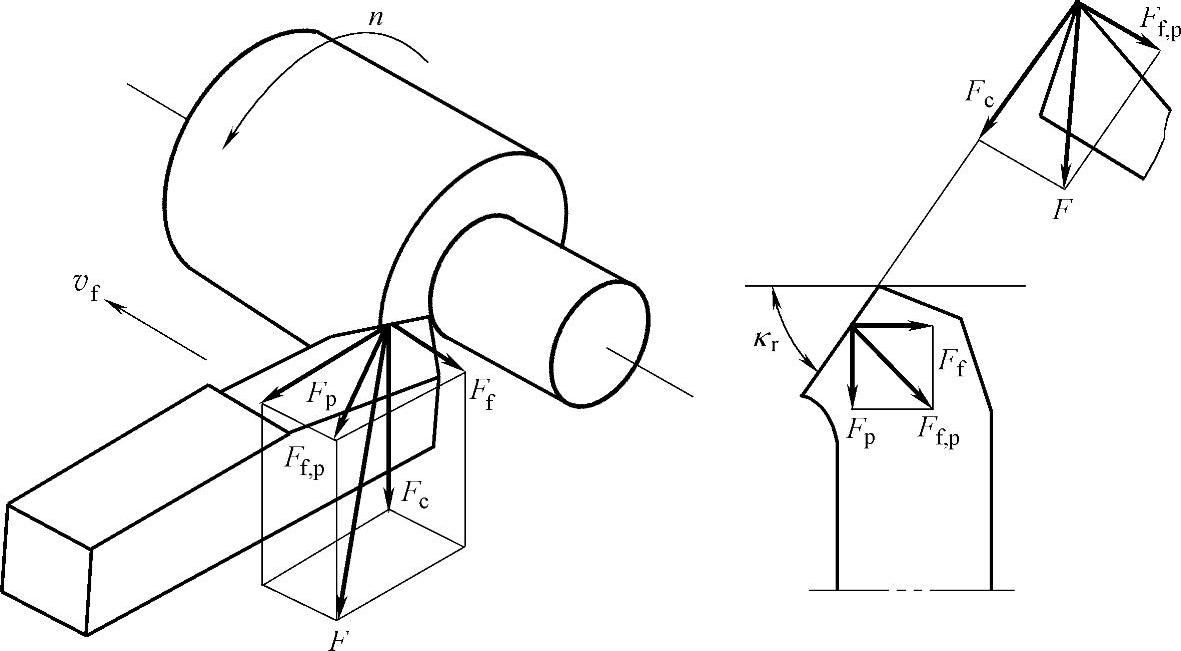
图4-36 切削力
1)主切削力FC:垂直于基面的分力称为主切削力(又称切向力)。主切削力能使刀杆弯曲,因此装夹刀具时刀杆应尽量伸出得短一些。
2)背向力FP:在基面内与进给方向垂直的分力称为背向力,它能使工件在水平面内弯曲,影响工件的形状精度,同时还是产生振动的主要原因。
3)进给力Ff:在基面内与进给方向相同的分力称为进给力,它对进给系统零部件的受力大小有直接的影响。
(2)影响切削力的因素
1)工件材料。工件材料的硬度和强度越高,其切削力就越大。切削脆性材料比切削塑性材料的切削力要大一些。
2)切削用量。切削用量中对切削力影响最大的是背吃刀量,其次是进给量,影响最小的是切削速度。实验证明,当背吃刀量增大一倍时,主切削力也增大一倍;进给量增大一倍时,主切削力只增大0.7~0.8倍;低速切削塑性材料时,切削力随切削速度的提高而减小,切削脆性金属材料时,切削速度的变化对切削力的影响并不明显。
3)刀具几何角度。刀具几何角度中对切削力影响最大的是前角、主偏角和刃倾角。
①前角:前角增大则车刀锋利,切屑变形小,切削力也小。
②主偏角:主偏角主要改变进给力与背向力之比,增大主偏角能使背向力减小而使进给力增大。(https://www.xing528.com)
③刃倾角:刃倾角对主切削力的影响很小,对进给力和背向力影响比较显著,其原因是当刃倾角变化时,改变了切削力的方向。当刃倾角由正值向负值变化时,背向力增大,而进给力减小。
4)切削液。合理选用切削液可以减小塑性变形和刀具与工件之间的摩擦,使所需切削力减小。
4.切削热
切削热指在切削过程中,由变形抗力和摩擦阻力所消耗的能量而转变的热能。
(1)切削热的产生 切削热主要产生于三个变形区,如图4-37所示,即切削层剪切滑移变形区的弹性变形和塑性变形产生的热;切削层塑性滑动变形区的切屑底层与刀具前刀面的剧烈摩擦产生的热和工件弹性挤压产生的热;切削时变形区的已加工表面与刀具后刀面挤压和摩擦产生的热。切削塑性金属时,切削热主要来源于滑移变形区和塑性滑动变形区;切削脆性金属时,切削热主要来源于剪切滑移变形区和弹性变形区。
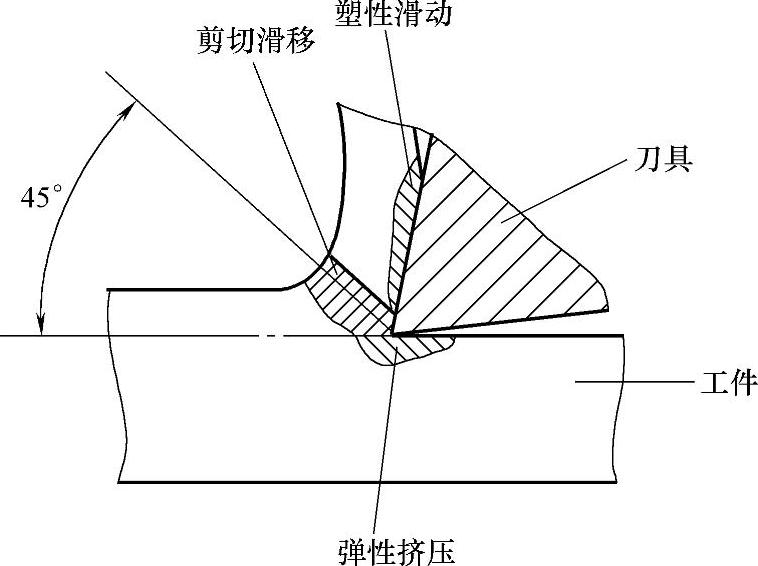
图4-37 切削时的变形区
