



铸造质量检验的依据主要有铸件图、铸造工艺和技术标准及其有关技术文件、订货合同等。
1.技术标准
对标准化领域中需要协调统一的技术事项所制订的标准,称为技术标准。
铸造技术标准是铸造企业组织铸件生产、交货和验收的技术依据,是促进铸件质量提高的技术保障,是铸造企业获得最佳经济效益的重要条件。铸造企业在生产经营活动中推广和应用标准化技术,认真贯彻实施技术标准,对缩短新产品(铸件)开发周期、控制铸件制造质量、降低铸件生产成本至关重要,对增强铸造企业的市场竞争能力、发展规模经济、推进铸造专业化协作将产生重要的影响。
(1)技术标准分级概况
1)国际上一般把技术标准分为四级:国际标准、地区(区域性)标准、国家标准和公司(企业)标准。其中,国际标准主要是指由国际标准化组织“ISO”颁发的标准和国际电工委员会“IEC”颁发的标准;区域性标准主要是指几个国家或区域标准团体组成的标准化机构颁发的标准,如欧洲标准化委员会“CEN”、欧洲电工标准化委员会“CENELEC”等颁发的标准等;国家标准是指各国的国家标准,其标准代号识别如下:中国(GB)、美国(ASTM)、俄罗斯(ГОСТ)、英国(BS)、法国(NF)、德国(DIN)、日本(JIS)、韩国(KS)、巴西(NB)、印度(IS)、南非(SASB)。其他国家标准代号可参见参考文献[1]的附录A“中外标准代号识别系统”。
2)我国技术标准也分为四级:国家标准、行业标准、地方标准和企业标准。
①我国国家标准是指由国家的官方标准化机构或国家政府授权的有关机构批准、发布,在全国范围内统一和适用的标准,其编号由国家的代号、国家标准发布的顺序号和国家标准发布的年号三部分组成。国家标准代号的识别如下:
•我国国家强制性标准(GB)。
•我国国家推荐性标准(GB/T)。
•我国国家内部标准(GBn)。
•我国国家军用标准(GJB)。
•我国国家标准化指导性技术文件(GB/Z)。
②我国行业标准是指在全国性的各行业范围内统一的标准。由国务院有关行政主管部门编制计划、组织草拟、统一审批、编号发布,并报国务院标准化主管部门备案。行业标准是对国家标准的补充(在相应国家标准实施后,自行废止),其编号由行业的代号、行业标准发布的顺序号和行业标准发布的年号三部分组成。行业标准代号的识别如下:
