



无损检测是在不损伤铸件和材料的试验条件下,检测其表面或内部宏观缺陷的方法。
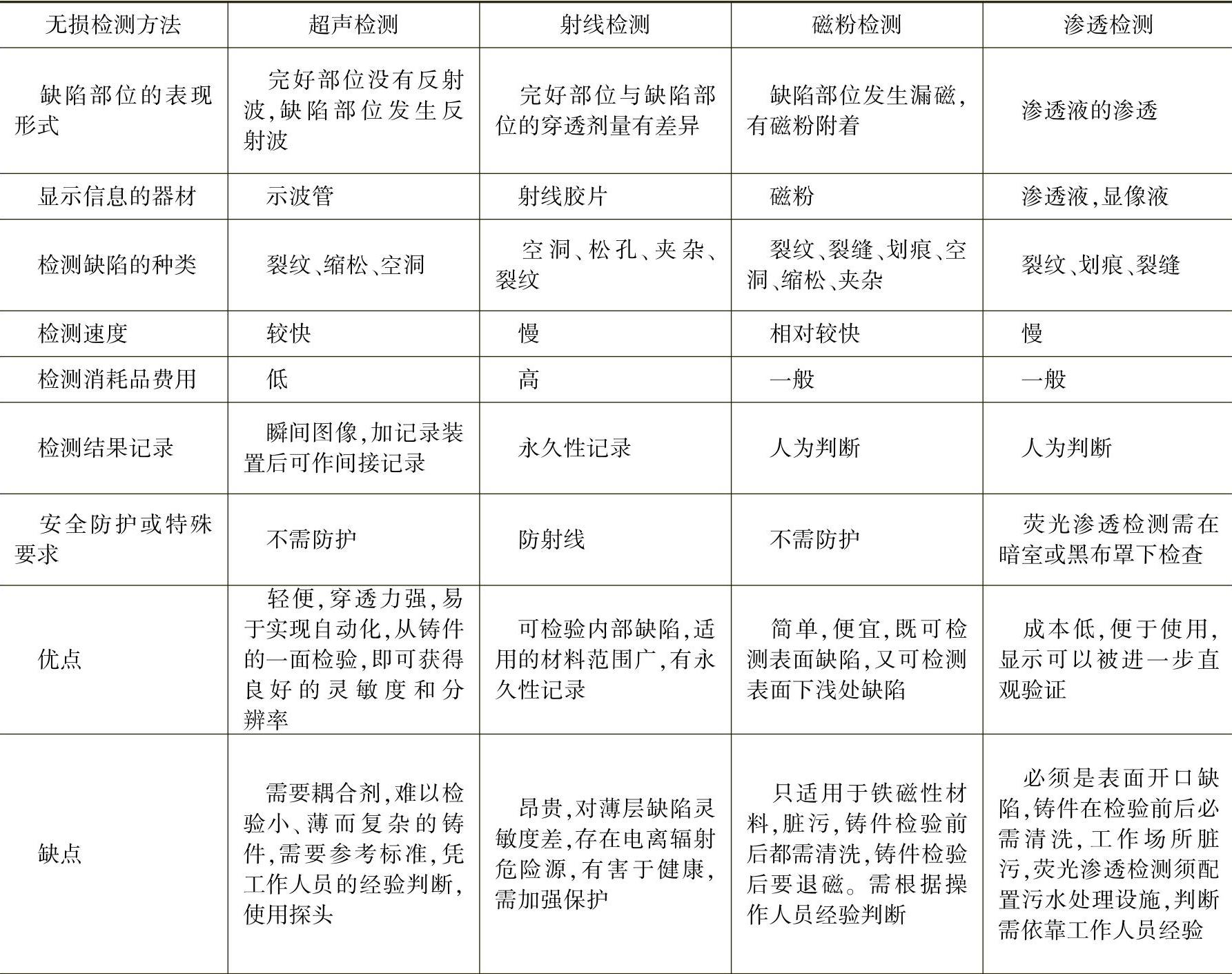
无损检测方法主要有超声检测、射线照相检测、磁粉检测和渗透检测,常用无损检测方法的比较见表2-30。
表2-30 常用无损检测方法的比较

(续)
1.超声检测设备
在铸造企业中,应用最广泛的是A型脉冲反射式超声检测仪,这种仪器自身发射不连续的脉冲波,遇到工件的缺陷后,在荧光屏上是A型显示。超声检测设备由脉冲超声发射器、接收器、探头、显示器四大部分组成,除探头外,实属一套无线电装置。
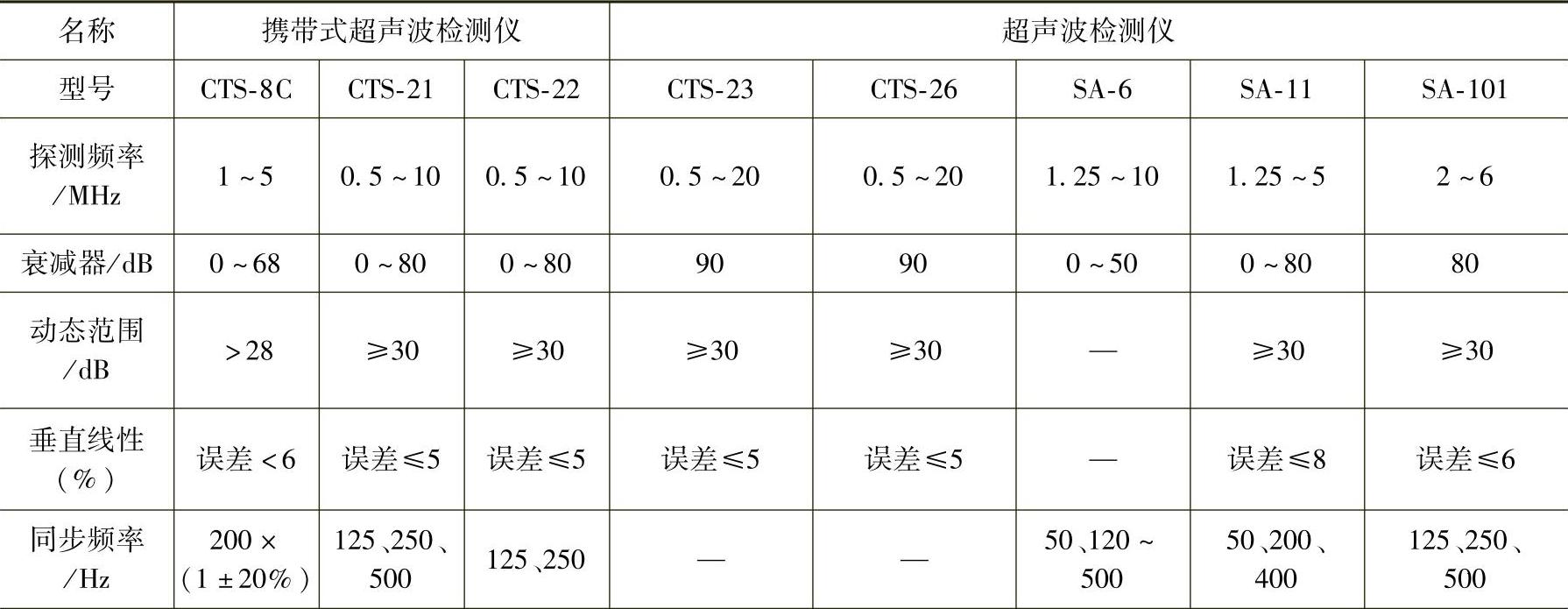
常用超声检测仪的主要技术规格及外形见表2-31、图2-65和图2-66。
表2-31 常用超声检测仪的主要技术规格
(续)
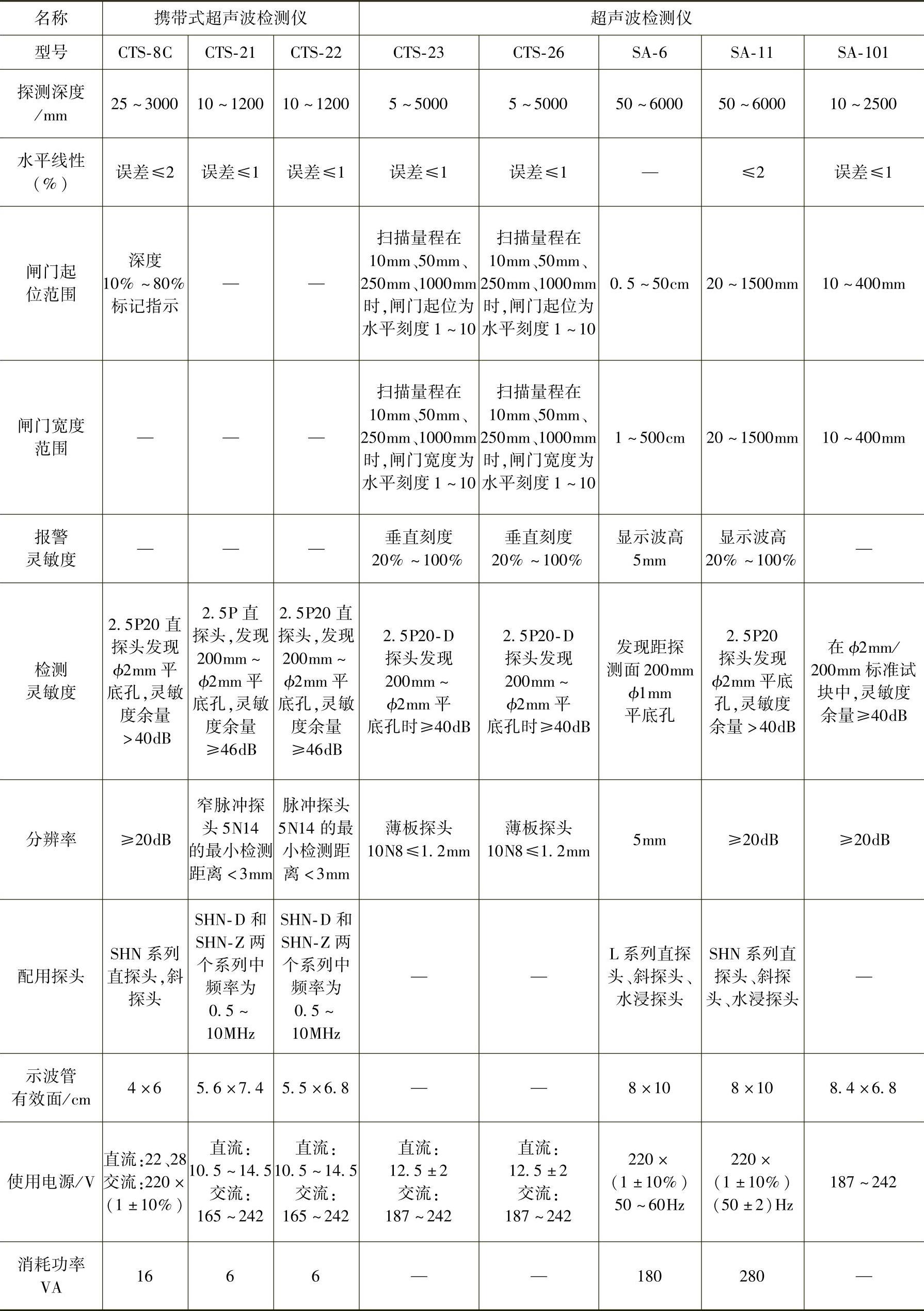