(2)切削热的传散 在一般干切削的情况下,大部分的切削热由切屑传散出去,其次由工件和刀具传散,各自传散热量的比例,随工件材料、刀具材料、切削用量及切削方式等切削条件的不同而异。切削速度越高,由切屑带走的热量就越多,而由刀具和工件传散的热量就越少。切削热传散给刀具切削部分的热量不太多,但因刀具切削部分体积小,其使刀具温度上升得很高(高速切削时可达1000℃以上),使刀具材料的切削性能降低、磨损加快,缩短了刀具的使用寿命。该切削热传散给工件,导致工件产生热变形,甚至引起工件表面烧伤,影响工件的加工精度和表面质量。切削热还会通过刀具和工件传散给机床和夹具,对工件加工精度产生不良影响,尤其在精加工时影响更明显。
为了减小切削热对工件加工质量的不良影响,可采取两方面的工艺措施:一方面减小工件金属的变形抗力和摩擦阻力,降低功率消耗和减少切削热;另一方面则要加速切削热的传散,以降低切削温度。
(3)切削温度 切削温度指刀具表面与切屑及工件接触处的平均温度。切削温度的高低,取决于产生热量的多少和传散热量的快慢。
由于切削热分布不均匀,所以切削区各个部位的实际温度也不相同。切削塑性金属时,前刀面靠近刀尖和主切削刃处温度最高;切削脆性金属时,靠近刀尖的后刀面处温度最高。
(4)影响切削湿度的因素 影响切削温度的主要因素有工件材料、切削用量、刀具角度和切削液等。
1)工件材料。在工件材料的各种物理及力学性能中,对切削温度影响最大的是强度,其次是硬度和导热系数。工件材料的强度、硬度高,切削力大,切削过程中消耗的能量就多,转换成的热量也多,故切削温度高。材料的导热系数小,导热性就差,由工件和切屑传散的热量就少,切削温度就越高。
2)切削用量。增大切削用量,必然使单位时间内金属的切除量增多,消耗的能量就多,切削温度势必升高。在切削用量三要素中:切削速度对切削温度的影响最大,其次是进给量,背吃刀量影响最小。
3)刀具角度。在刀具几何角度中,前角和主偏角对切削温度的影响较大。适当增大前角,切削层金属变形减小,可降低切削温度;减小主偏角,切削了时主切削刃工作长度增加,改善了散热条件,也可降低切削温度。此外,刀具磨钝后继续进行切削,会增大变形抗力和摩擦阻力,将使切削温度迅速升高。
4)切削液。在切削过程中,合理选用并正确加注切削液可改善刀具和工件的润滑条件和散热条件,并能带走一部分热量,可以有效地降低切削温度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。