•我国机械行业标准(JB)。
•我国汽车行业标准(QC)。
•我国黑色冶金行业标准(YB)。
•我国有色冶金行业标准(YS)。
•我国稀土行业标准(XB)。
•我国煤炭行业标准(MT)。
•我国化工行业标准(HG)。
•我国石油化工行业标准(SH)。
•我国天然气行业标准(SY)。
•我国轻工行业标准(QB)。
•我国纺织行业标准(FZ)。
•我国兵工民品行业标准(WJ)。
•我国建材行业标准(JC)。
•我国船舶行业标准(CB)。
•我国航空行业标准(HB)。
•我国民用航空行业标准(MH)。
•我国航天行业标准(QJ)。
•我国铁路运输行业标准(TB)。
•我国交通行业标准(JT)。
•我国电力行业标准(DL)。
•我国电子行业标准(SJ)。
•我国通信行业标准(YD)。
•我国建筑工业行业标准(JG)。
•我国包装行业标准(BB)。
•我国农业行业标准(NY)。
•我国粮食行业标准(LS)。
•我国水产行业标准(SC)。
•我国水利行业标准(SL)。
•我国林业行业标准(LY)。
•我国卫生行业标准(WS)。
•我国医药行业标准(YY)。
•我国中医药行业标准(ZY)。
•我国地质矿产行业标准(DZ)。
•我国土地管理行业标准(TD)。
•我国环境保护行业标准(HJ)。
•我国劳动和劳动安全行业标准(LD)。
•我国公共安全行业标准(GA)。
•我国文化行业标准(WH)。
•我国体育行业标准(WH)。
•我国广播电影电视行业标准(GY)。
•我国新闻出版行业标准(CY)。
•我国旅游行业标准(LB)。
•我国邮政行业标准(YZ)。
•我国城镇行业标准(CJ)。
•我国商业行业标准(SB)。
•我国物资管理行业标准(WB)。
•我国商检行业标准(SN)。
•我国外经贸行业标准(WM)。
•我国海关行业标准(HS)。
•我国档案行业标准(DA)。
•我国金融行业标准(JR)。
•我国海洋行业标准(HY)。
•我国地震行业标准(DB)。
•我国气象行业标准(QX)。
•我国民政行业标准(MZ)。
•我国教育行业标准(JY)。
•我国测绘行业标准(CH)。
•我国烟草行业标准(YC)。