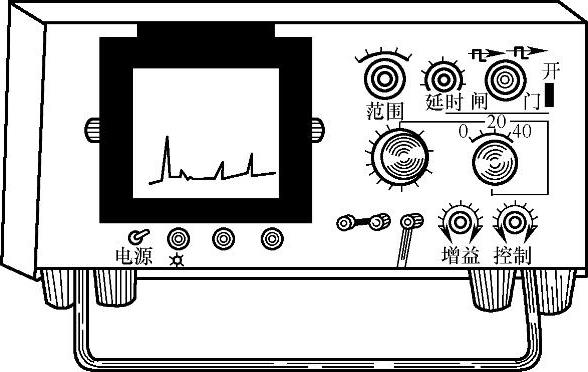
图2-65 CTS-26超声检测仪外形
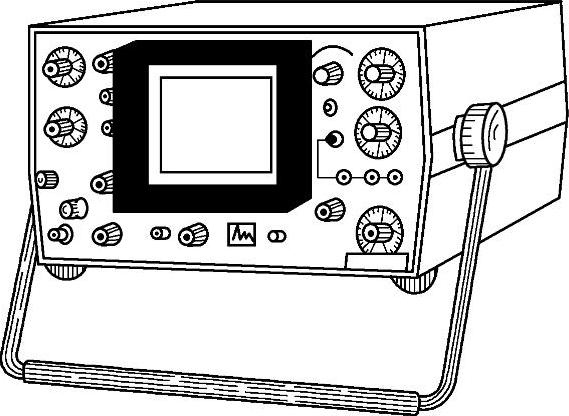
图2-66 SA-101超声检测仪外形
2.射线检测设备
常用的射线检测设备有X射线检测设备、γ射线检测设备和高能射线检测设备。
(1)X射线探伤机X射线检测是利用X射线透过铸件时,在有缺陷与无缺陷之处对射线的吸收能力不同,因而在感光胶片上对应于有缺陷的部位形成黑度较大的缺陷影像,以此作为判伤依据的检测方法。
X射线探伤机由控制器与射线管等组成。
常用X射线探伤机的主要技术规格及外形见表2-32、图2-67和图2-68。
表2-32 常用X射线探伤机的主要技术规格
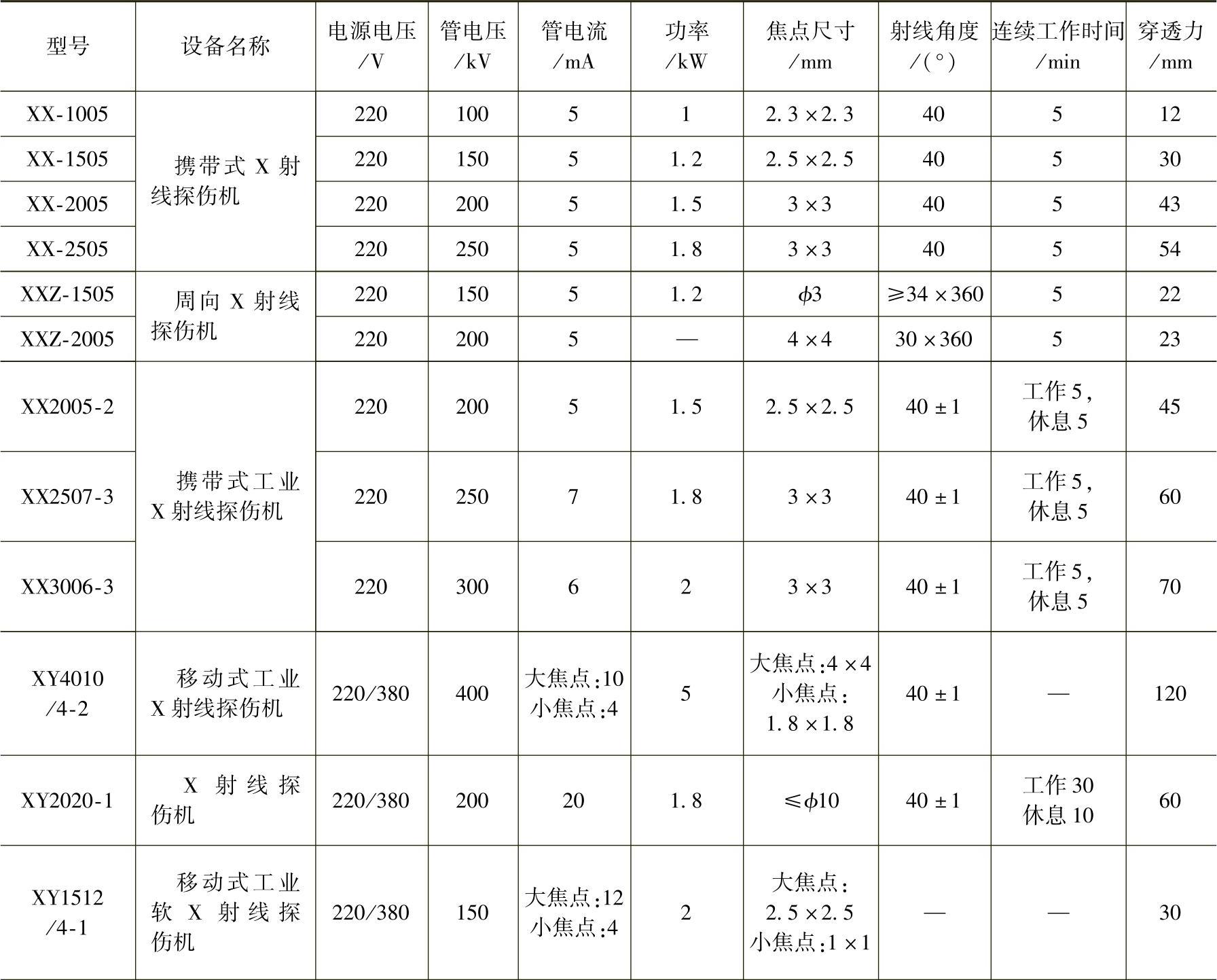
(续)