必须说明的是,我国各行业标准都有其属性。以我国机械行业标准(JB)为例:JB为机械行业强制性标准;JB/T为机械行业推荐性标准;JBn为机械行业内部标准;JB/Z为机械行业指导性技术文件。
③我国地方标准是指在某个省、自治区、直辖市范围内需要统一的标准。地方标准由省、自治区、直辖市人民政府标准化行政主管部门编制计划、组织草拟、统一审批、编号发布,并报国务院标准化行政主管部门和国务院有关行政主管部门备案。地方标准不得与国家标准、行业标准抵触,在相应的国家标准或行业标准实施后,地方标准自行废止(但环境标准例外,可制定严于国家标准、行业标准的地方标准)。地方标准的代号为“DB”加上省、自治区、直辖市行政区划代码前两位数,再加斜线、顺序号和年号四部分组成。
④我国企业标准是指在企业、事业单位范围内,按需要协调、统一的技术要求和管理工作要求所制定的标准,主要包括:企业内的生产组织、技术管理、质量管理、经营管理方面的制度、方法、规则、定额标准;典型工艺规程、工装、设备与工具标准;原辅材料标准以及企业内控标准等。
企业标准是企业制定,由企业法人代表或法人代表授权的主管领导批准、发布,由企业法人代表授权的部门统一管理。
企业内控标准是企业标准的重要组成部分,是企业内部自行批准、发布的标准。内控标准的实质是企业为了保证达到国际标准、国家标准、行业标准,为了争优质、创名牌而提高要求所制定并实施的标准。内控标准要高于国家标准和行业标准,但不得与上述标准抵触。
还应指出,在我国国家标准、行业标准、地方标准、企业标准之间,不允许下级标准与上级标准相抵触,并且下级标准要服从上级标准。
(2)我国铸造技术标准 铸造是一个横跨国民经济许多部门(如机械、汽车、冶金、轻纺、石油化工、航空航天、船舶、铁路、建材、电力等)的大行业。我国国家铸造技术标准是由全国铸造标准化技术委员会负责归口工作,秘书处设在沈阳铸造研究所。此外,“全国铸造标准化技术委员会”还负责国际标准化组织(ISO)中相应技术委员会或分技术委员会的归口业务管理工作,并与航空航天、冶金、石油化工、铁路、船舶等部门的铸造标准化组织一道直接参与国内和国际铸造标准的制订、修订工作,从而使我国的现行铸造技术标准与国际铸造技术标准基本达到同步发展,且多项铸造技术标准等效采用国际标准,大部分铸造技术标准达到了国际同类标准水平,并形成了我国的铸造技术标准体系。
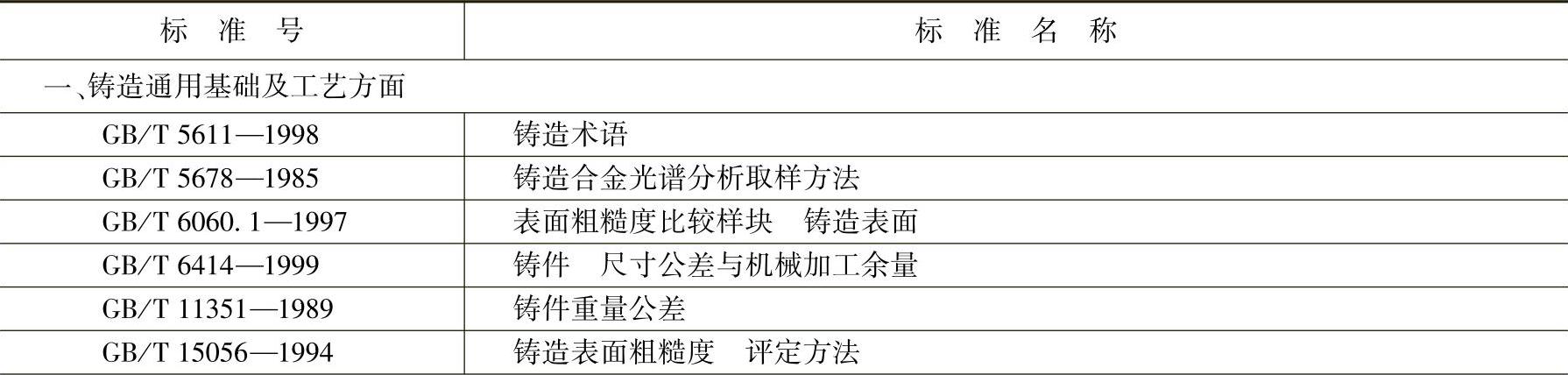
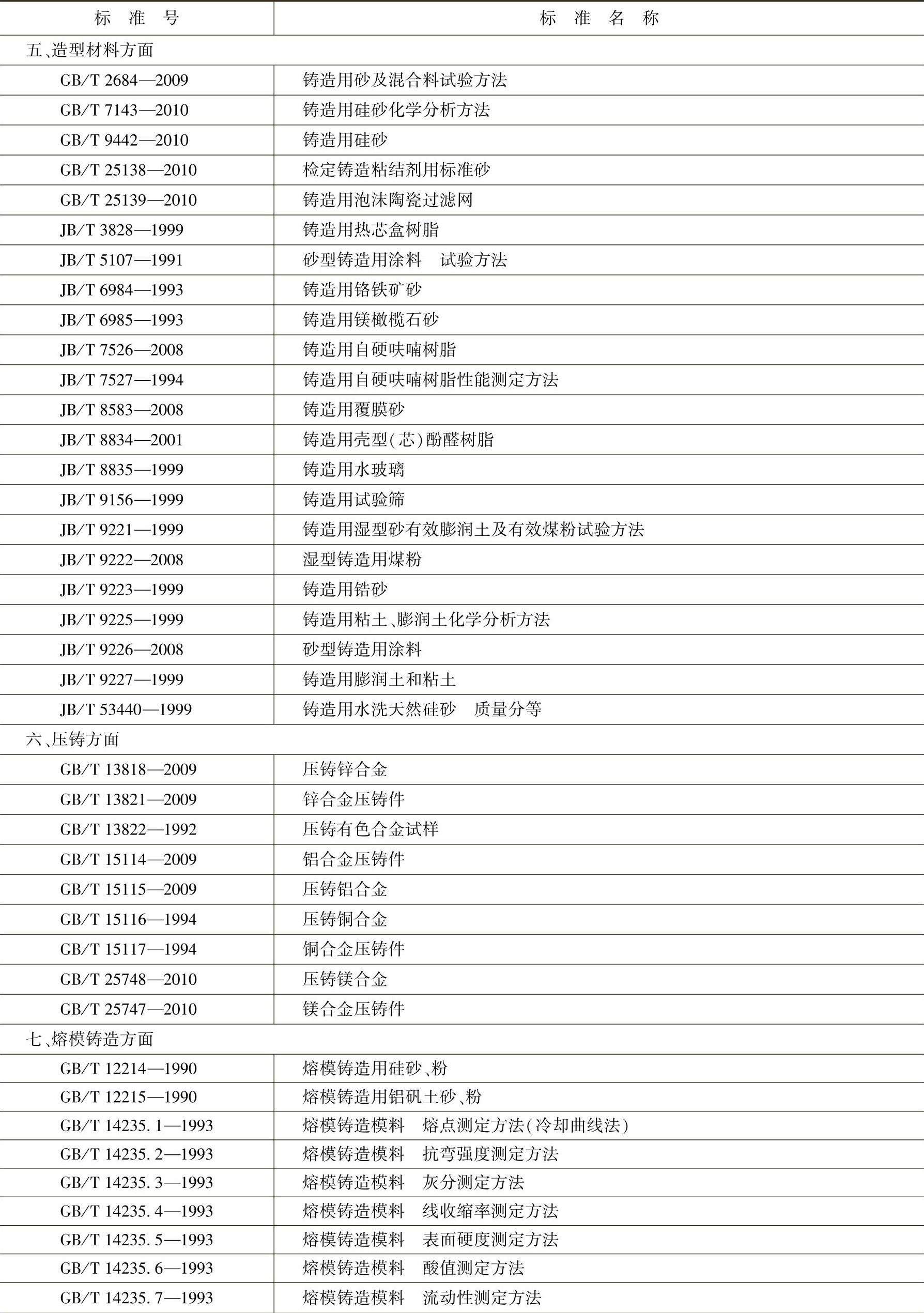
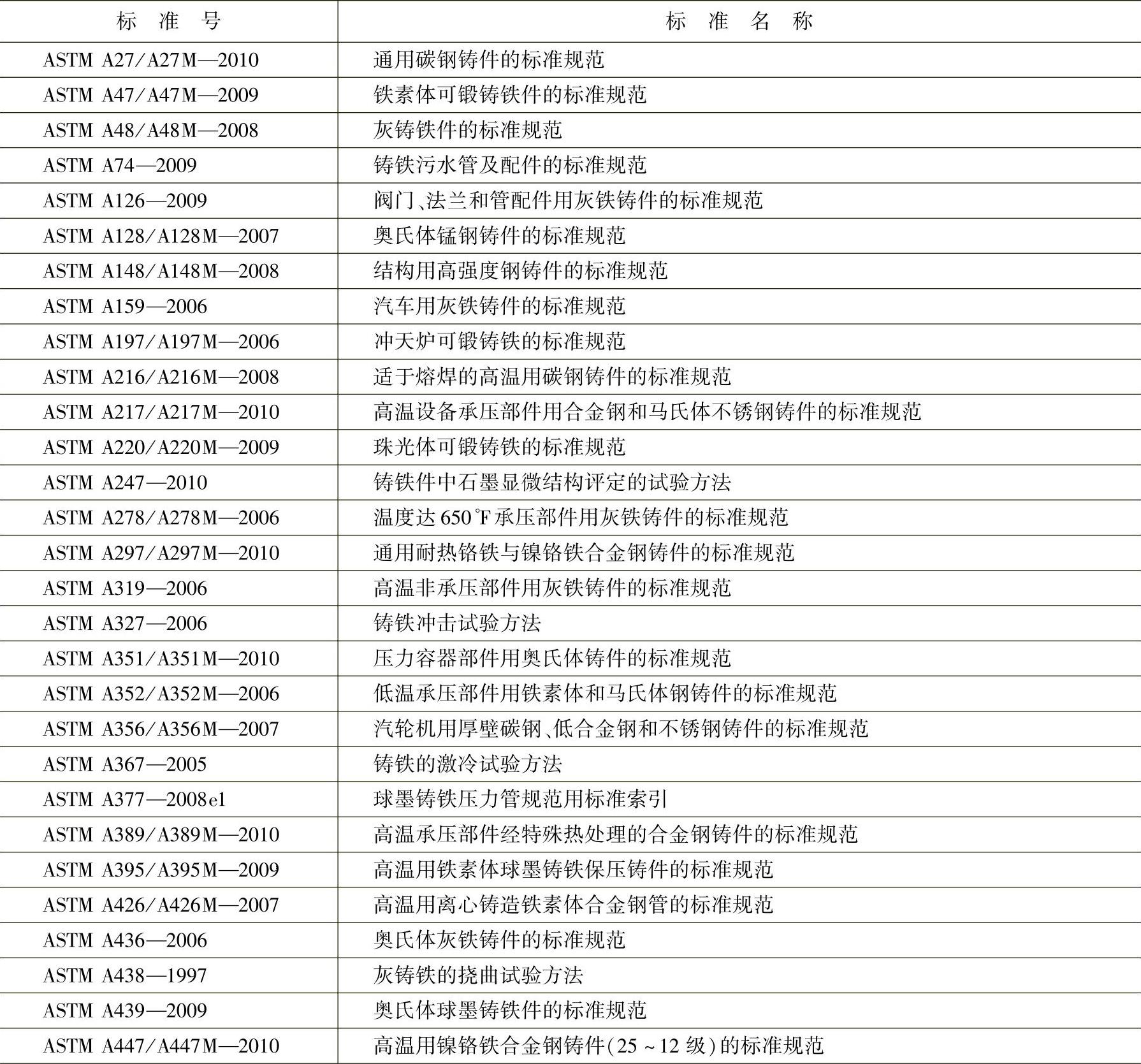
截至2012年6月,我国国家和机械行业铸造技术标准概况见表1-4。
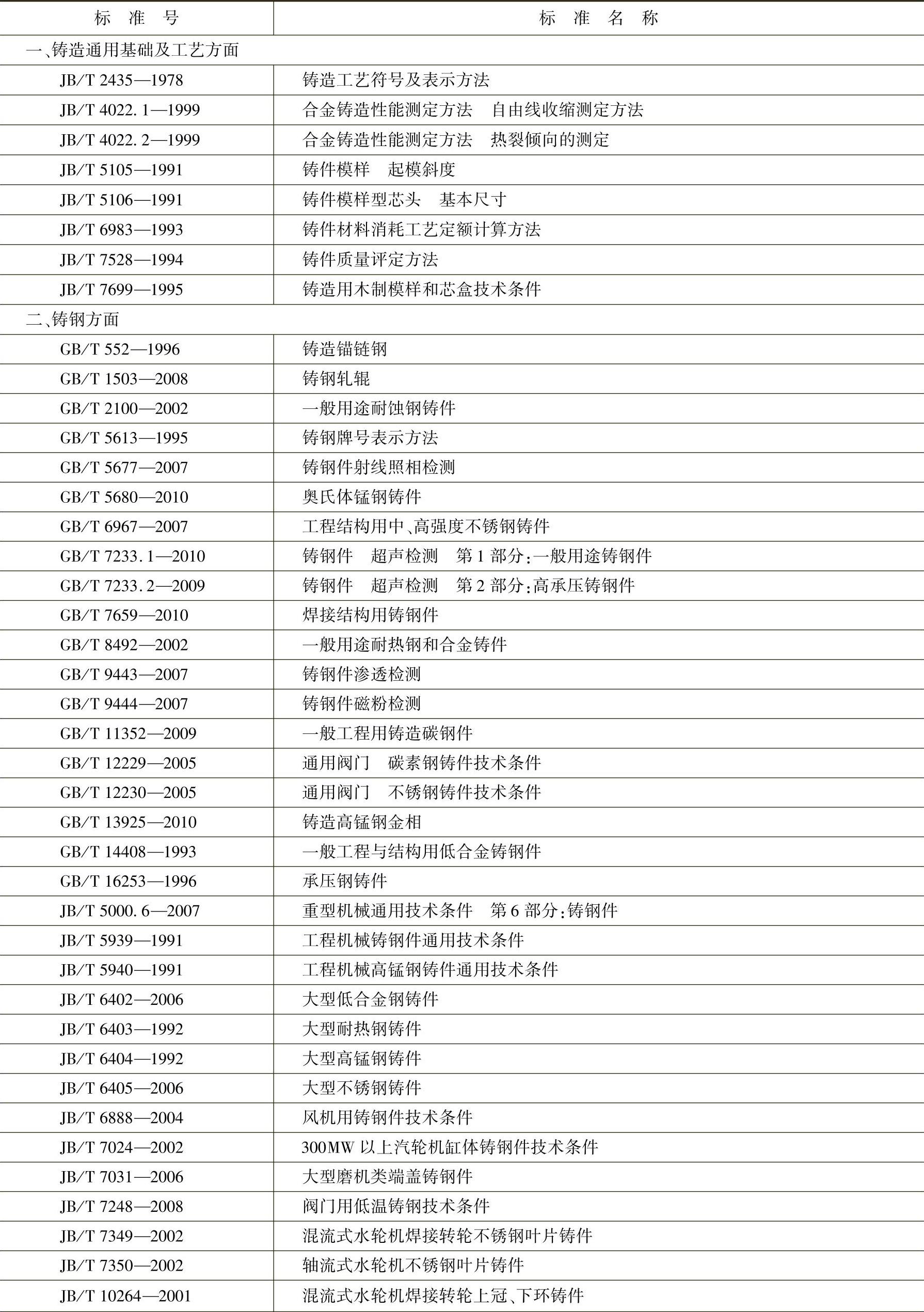
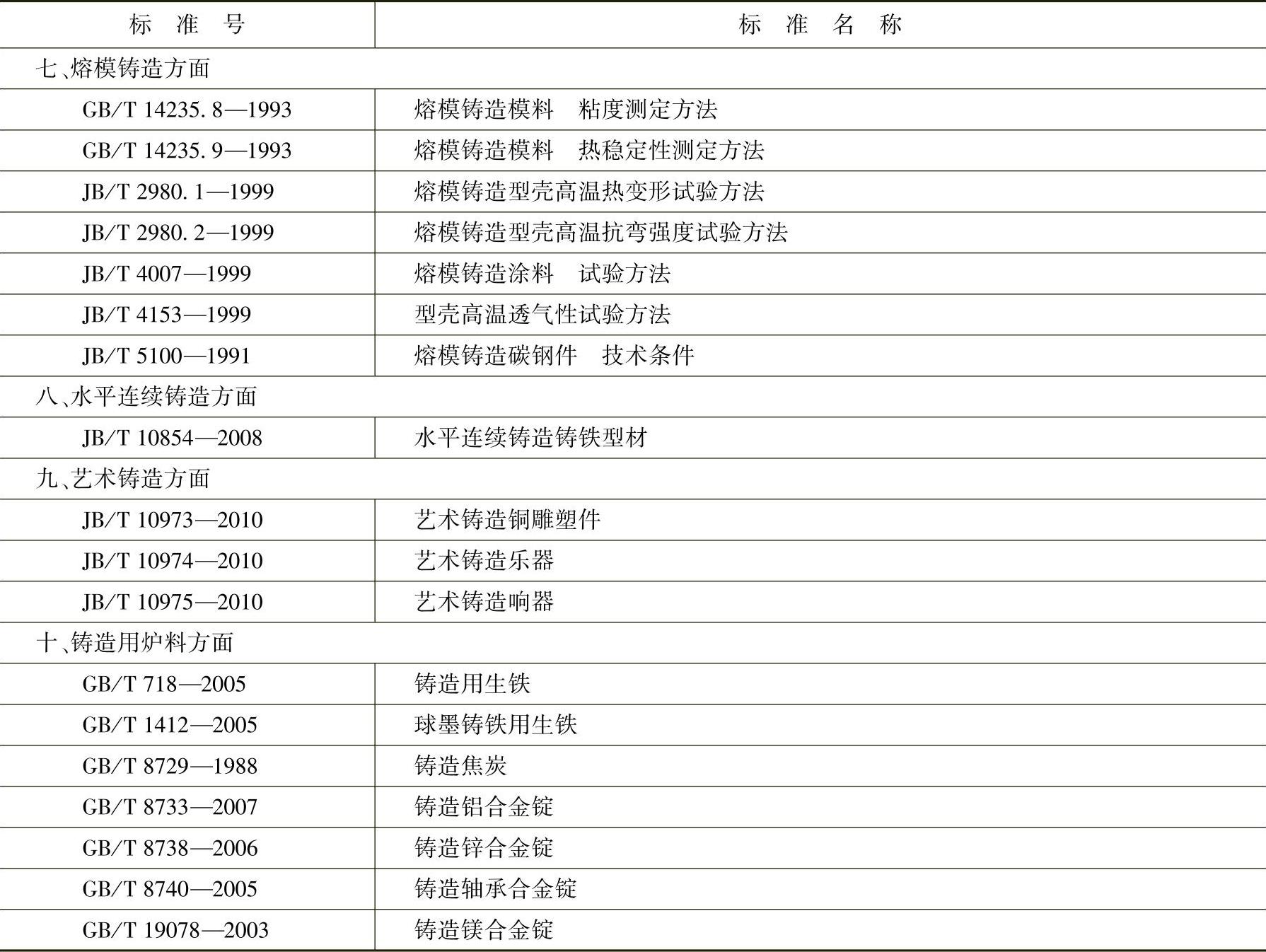
表1-4 我国国家和机械行业铸造技术标准概况
(续)
(续)
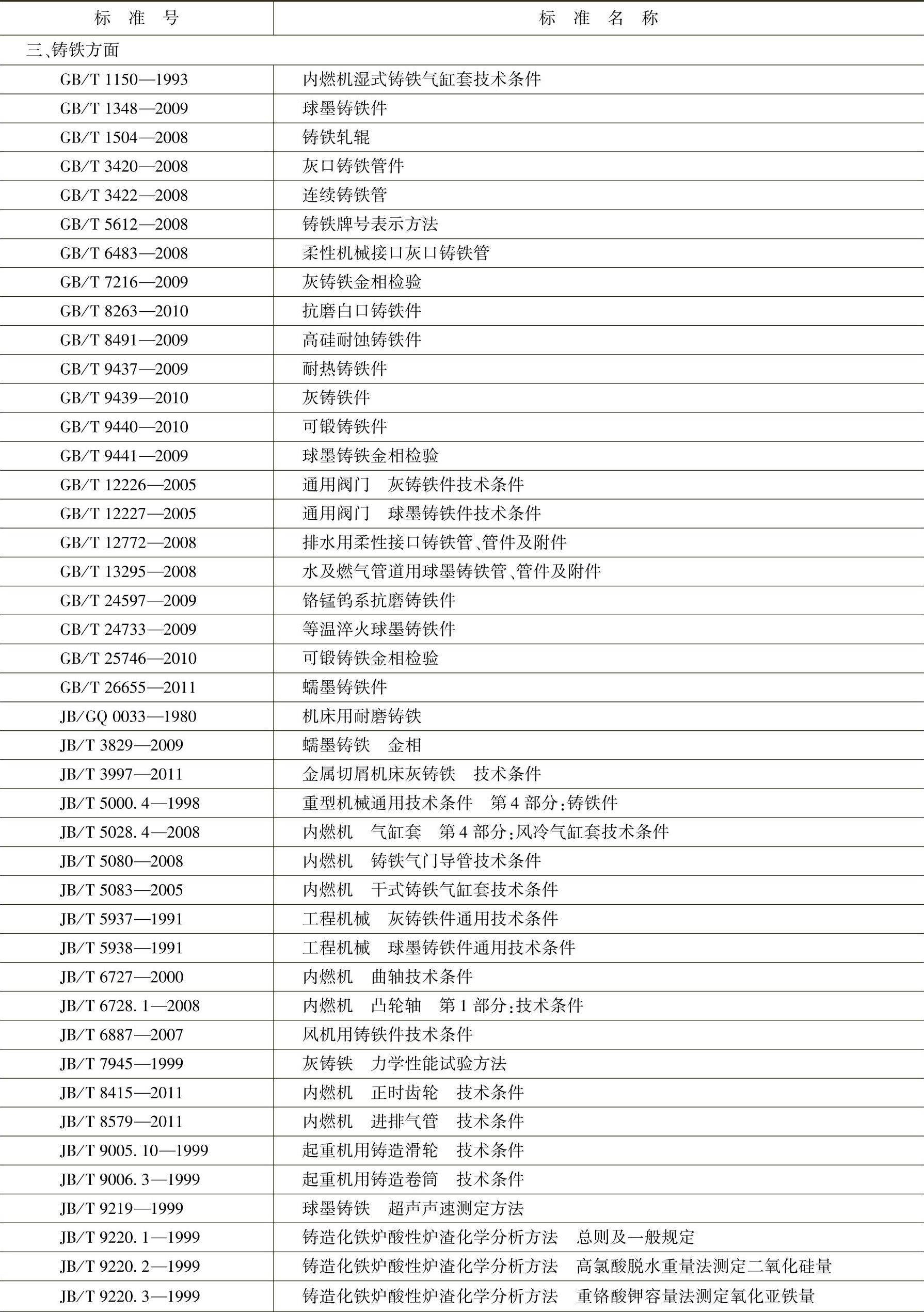
(续)
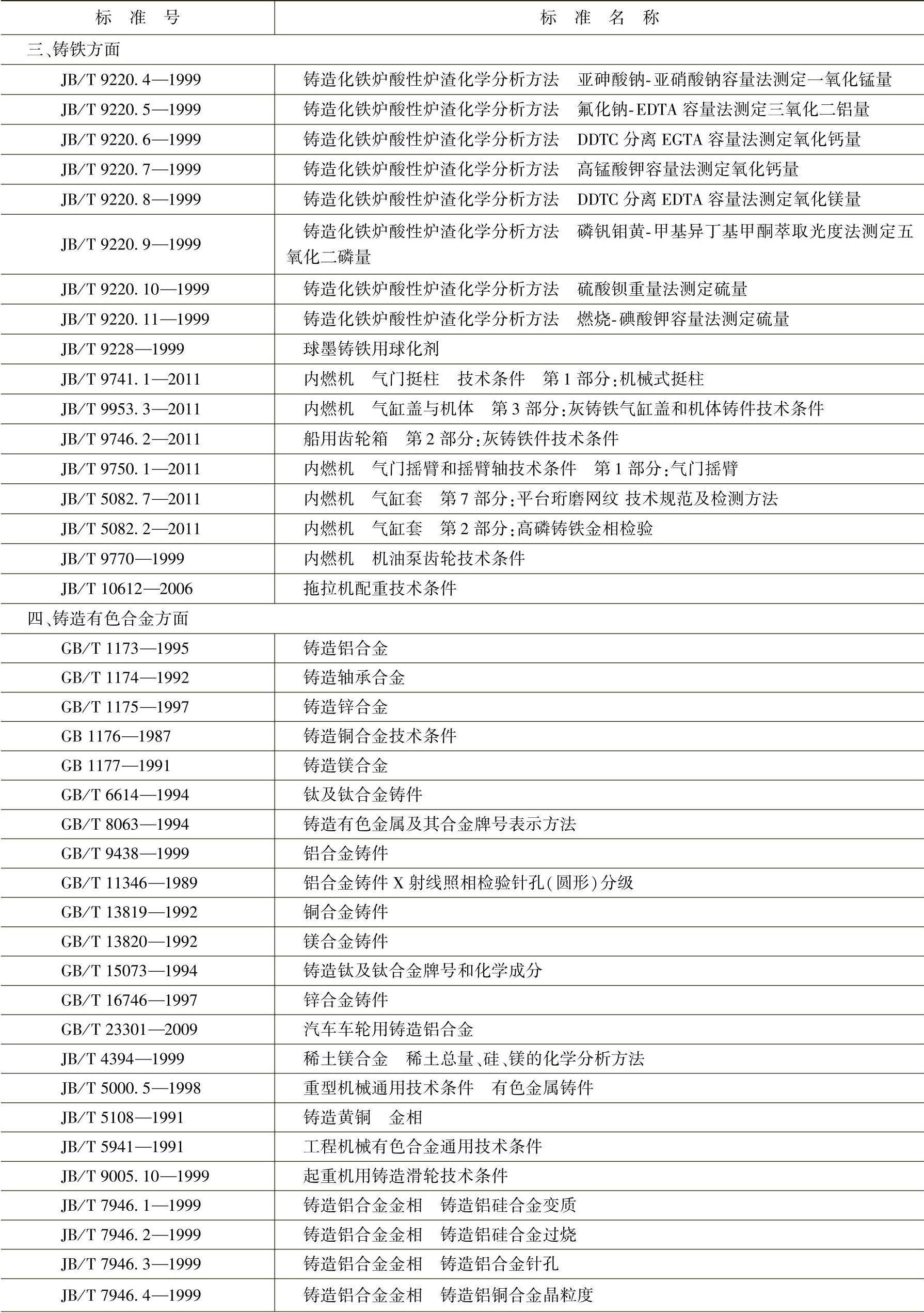
(续)
(续)
我国冶金等其他行业的铸造技术标准,可参见参考文献[1]、[2]、[3]、[18]和[28]。
(3)国际(ISO)和美国(ASTM)常用铸造技术标准简介
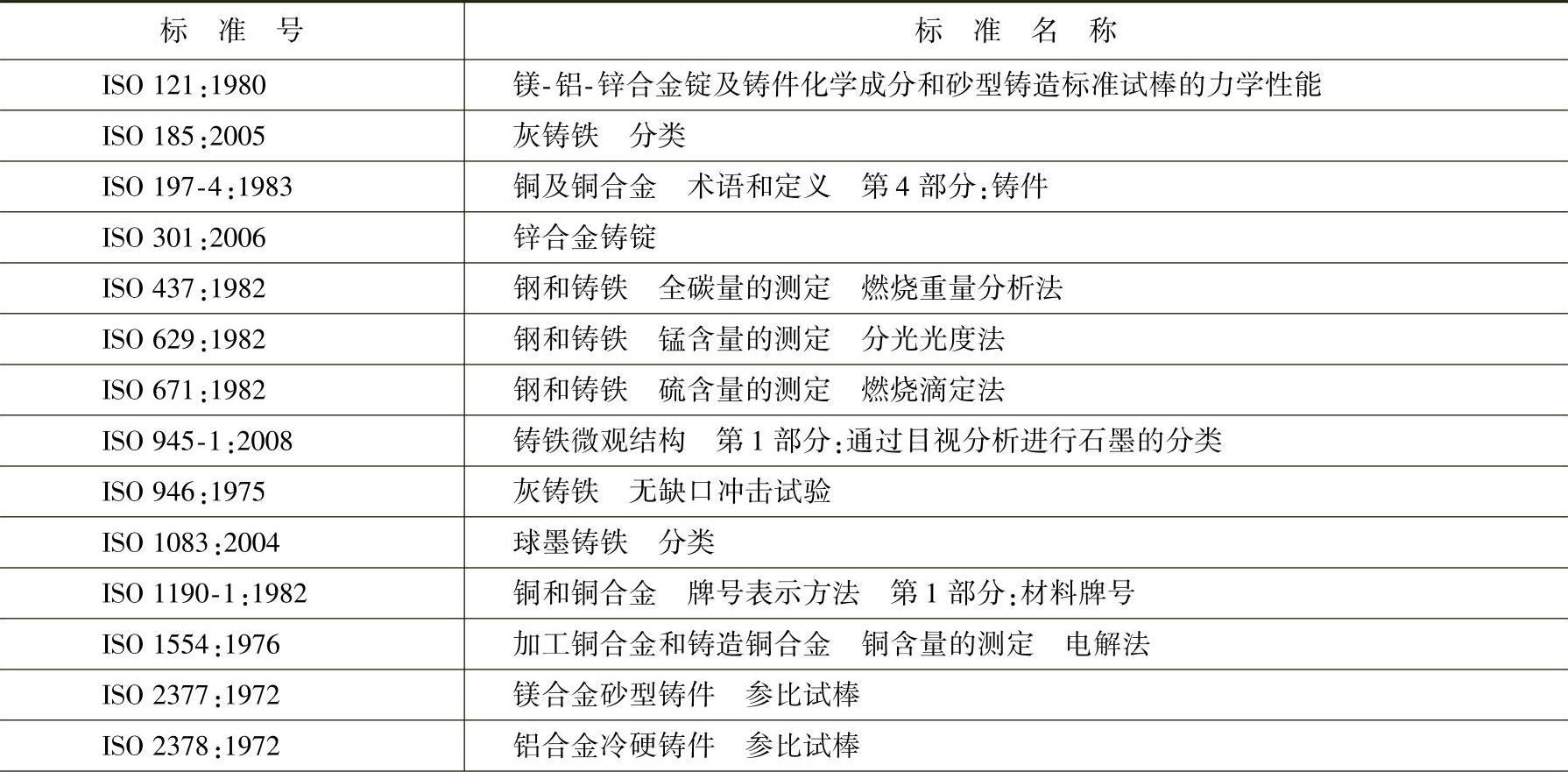
国际ISO和美国ASTM的常用铸造技术标准,见表1-5和表1-6。
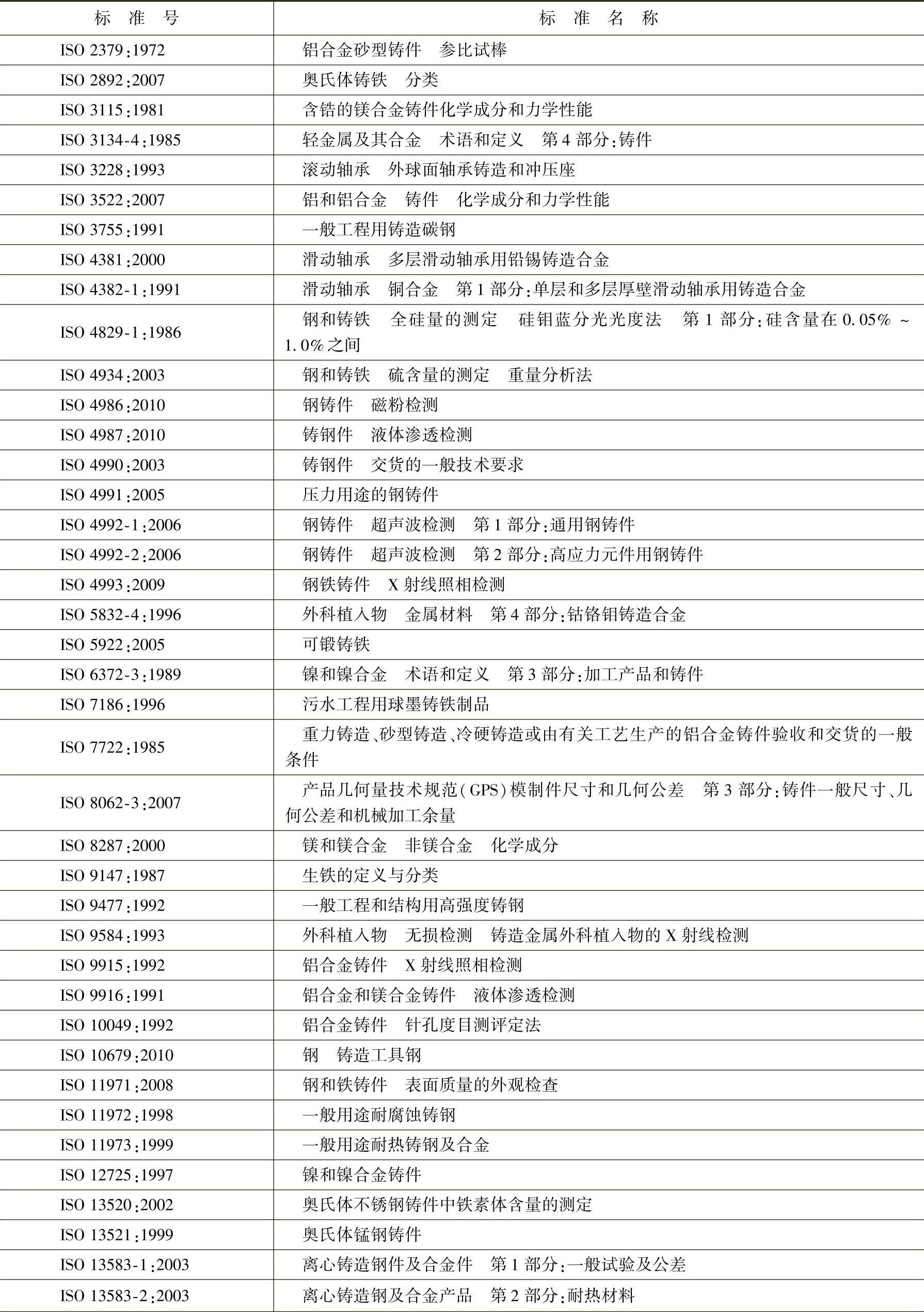
表1-5 国际ISO常用铸造技术标准[4]
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)

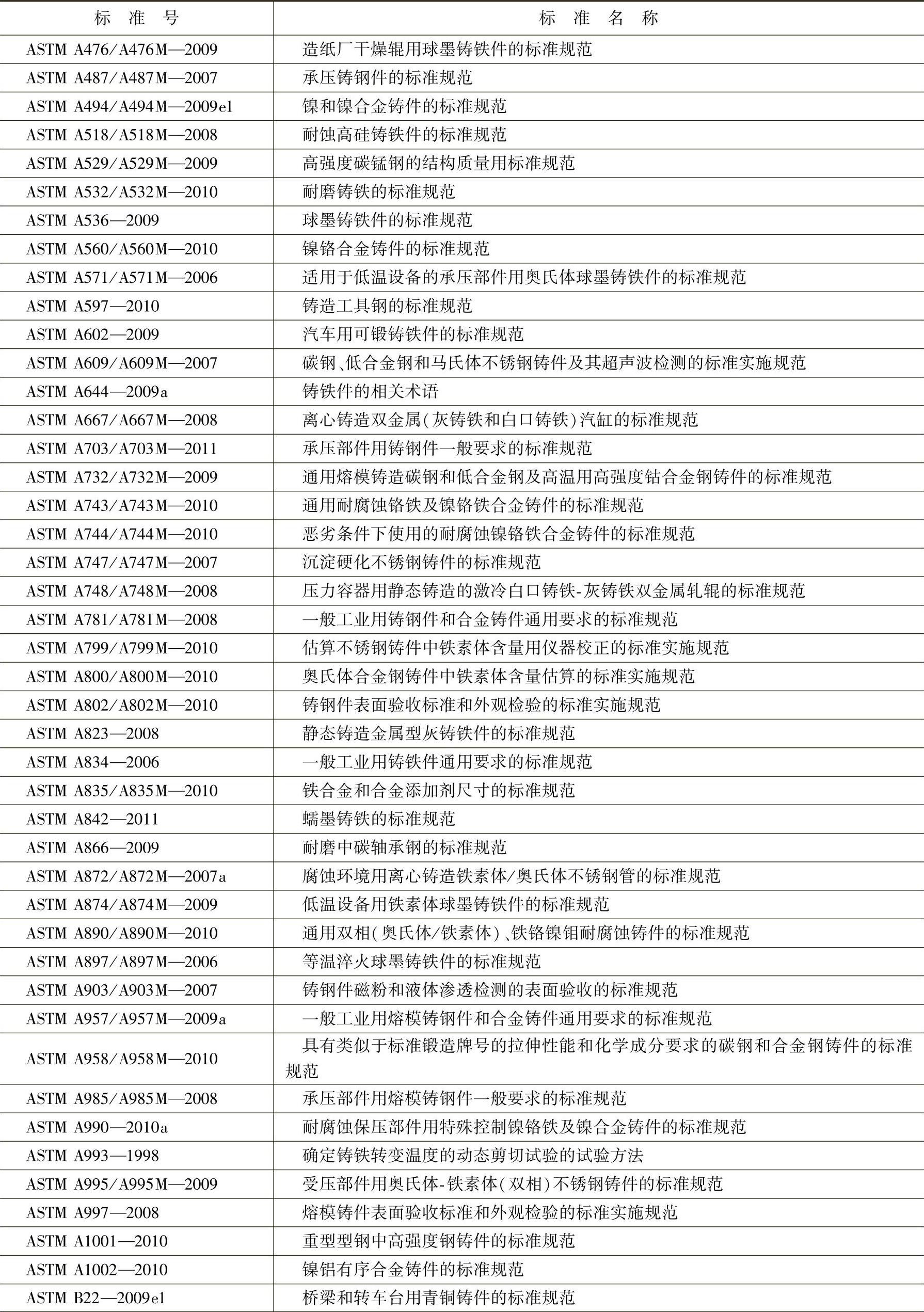
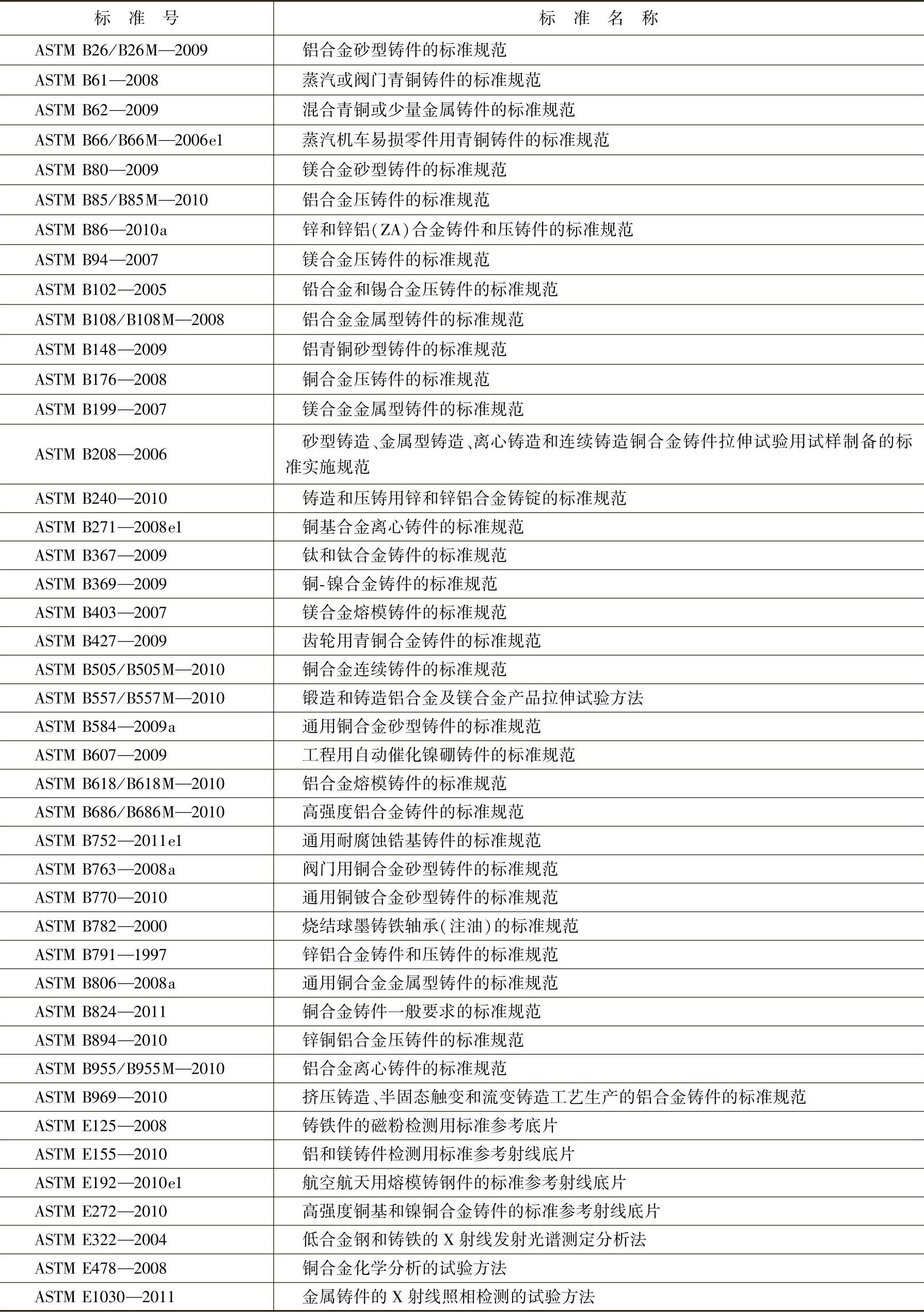
表1-6 美国ASTM常用铸造技术标准[4]
(续)
(续)
2.图样规定
工程技术中根据几何投影方法绘制成的用于工程施工或产品制造等的工程图样,简称图样。
在铸造生产中,铸造企业的工艺部门常常要根据顾客(需方)提供的零件图,经过铸造工艺分析以后绘制成铸件图。
图样规定的表述,现以叶轮铸件为例来说明,如图1-5和图1-6所示。