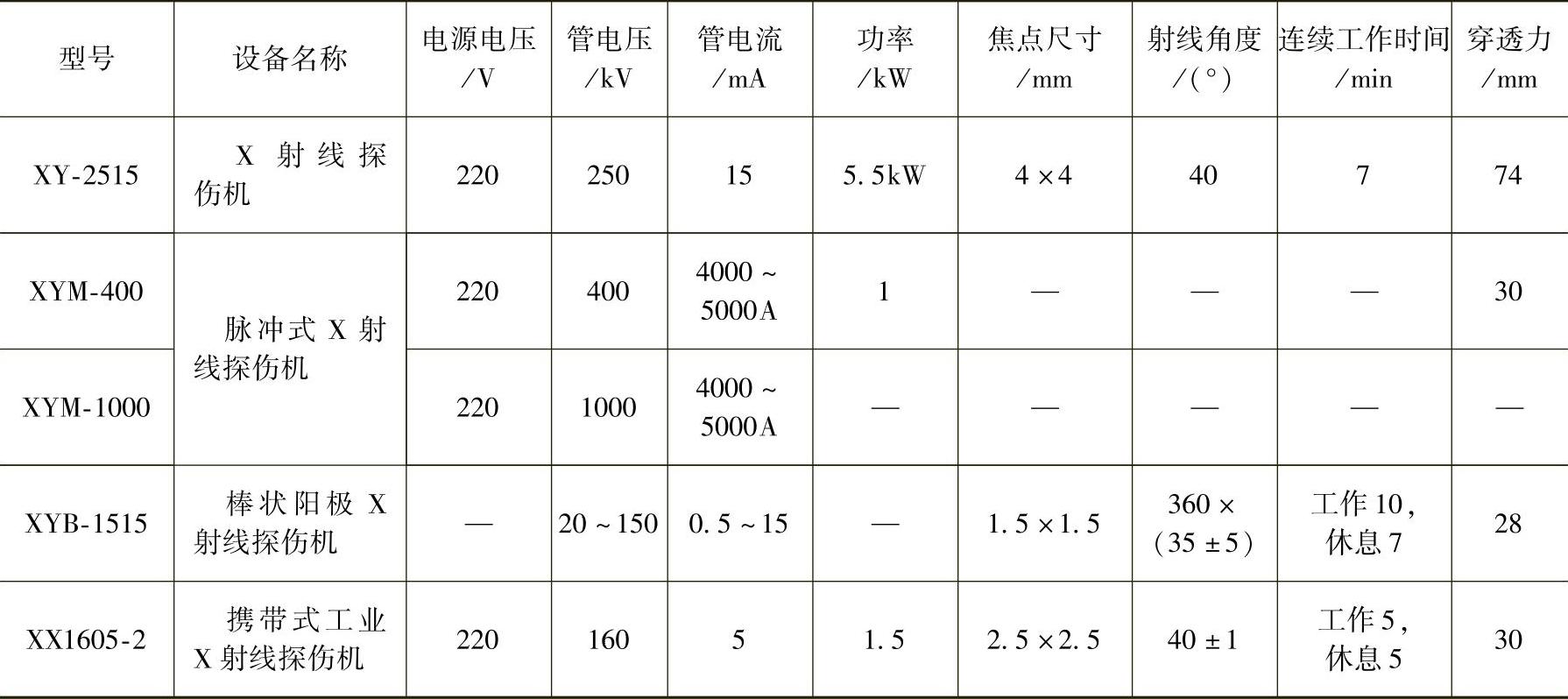
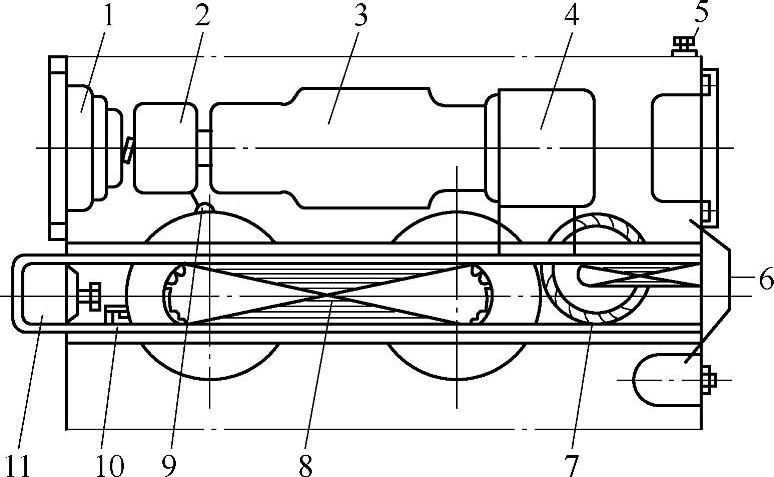
图2-67 X射线管结构
1—阳极座 2—散热器 3—X射线管 4—阴极座 5—放(补)油螺钉 6—油膨胀器 7—灯丝变压器 8—高压变压器 9—导电球 10—温度继电器 11—搅拌电动机
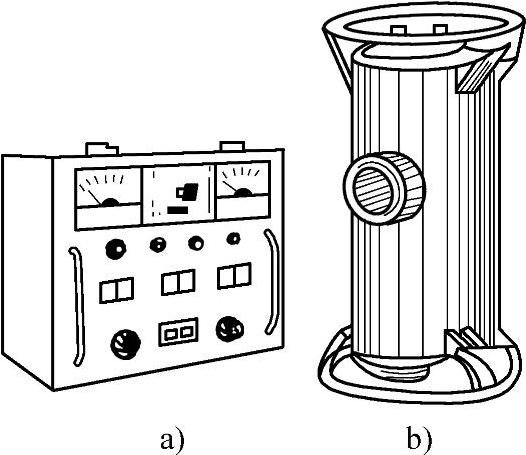
图2-68 XX1605-2、XX2005-2、XX2507-3、XX3006-3携带式工业X射线探伤机外形图
a)操纵台 b)X射线发生器
X射线探伤机的安装及使用应按产品说明书所写步骤进行。X射线探伤机的维护提示如下:
1)任何情况下,X射线管头内不允许有气泡,如发现有空气,必须将空气排尽。
2)对冷却油箱,应注意油面的高低,油面离箱端之玻璃窗口偏差不能太远,否则应及时补油。