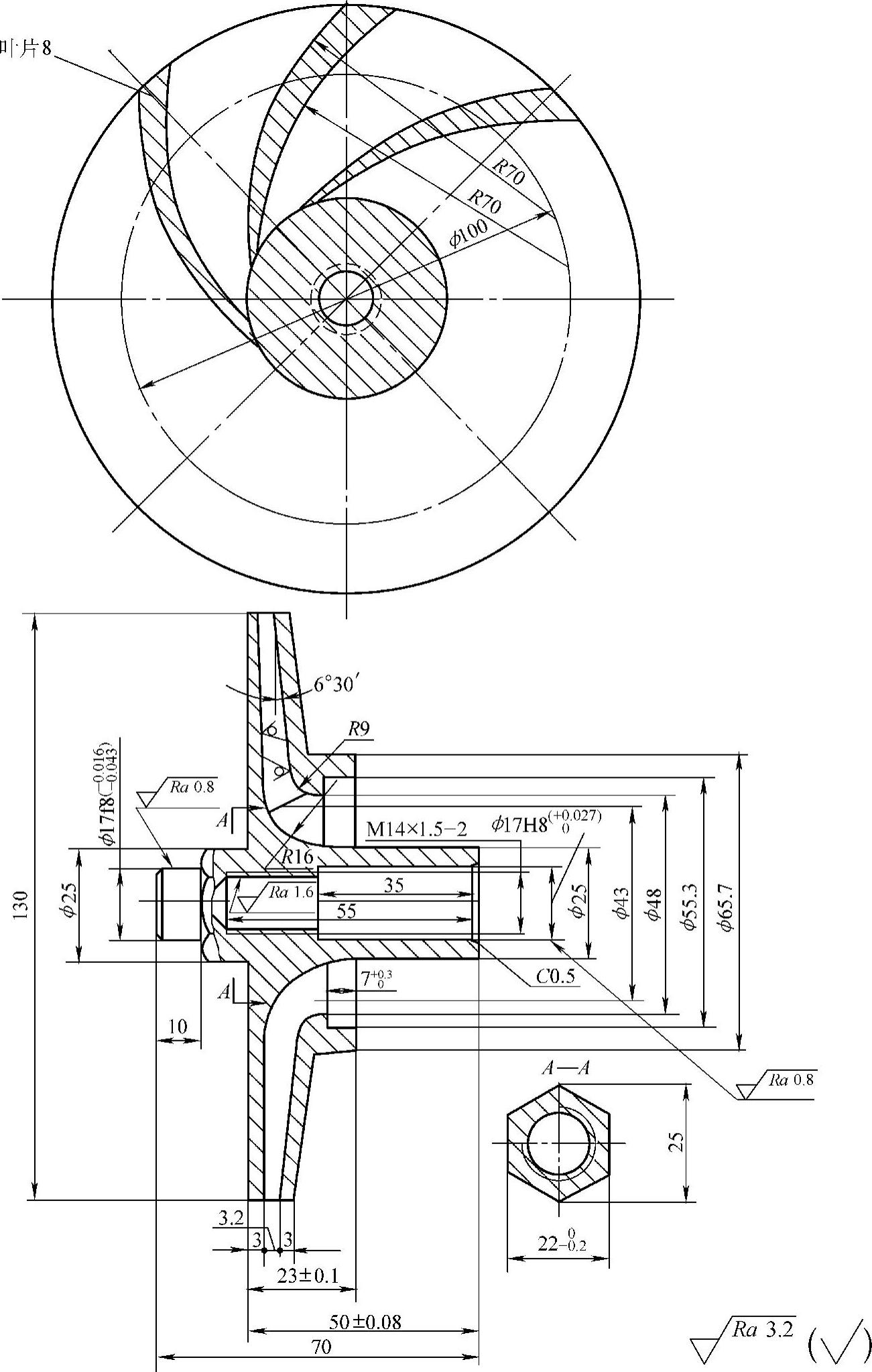
图1-5 叶轮零件图
技术要求:
1.叶轮流道内应去除焦砂和飞边。
2.静平衡校验,外径处不平衡重允差为1g。
3.ϕ55.3、ϕ65.7、ϕ17H8、ϕ130、M14×1.5对ϕ17f8同轴度允差为0.02mm。
4.ϕ17f8端面对轴线垂直度允差为0.01mm。
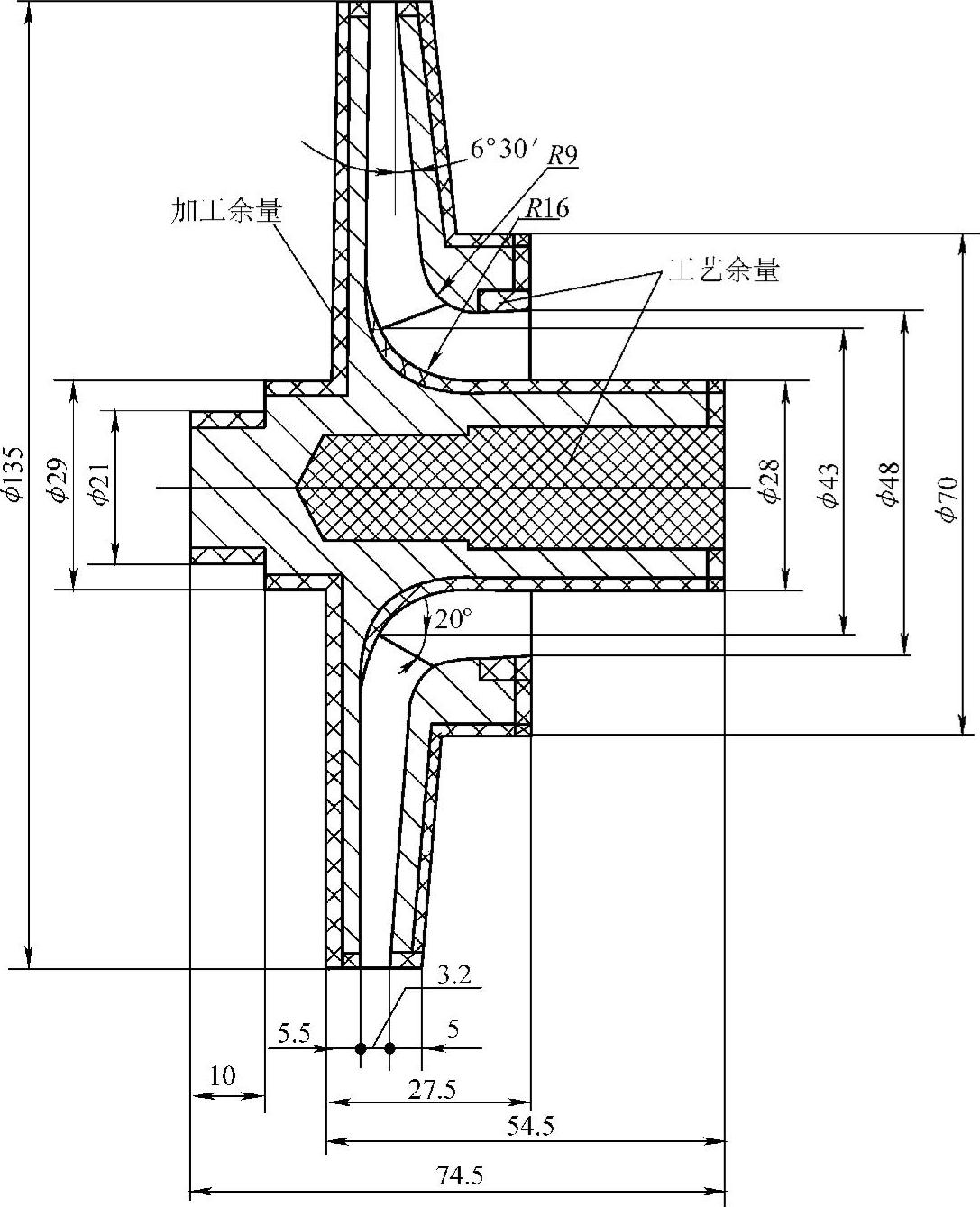
图1-6 叶轮铸件图
技术要求:
1.叶轮流道内应去除焦砂和飞边。
2.铸件不允许有缺肉、冷隔、缩孔等铸造缺陷。
3.允许有自公称尺寸向外铸出的铸造斜度为5°
铸件图常称铸件毛坯图,是表达铸造技术思想的重要工具,是铸造生产中最基本的技术文件,是铸造技术人员与铸造工人、管理者互相表达和交流铸造技术思想的重要工具之一,素有“铸造工程语言”之称。从这个意义上讲,应要求每一个铸造检验人员必须读懂铸件图。
铸件图不仅应完整、清晰、准确无误、技术要求齐全、严格遵守国家标准及有关各级标准的规定,而且还应能表达铸件的完整结构和轮廓。通常,铸件图上应反映出铸件的形状、尺寸、壁厚、圆角,同时也应确定铸件的铸造基准面,反映出机械加工余量、起模斜度、铸件毛面上的加工定位点(面)、夹紧点(面),还应反映出分型面、内浇道和冒口余根、允许的缺陷、涂漆种类以及铸件检验、验收条件等说明项目。
根据铸件图在铸造生产中的重要作用,可以认为铸件图和铸造技术标准一样都是铸件检验的依据。铸件图中既包括铸造技术标准要求,又是铸造技术标准的反应。而且铸件图中所标注的尺寸和技术要求等内容也都是过程工序检验和成品检验以及最后出厂检验的主要依据。
3.工艺文件
工艺文件是指规定产品或零部件制造工艺过程和操作方法的文件。
对铸造而言,就是指规定铸造生产过程和操作的文件。它主要有:铸造工艺图、铸造工艺流程路线表、铸造作业指导书、铸造工艺卡片、铸造工艺规范等。
(1)铸造工艺图 铸造工艺图要按JB/T 2435—1987《铸造工艺符号及表示方法》的规定标明代表铸造工艺要求的符号,这些符号必须在工装设计和制造以及造型、制芯等生产过程中被有关人员所正确理解。通常,铸造工艺图是根据铸造工艺设计绘制的,应确定浇注位置和分型面的位置;确定砂芯的排气、固定和定位;确定出气孔、浇注系统和冒口的各部分尺寸;确定冷铁的形式和尺寸;确定合箱的定位和压箱重力等,并附注其他需要说明的问题。
现以主汽阀阀壳的铸件工艺图为例说明铸造工艺图的表述,如图1-7和表1-7所示。
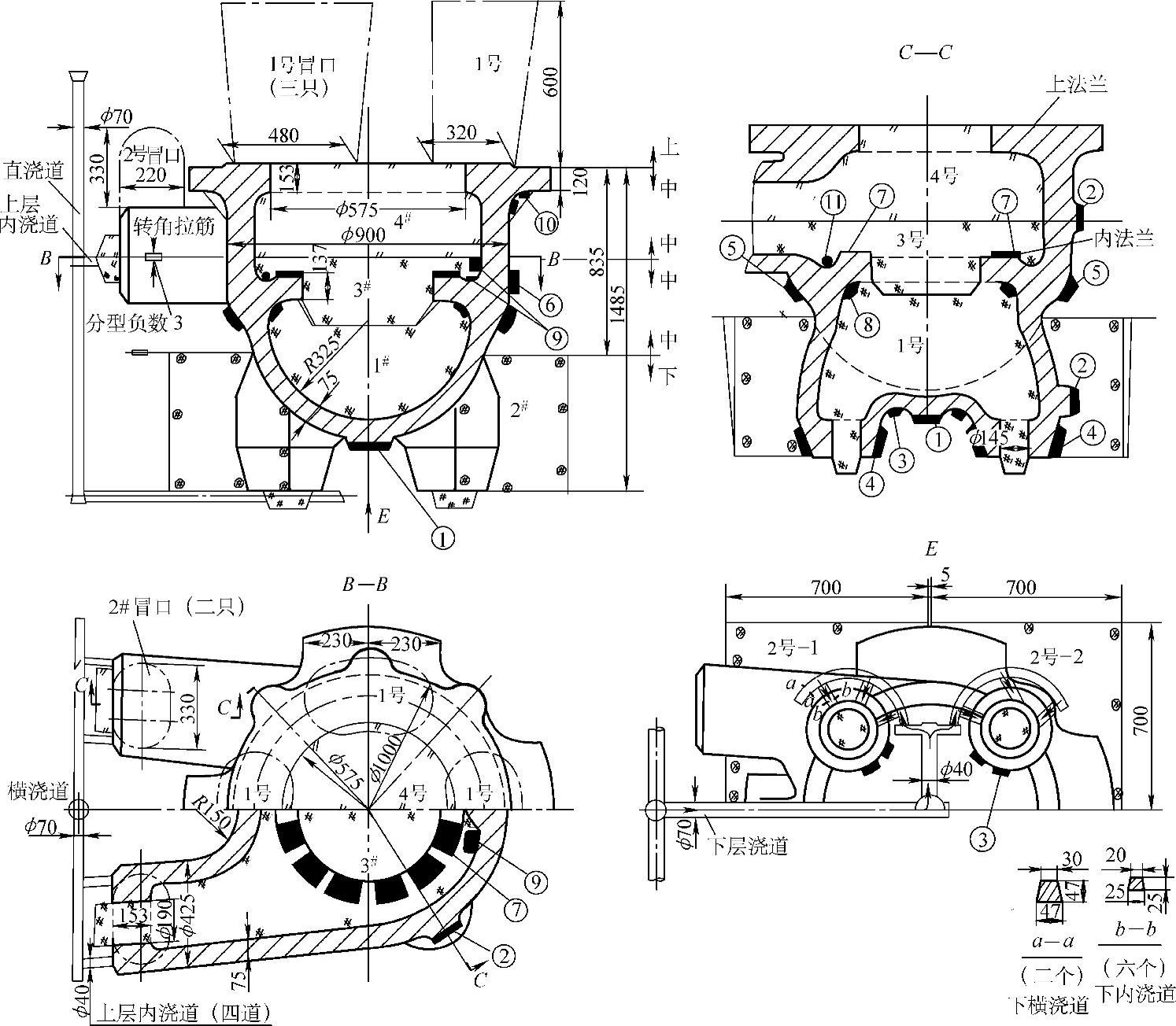
图1-7 主汽阀阀壳铸造工艺图
冷铁明细表
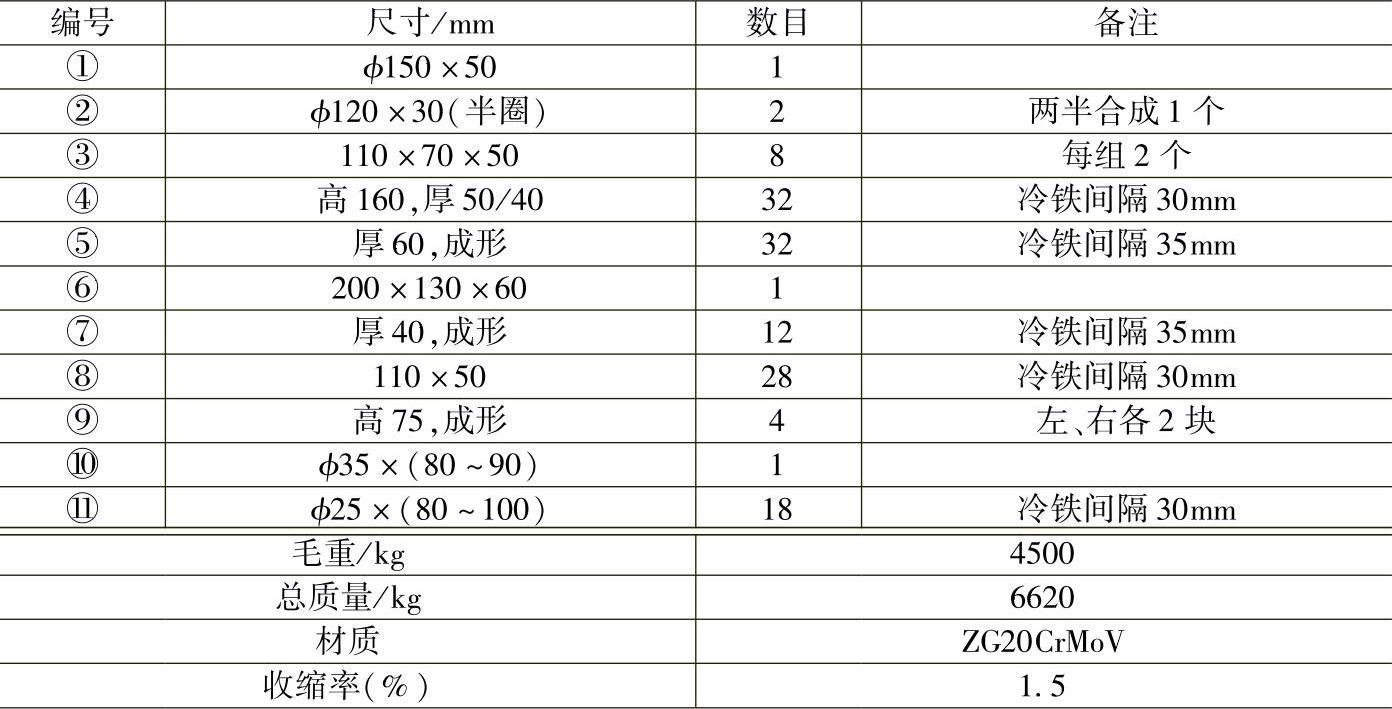
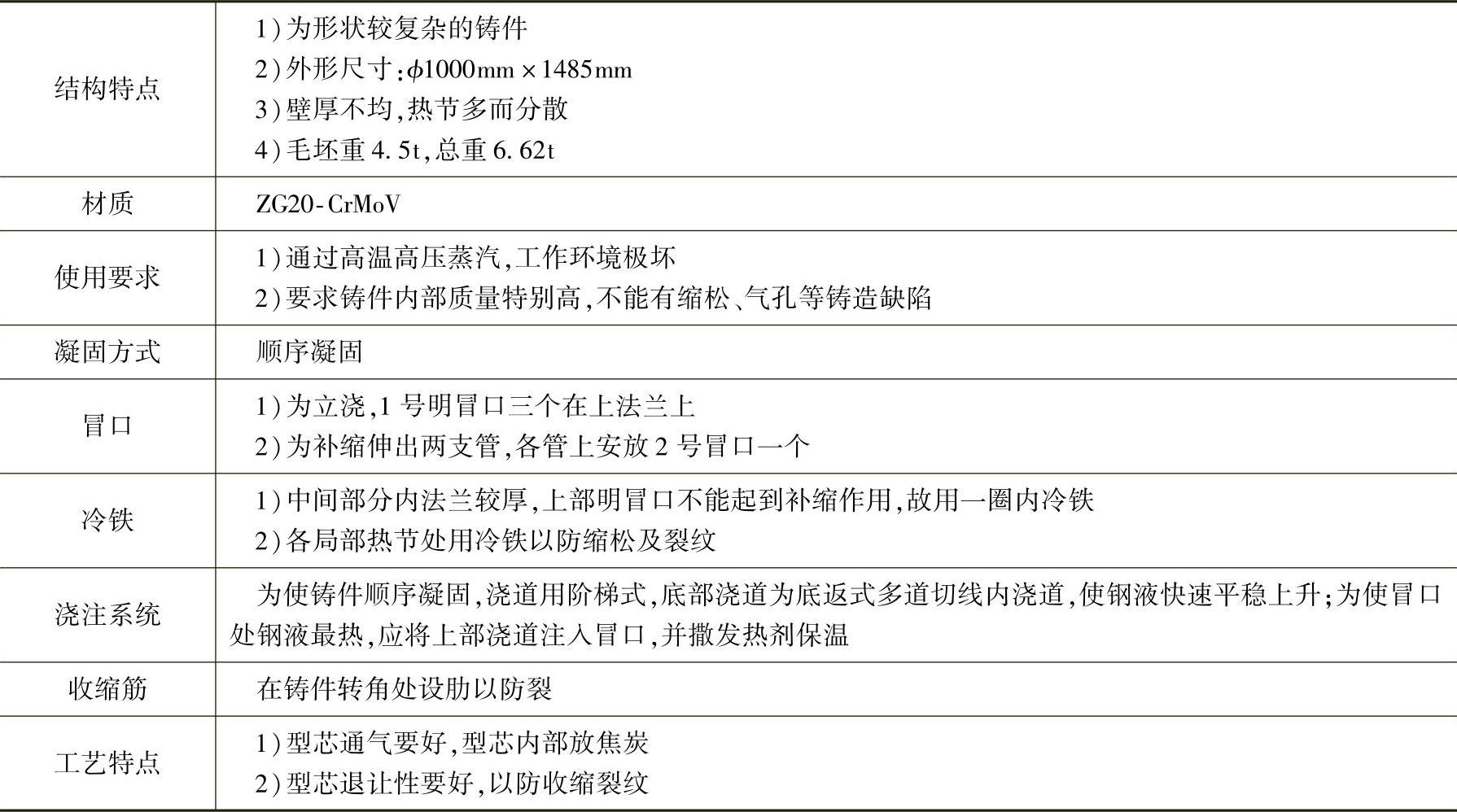
表1-7 主汽阀阀壳铸造工艺图说明表(供参考)
(2)铸造工艺流程路线表 铸造工艺流程路线表是使复杂的铸造工艺过程图形化的方式,比文字表达更直观。它清楚地将铸造各工序的工作做了合理安排,突出重要工序和控制点(见图1-1)。
编制铸造工艺流程路线表应注意以“物流”为主体结合工序分析来进行。
铸造工艺流程路线必须经过评审,并经有关部门确认后才能生效。质量检验部门还可依此编制“检验作业指导书”。
铸造工艺流程路线表的表述或样式,现以压力铸造机油泵壳的工艺流程路线表为例来说明,见表1-8。
(3)铸造作业指导书 铸造作业指导书是铸造工艺路线中认为有必要必须增添操作方法以控制工序质量的一种工艺文件。
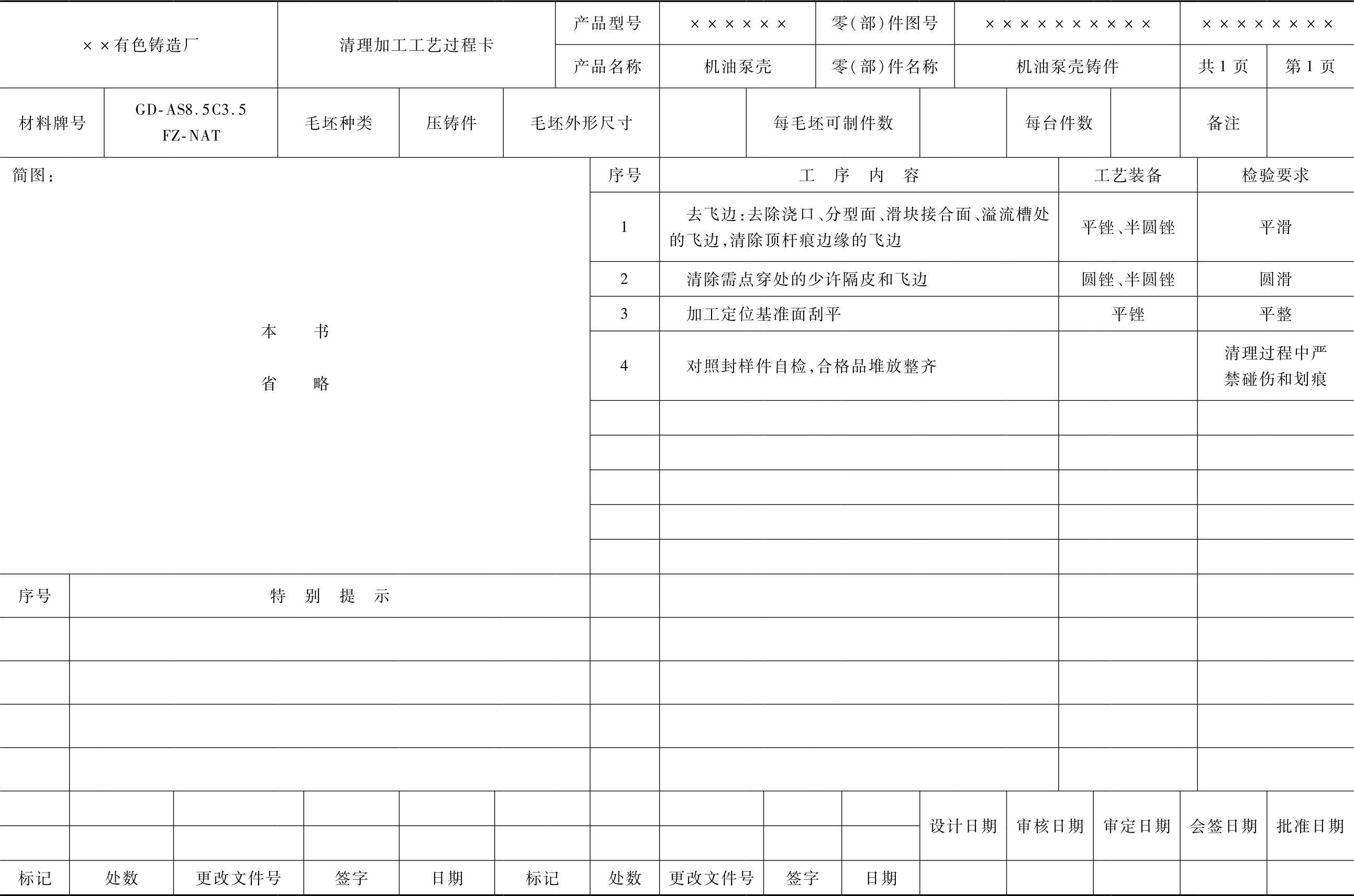
现以压力铸造机油泵壳件的清理作业指导书为例,说明铸造作业指导书的表述或样式,见表1-9。
(4)铸造工艺卡片 铸造工艺卡片是体现铸造工艺设计及操作要求的重要技术文件,它主要以表格形式表示,必要时附以简图。其内容应包括各过程工序的重要工艺参数、操作要点、所使用的主要设备、工装以及工时定额和原材料消耗等,一般还附有合箱装备简图或工艺简要清单。它既是工人操作的指导书,又是质量检验员的检验依据。
现以砂型铸造和压力铸造的常用铸造工艺卡片为例说明铸造工艺卡片的表述或样式,见表1-10~表1-21。
(5)铸造工艺规范 铸造工艺规范是指铸造工人在进行工序操作时应遵循的一种技术文件,又称工艺手则。其内容主要包括:操作前的准备、操作时的步骤、方法和要点以及技术质量要求等。