3)进线电源最好接有交流电流表,正常使用时电流不应超过射线探伤机最大容量允许的电流值。
4)X射线管头切忌受强烈振动,长途运送时,X射线管头必须处于垂直位置,并须加防振装置。在升降射线柜尤其是在下降时,放油必须均匀、缓慢,严防突然降落,使射线柜受振而损坏X射线管。
5)如电源波动太大,可加装调压稳压器,以保证电源维持稳定,使X射线探伤机正常工作。
(2)γ射线探伤仪γ射线探伤仪的穿透力较X射线强,且不需用电,适合于现场使用,并可在高温、高电压、磁场情况下进行检测,射线源还可以用传输管伸入到狭窄部位去照相。
γ射线探伤仪由工作容器、放射源及源辫子、挠性源导管、遥控器、安全装置几部分组成。γ射线探伤仪的主要附件有光阑、源导管、手或电控装置等。
常用γ射线探伤仪的主要技术规格与外形和结构图见表2-33、图2-69和图2-70。(https://www.xing528.com)
表2-33 常用γ射线探伤仪的主要技术规格

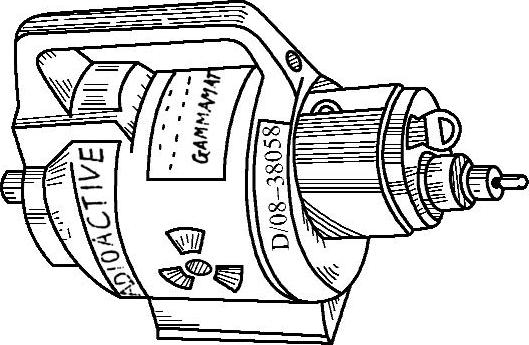
图2-69 TIF型100居里Ir-192γ探伤仪外形图
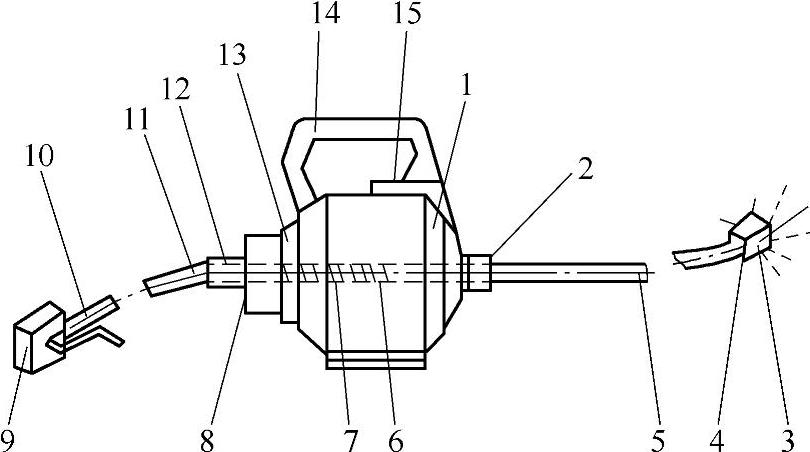
图2-70 γ射线探伤仪结构示意图
1—工作容器 2—源导管快速接头 3—放射源(在工作位置) 4—光阑 5—源导管 6—放射源(在静止位置) 7—源辫子 8—安全锁定机构 9—缆驱动器 10—驱动缆 11—驱动缆软管 12—遥控器快速接头 13—快门环 14—手柄 15—置放源数据标牌的面
γ射线探伤仪的维护与检查提示如下:
1)在进行射线照相工作时,必须配备辐射监测和报警装置。首先要检查这些仪器的功能可靠性。再检查工作容器表面的剂量率。工作人员根据要求和污染的种类,对工作容器的所有连接器,快门环及遥控器和源导管上的快速接头都必须定期清洁。在每次使用前和使用后用一个适当的工具,如擦布、刷子等进行清洁,不要用钢丝刷、水或油去清洁。