铸造工艺规范的表述可参见参考文献[27],或参见第4章4.2.2“造型制芯与合箱质量的控制(检验)”中的5.“砂型铸造生产常见造型制芯与合箱的工艺规范”,或参见第4章4.2.3“铸造合金熔炼与浇注质量的控制(检验)”中的2.(4)“砂型铸造生产常见铸造合金浇注的工艺规范”。
表1-8 压力铸造工艺流程样式[25](供参考)
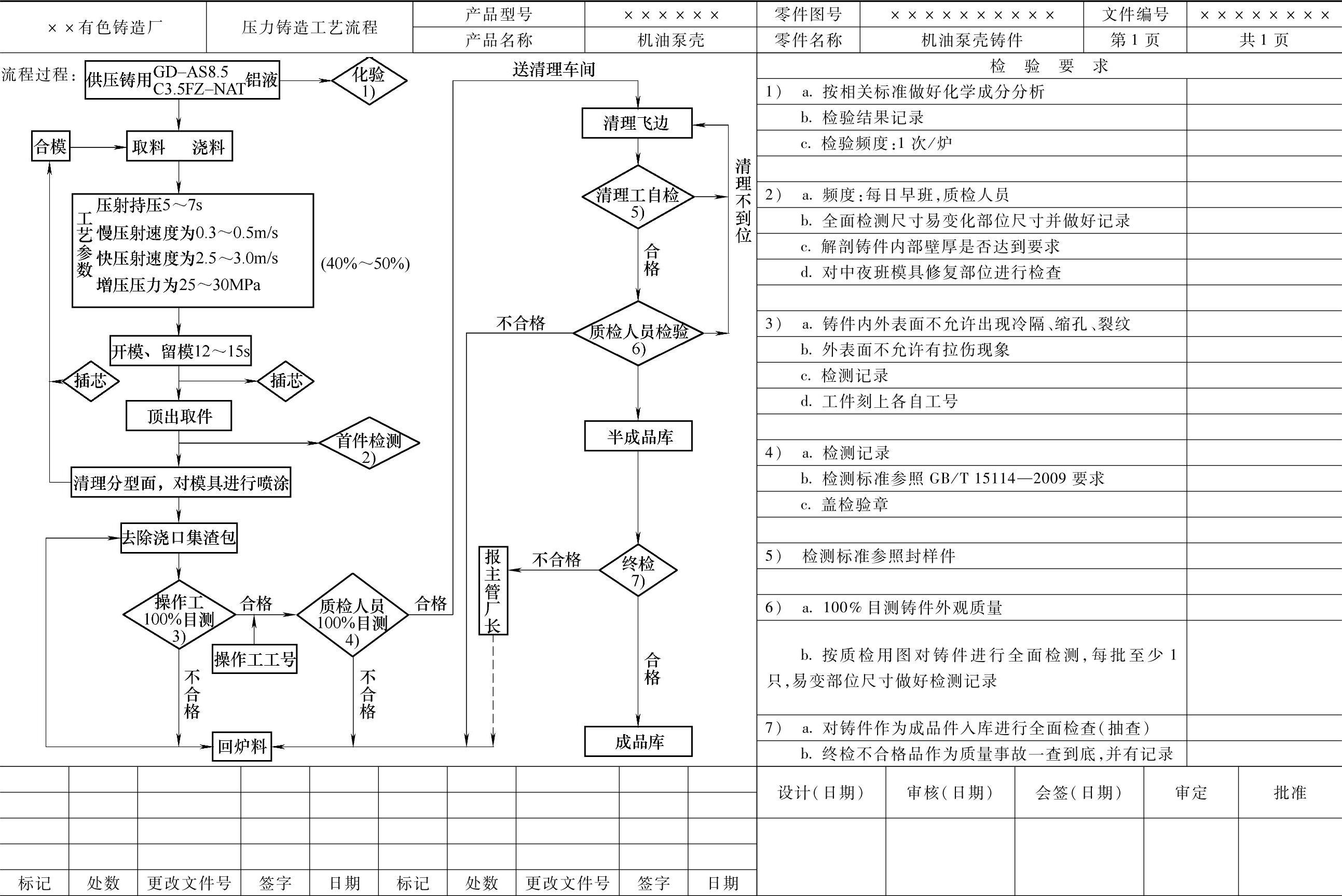
表1-9 压力铸造作业指导书样式[25](供参考)
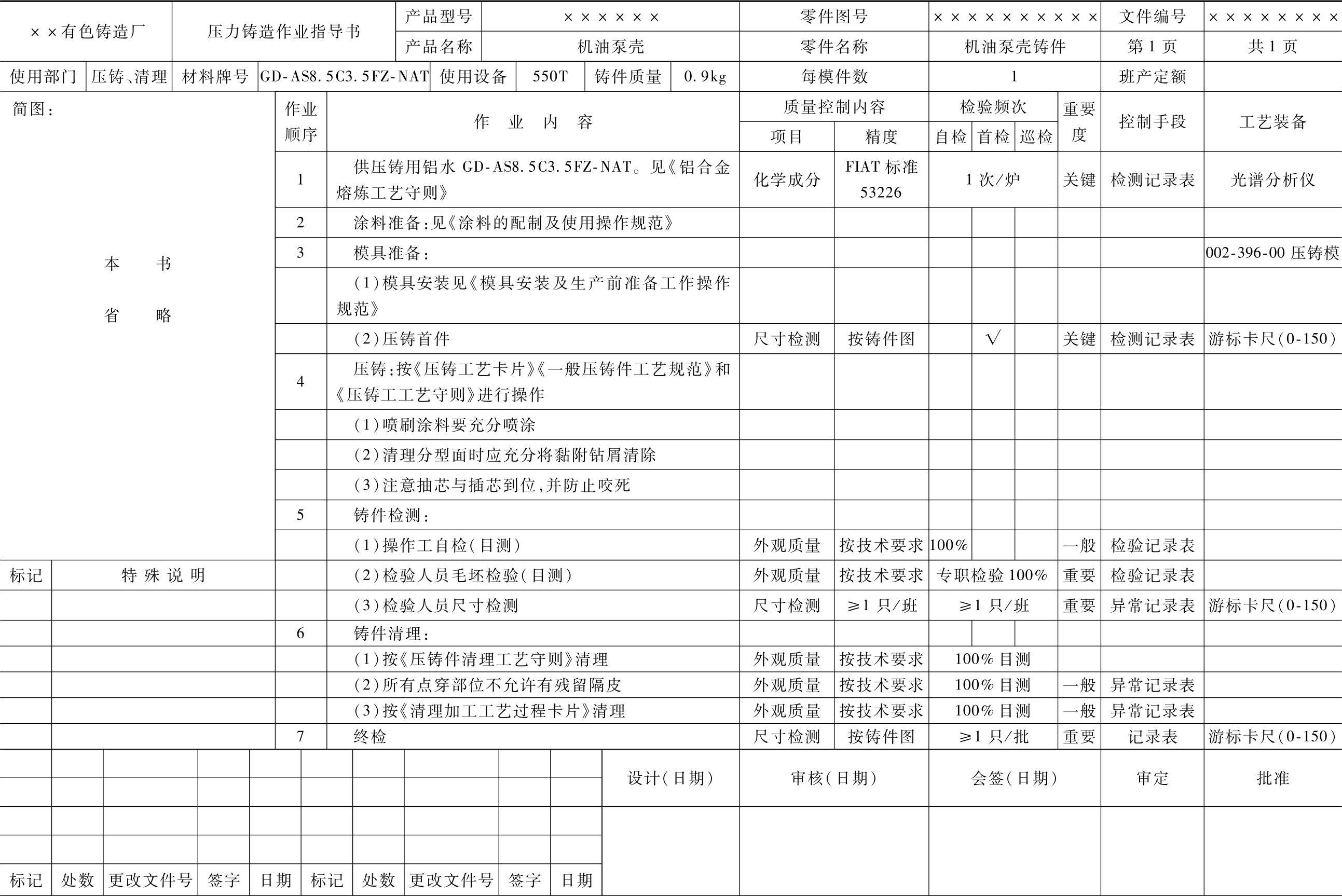
表1-10 砂型铸造综合性工艺卡片样式(适用于单件小批生产手工造型,供参考)
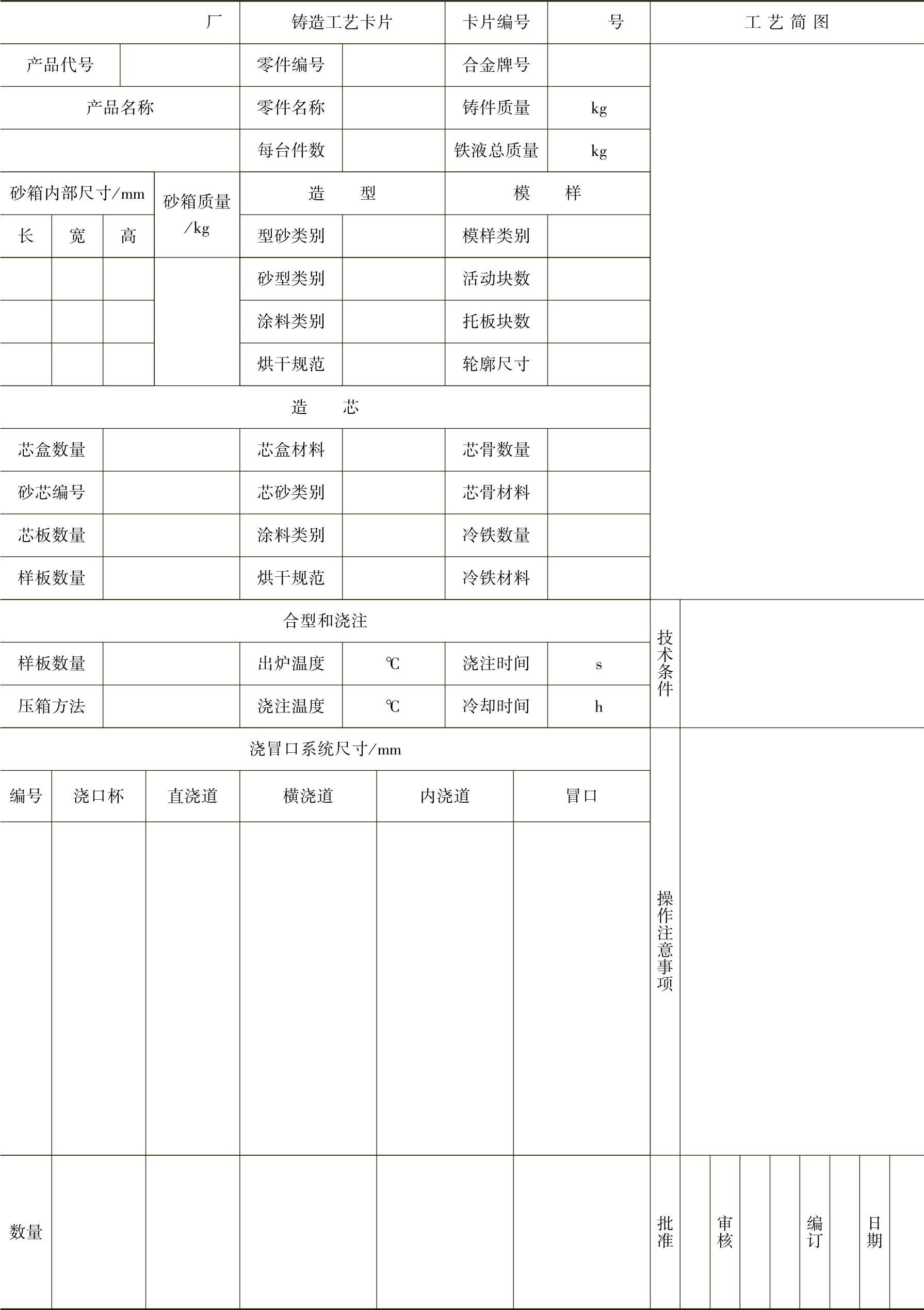
表1-11 砂型铸造综合性工艺卡片样式(适用于成批生产手工造型,供参考)
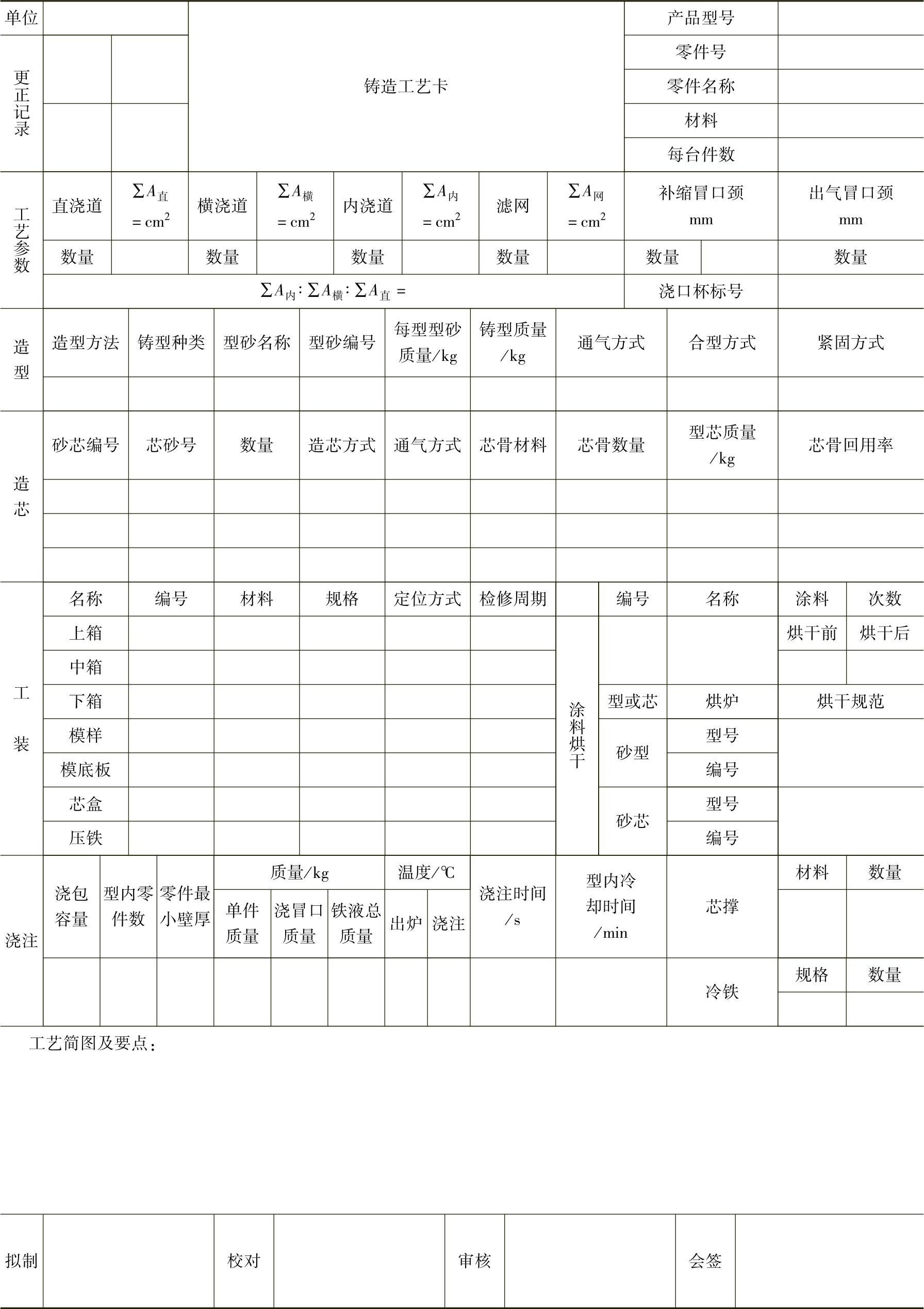
表1-12 砂型铸造综合性工艺卡片样式(适用于成批生产机器造型,供参考)
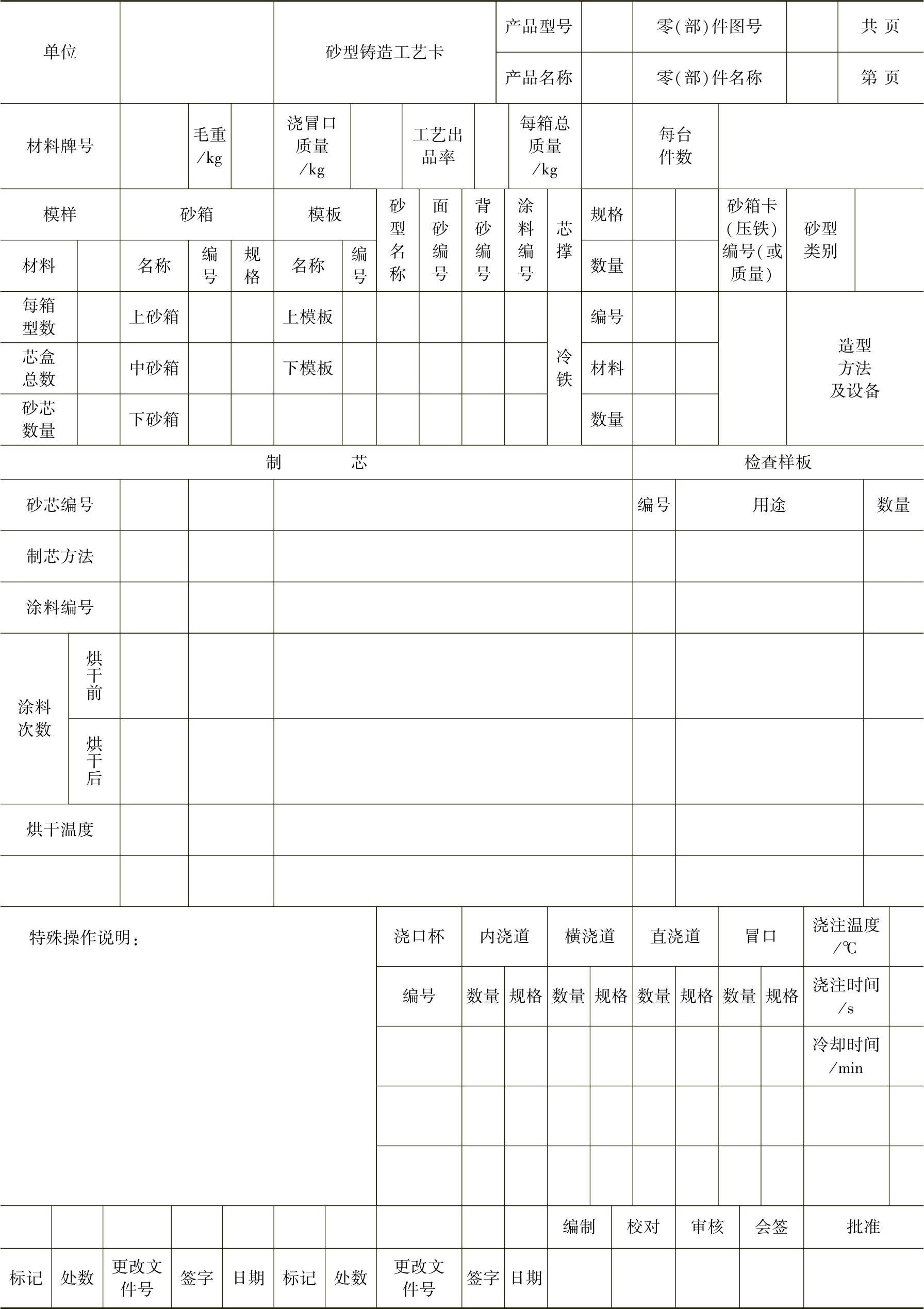
表1-13 砂型铸造分车间工艺卡片样式(造型浇注部分,适用于手工造型,供参考)

表1-14 砂型铸造分车间工艺卡片样式(造型浇注部分,适用于机器造型,供参考)
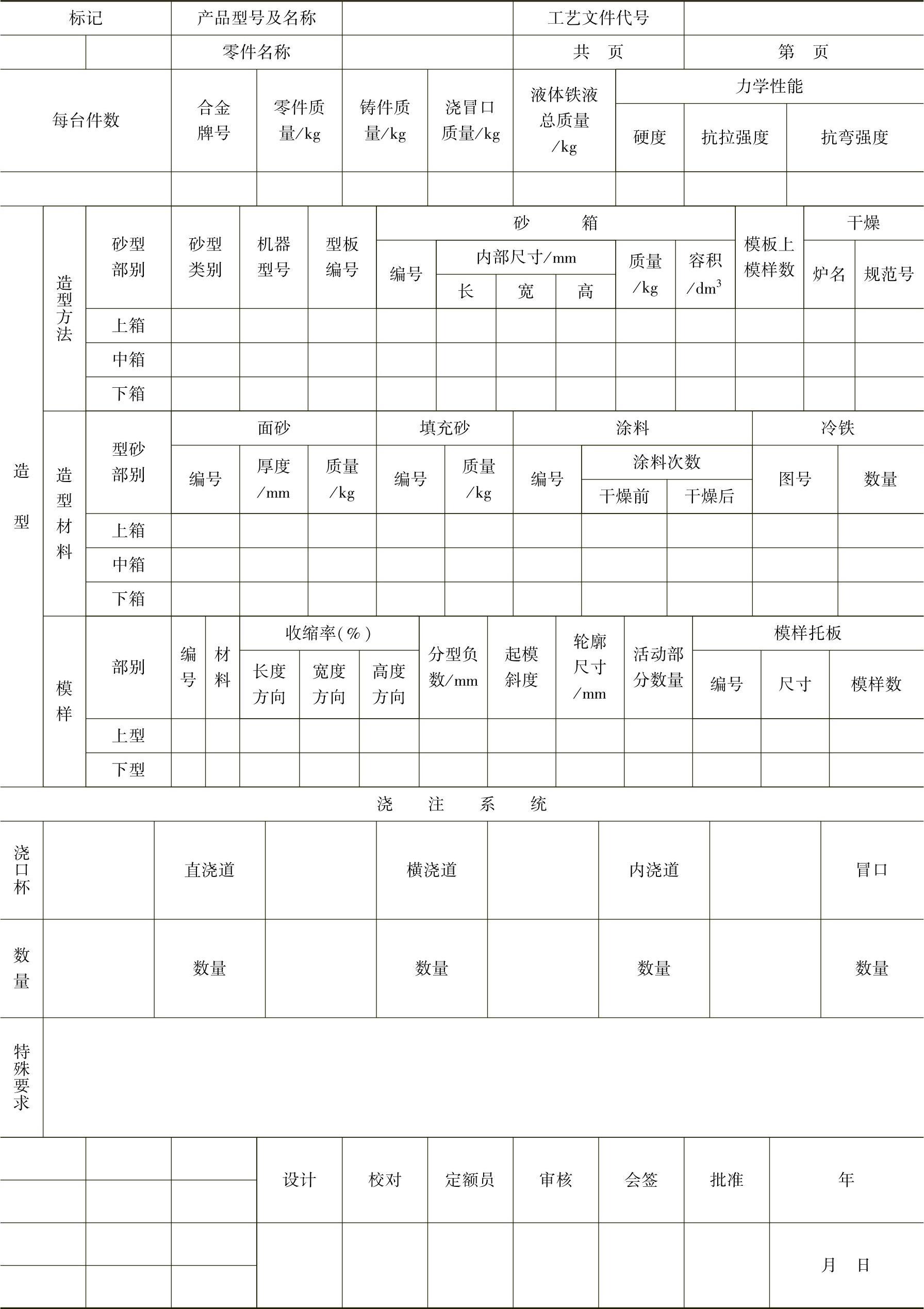
表1-15 砂型铸造分车间工艺卡片样式(制芯部分,适用于成批大量生产,供参考)
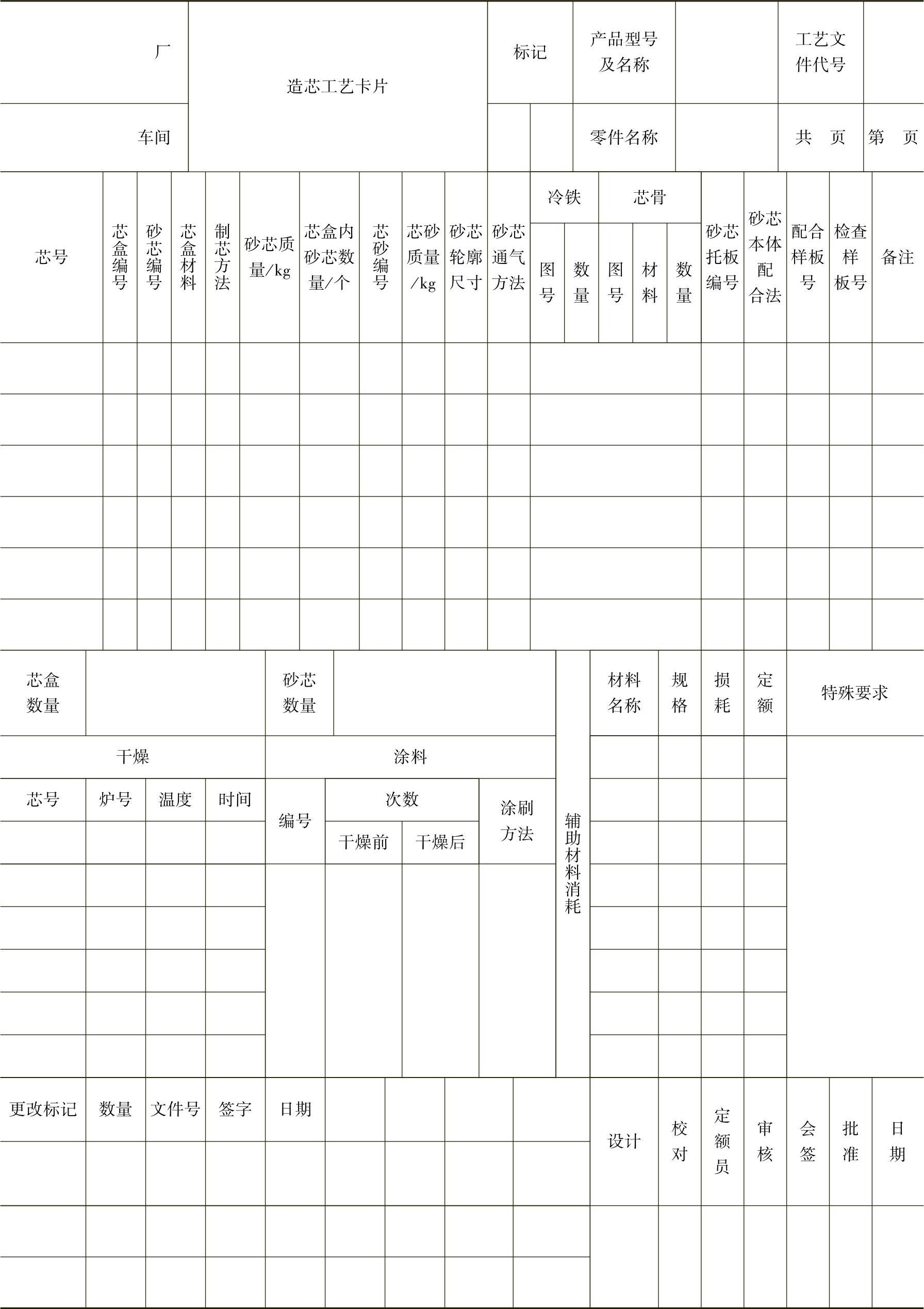
表1-16 砂型铸造分车间工艺卡片样式(清理部分,适用于成批大量生产,供参考)
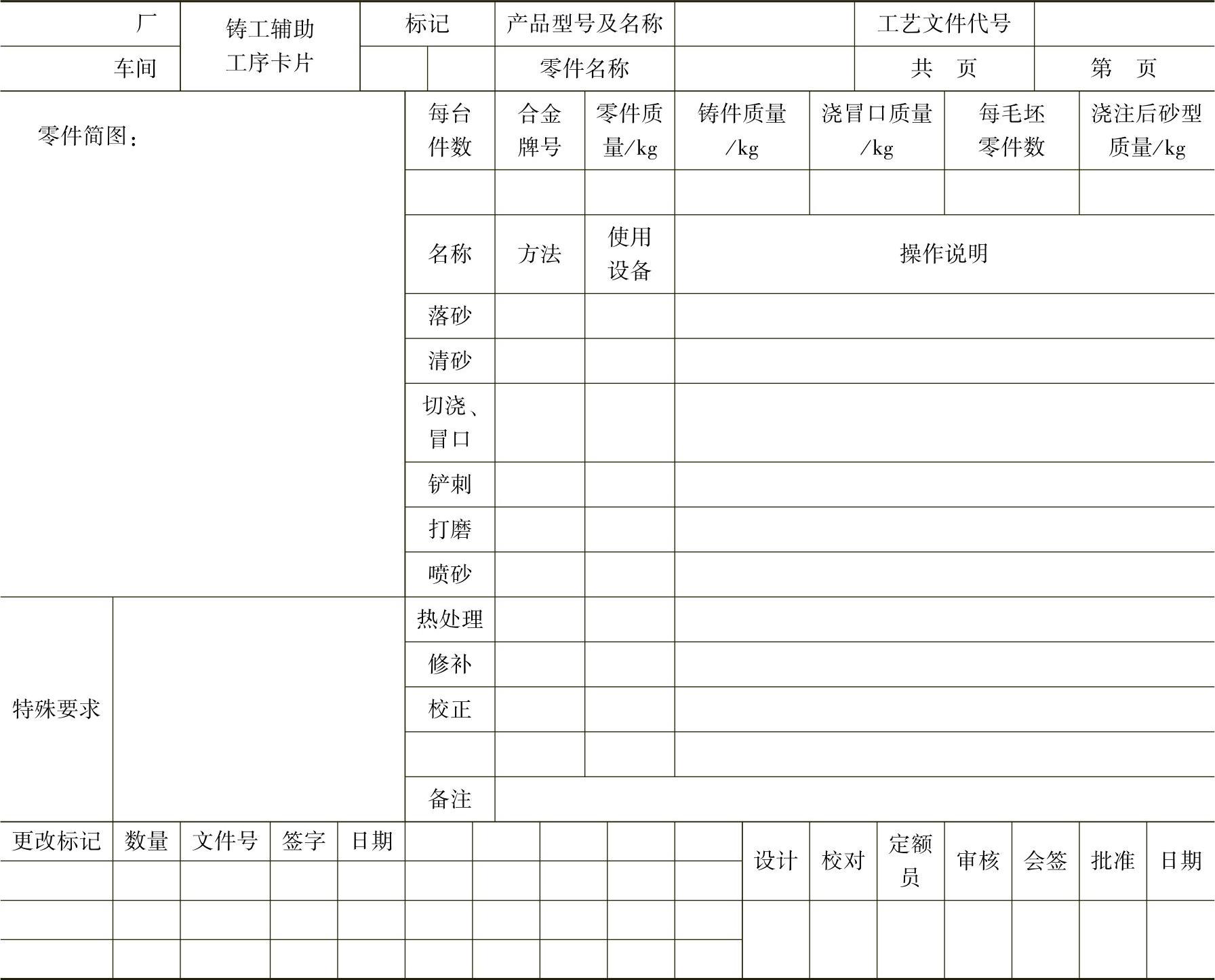
表1-17 砂型铸造分车间工艺卡片样式(造型部分,适用于大量流水生产,供参考)
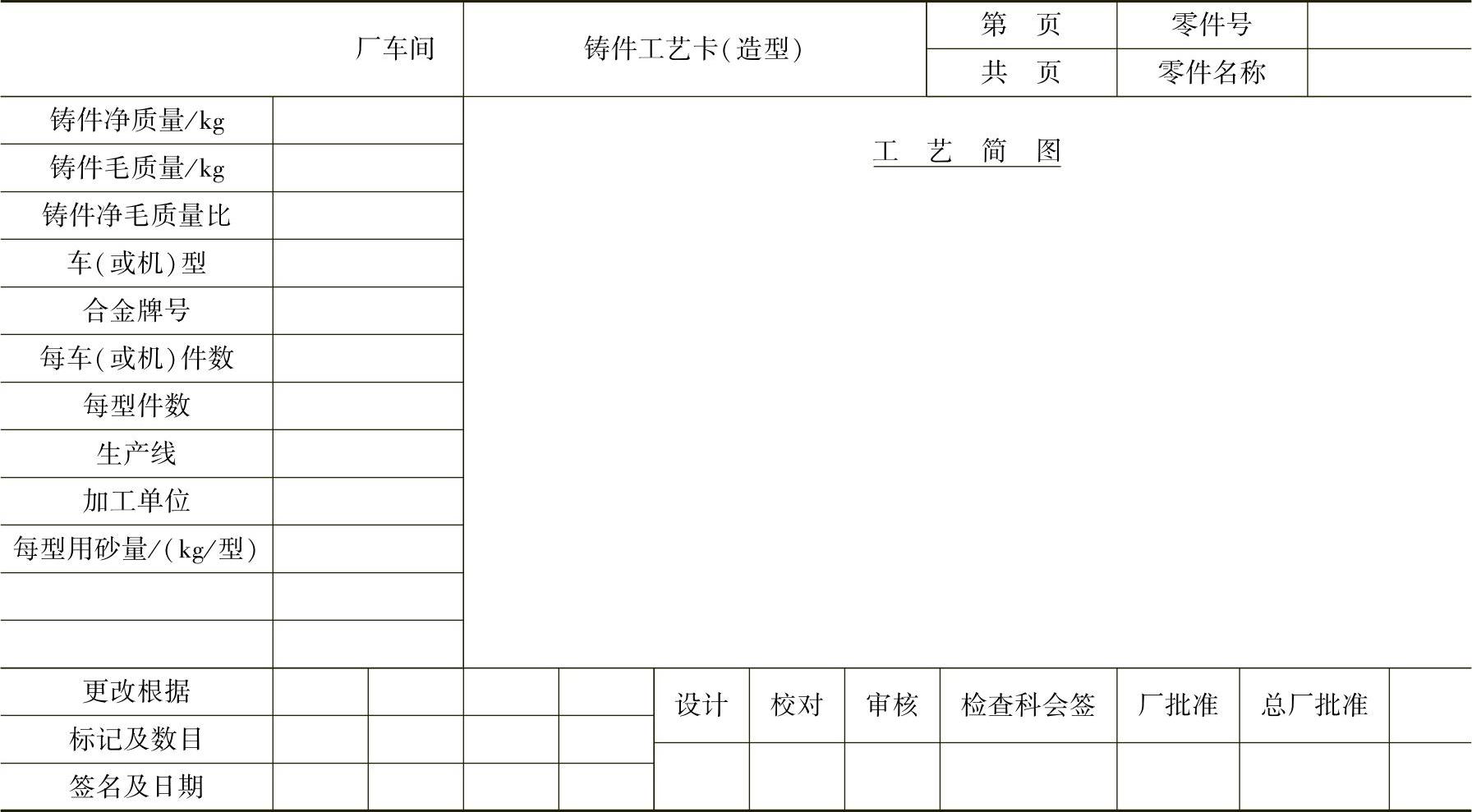
表1-18 砂型铸造分车间工艺卡片样式(砂芯部分,适用于大量流水生产,供参考)