2)当在条件恶劣地区应用时,要特别注意不使灰尘和沙土进入遥控器、源导管和工作容器内。每天都要清除进入的尘沙。如果需要,把驱动缆拉出软管,用刷子清除干净。
3)当内部污染厉害,或是在高温近海地区使用γ射线探伤仪时,各部件上的腐蚀性沉积物会影响探伤仪的功能。
4)清洁γ射线探伤仪时,千万不能用润滑剂。当其确定射线源有泄漏时,应停止使用,放在安全位置密封并消除污染。
(3)高能射线探伤设备(加速器)加速器穿透力强,可以穿透300~500mm厚的铸件进行无损检测。但由于设备结构复杂、价格昂贵,只有生产大型铸件的铸造企业选用。
(4)关于射线检测设备的特别提示 射线对人体有危害作用,随辐射剂量、照射部位以及对机体的作用不同,而有所不同。当人长期受到高于安全剂量值的射线照射时,人的机体将会引起病变,如果一次照射的剂量高达400~450R(伦琴)[1]时,会出现严重病变,甚至死亡。故使用射线探伤设备时,要加强对射线的防护,注意遵守国家及国际法定的规程,配备辐射剂量仪检测射线源有无泄漏情况。通常的防护措施有以下三方面。
1)屏蔽防护。利用各种屏蔽物体吸收射线,以减少射线对人体的危害。应根据不同种类的射线选用合适的屏蔽材料,这种材料应有一定的强度,接受辐射后不致产生毒物或活化,且价格便宜,容易获得。
对于同一种类不同型号的X射线探伤机而言,由于管电压的不同所需防护材料的厚度也不同,要根据X射线探伤机的基本参数及使用情况(管电压、管电流、照射方向、位置、距离、工作时间等),来计算各种防护材料的厚度,使其既保证安全又不浪费材料。
2)离辐射源的距离。射线的强度与距离的平方成反比,增大人与辐射源间的距离,可使人体受到的照射量减少。因此,在实际操作时尽可能远离辐射源,可用辐射剂量仪测量某安全距离。
3)照射时间。人体所接受的总剂量与辐射源接触的时间成正比,为减少人体所接受的照射量,应尽可能地缩短在辐射场内停留的时间,要求操作熟练、迅速。