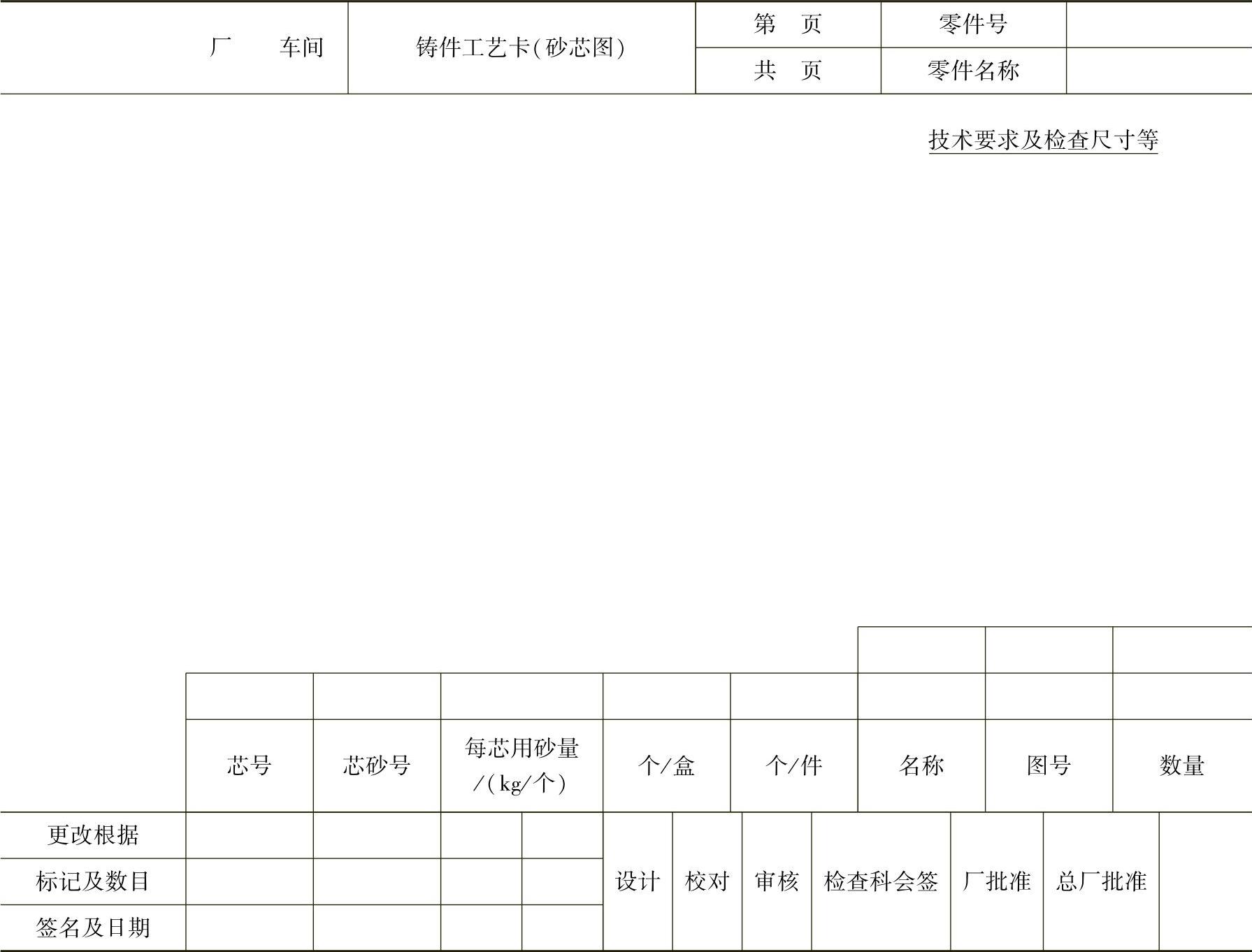
表1-19 砂型铸造分车间工艺卡片样式(各工序通用,适用于大量流水生产,供参考)
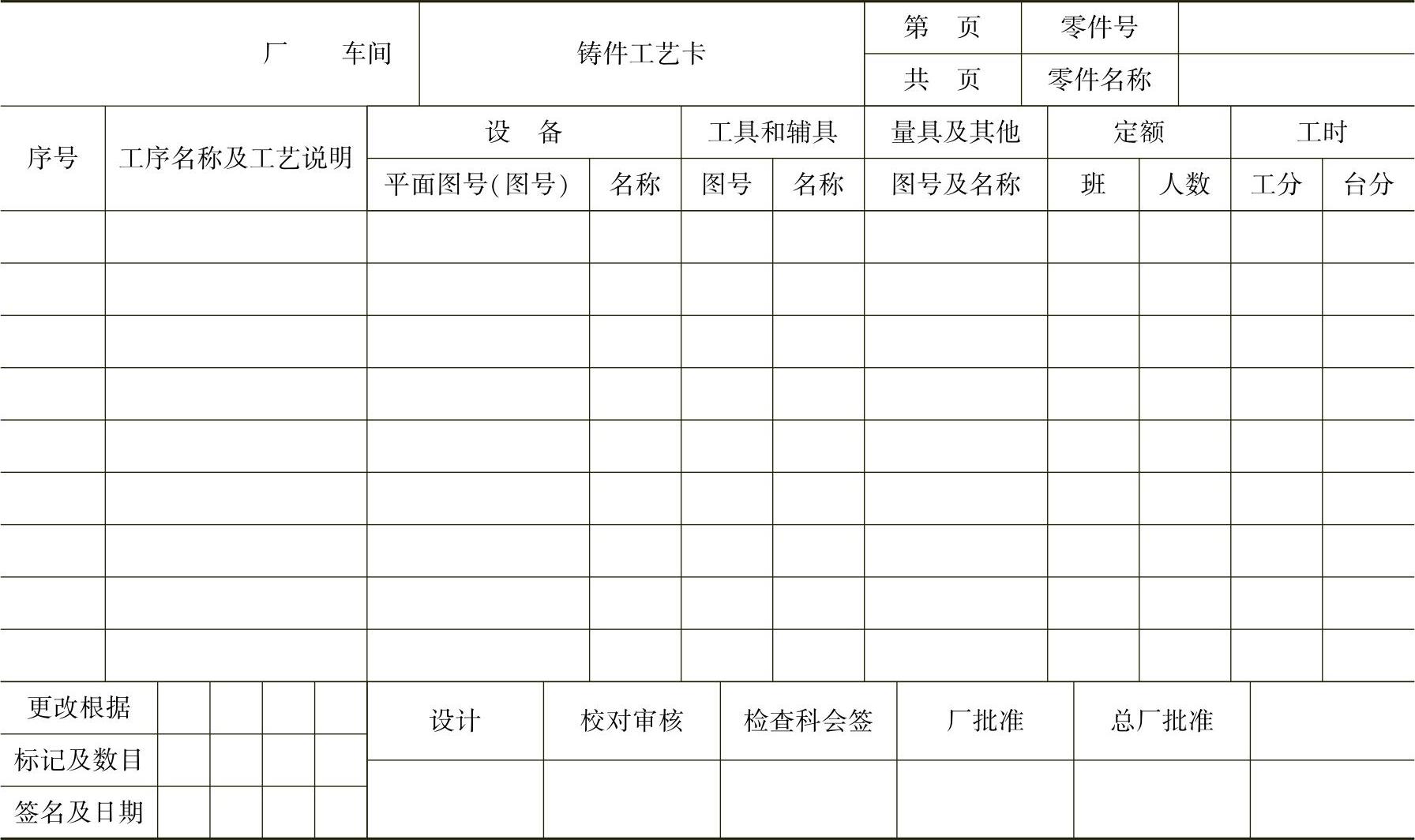
表1-20 压力铸造工艺卡片样式[25](供参考)
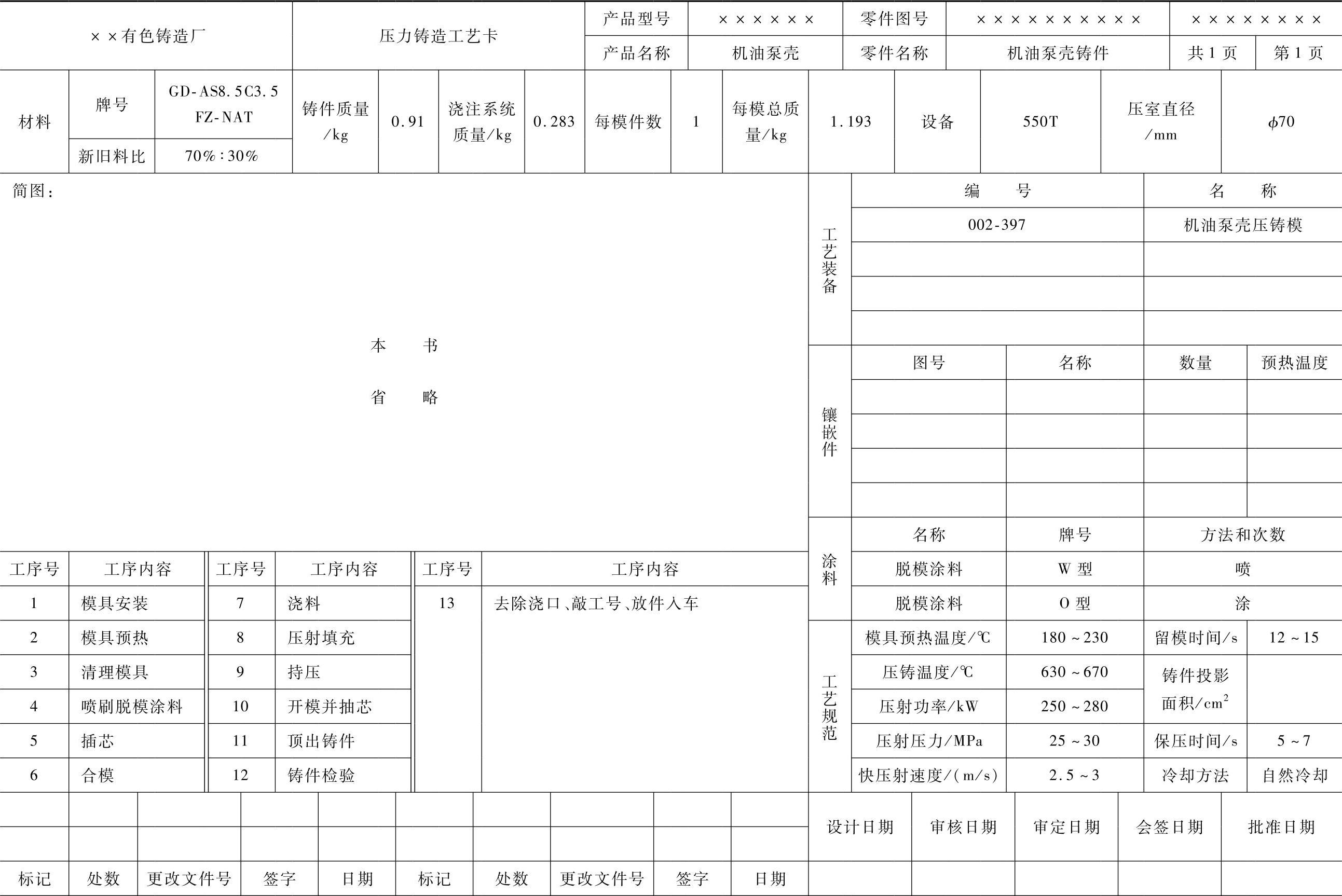
表1-21 压力铸造清理加工工艺过程卡样式[25](供参考)
4.合同要求
铸件应严格按照铸件图、工艺文件、技术标准制造和验收。也可按铸造企业与顾客(用户)签订的订货合同要求组织生产和验收。
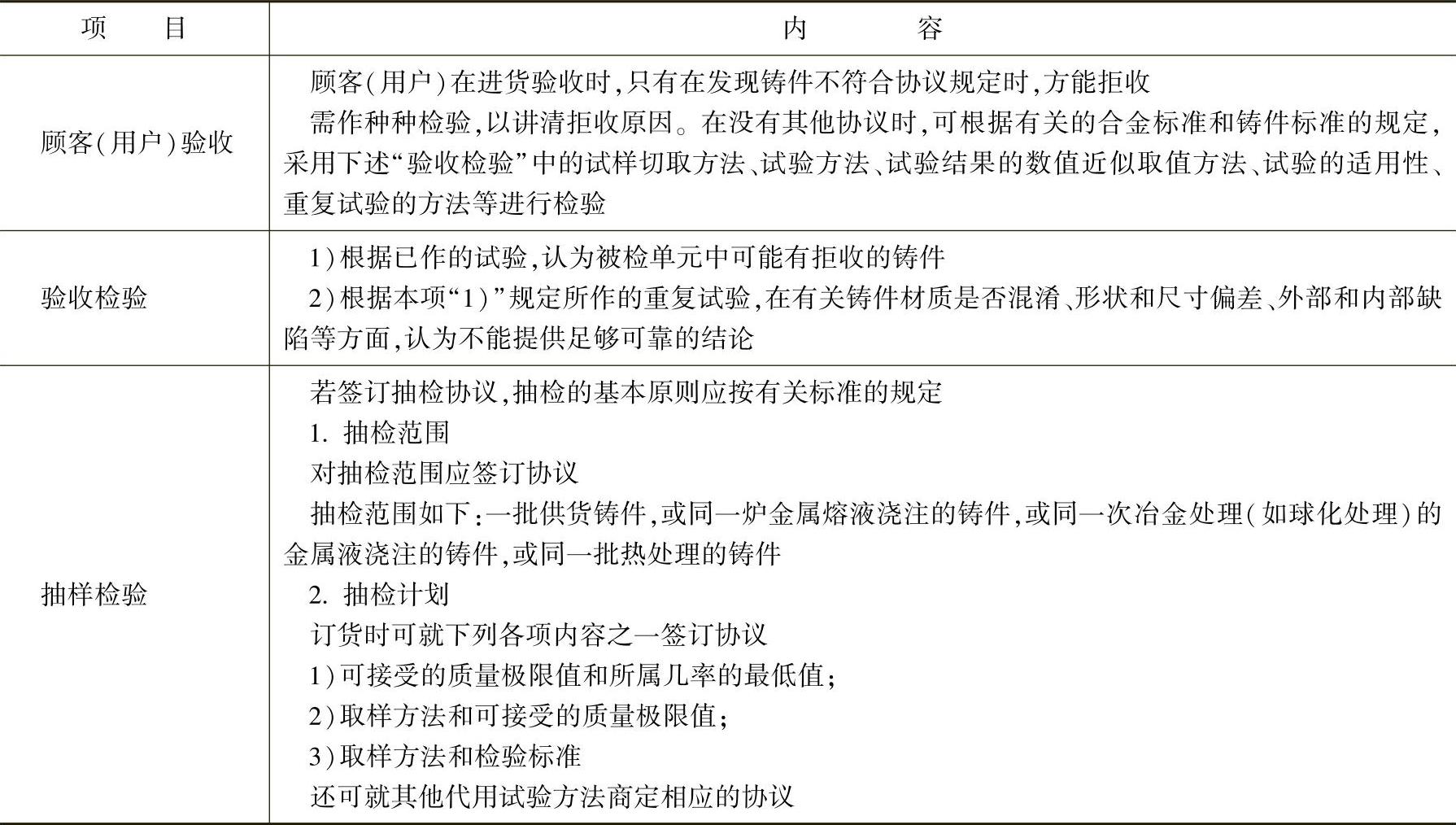
当没有技术标准,或者标准的规定满足不了要求时,顾客(用户)可提出一定的铸件供货要求和铸件检验与验收要求。其要求内容一般可参见表1-22和表1-23。
表1-22 铸件供货要求(供参考)
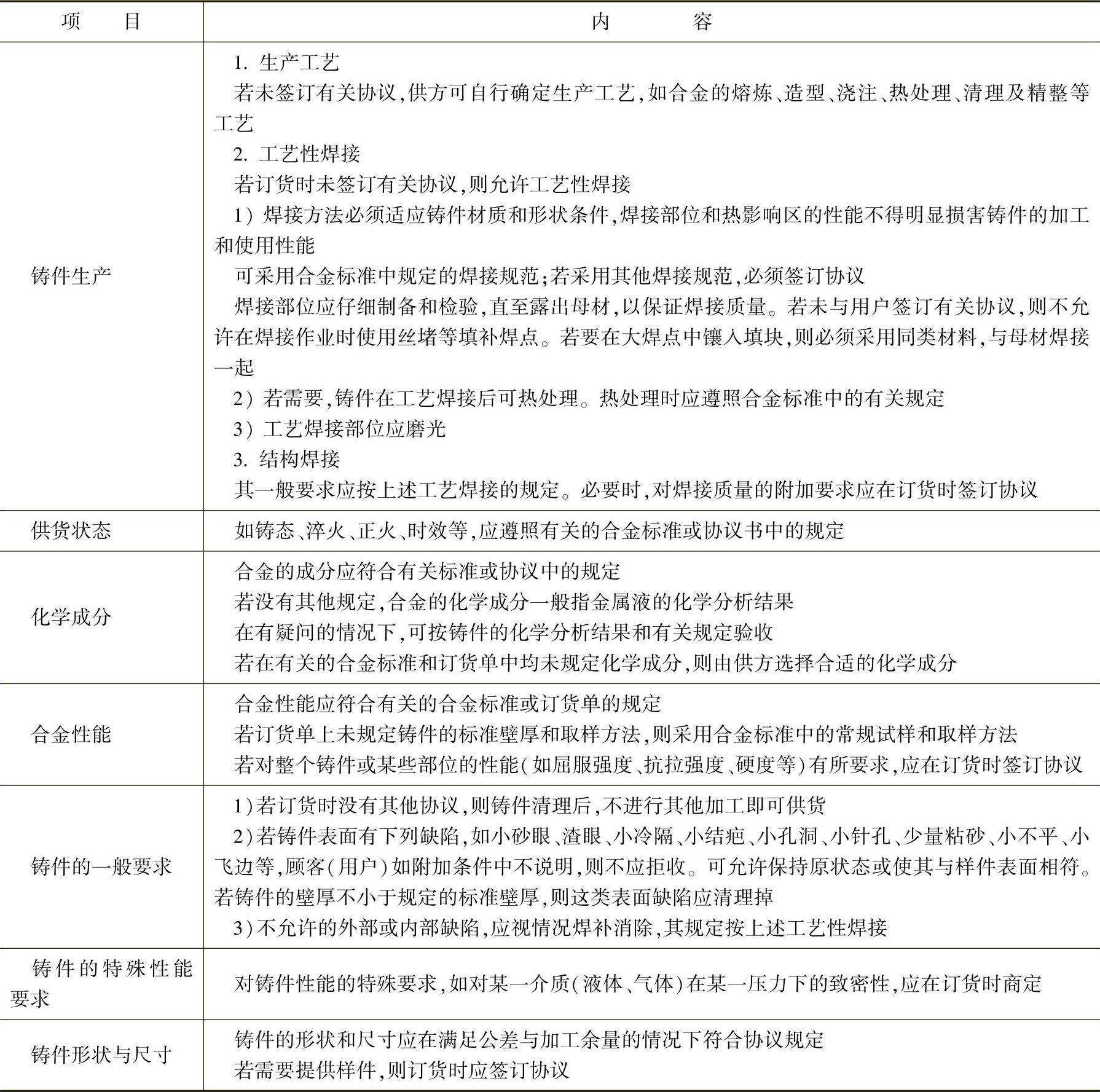
表1-23 铸件检验与验收要求(供参考)

(续)
应该注意,购买铸件与购买一般的原材料和元器件有所不同,因为铸件质量要求的尺度不太容易准确把握,铸件的价格也会受到一定影响。因此,购买铸件已不单是签订一纸合同的事务性程序,从询价、订货到最后履约交货的整个过程中都会涉及许多技术问题。
一般情况下,购买人员应了解以下情况:
1)设计人员的基本意图。
2)后续工序对铸件毛坯的要求。
3)铸件的最终使用条件。
4)有关铸件生产的一般知识。
5)有关各种技术标准的基本要求。
6)铸件价格的构成及估算要点。
7)承制方(供应方)的技术状况和保证能力。
8)验收的程序。
通常,购买大批量铸件或重要铸件时,购买方(顾客)的设计部门和采购部门应从承制方(供应方)铸件设计的最初阶段(收集有关资料阶段),就要与承制方(供应方)进行全面的合作,使铸件既能达到设计者预期的要求又具有最佳的工艺性和经济性,从而得到最好的满意度和效益。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。