3.磁粉探伤设备
磁粉检测是对被检铸件加外磁场进行磁化,铸件被磁化后在其表面上均匀喷洒磁粉来进行检测的。磁粉被磁化的铸件所吸引,若铸件无缺陷,其磁力线是平行而无变化的,磁粉在铸件表面上均匀分布。当铸件存在缺陷时,磁力线就会绕过这些透磁率低的区域而泄漏于铸件表面,在缺陷处产生漏磁场,磁粉集聚于此而使缺陷显现出来。
磁粉探伤机主要由主体装置与附属装置组成。主体装置即磁化装置,是磁粉探伤机的主要部分,其作用是将磁场加在被检铸件上使其磁化。磁化方法主要有:给铸件直接通电;采用通电线圈以及用电磁铁对铸件进行磁化。电磁铁是携带式及移动探伤机常用的磁化方式。固定式磁粉探伤机以直接通电法为多。常用磁粉探伤机(仪)的主要技术规格与外形图见表2-34、图2-71~图2-74。
表2-34 常用磁粉探伤机(仪)的主要技术规格
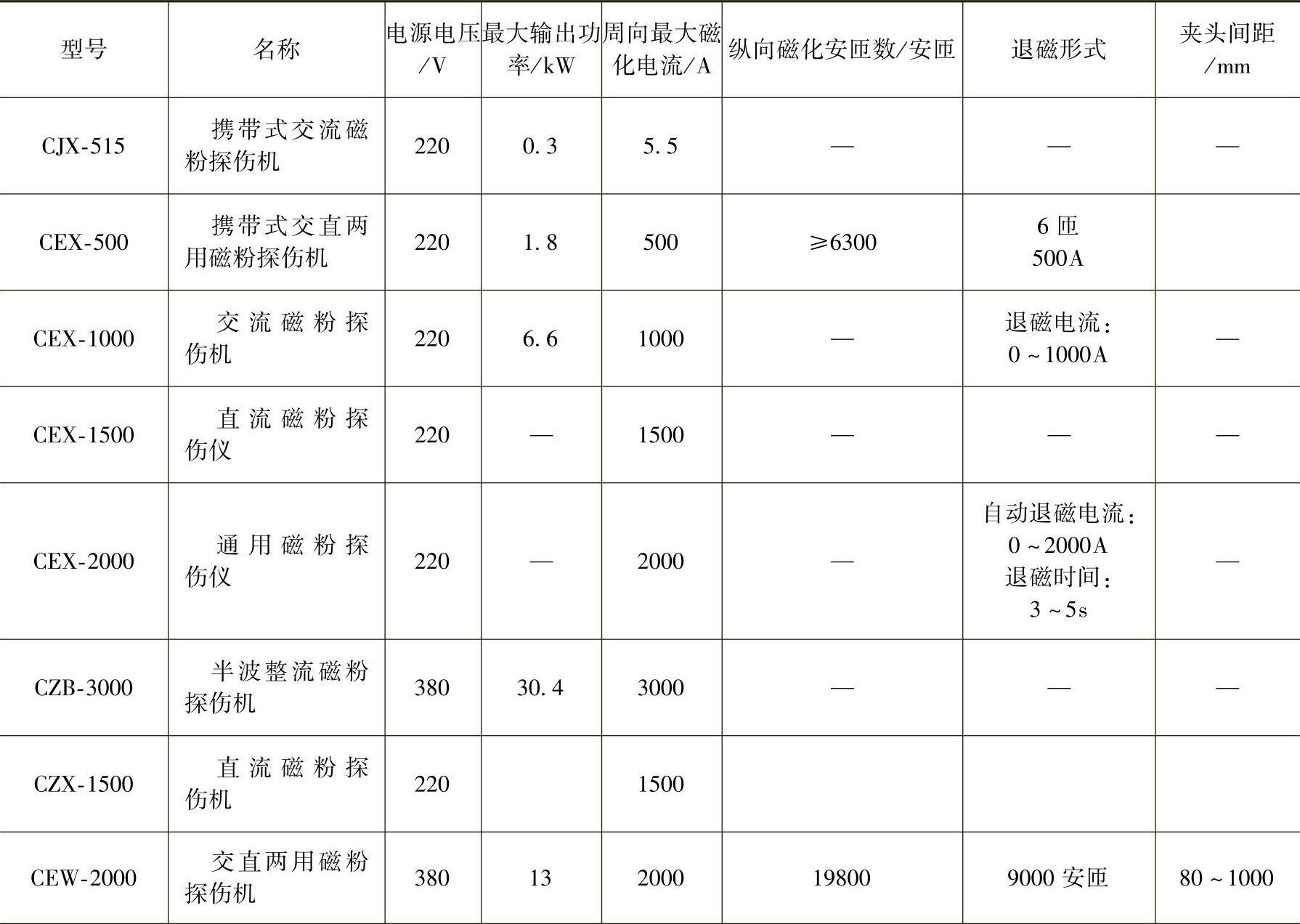
(续)
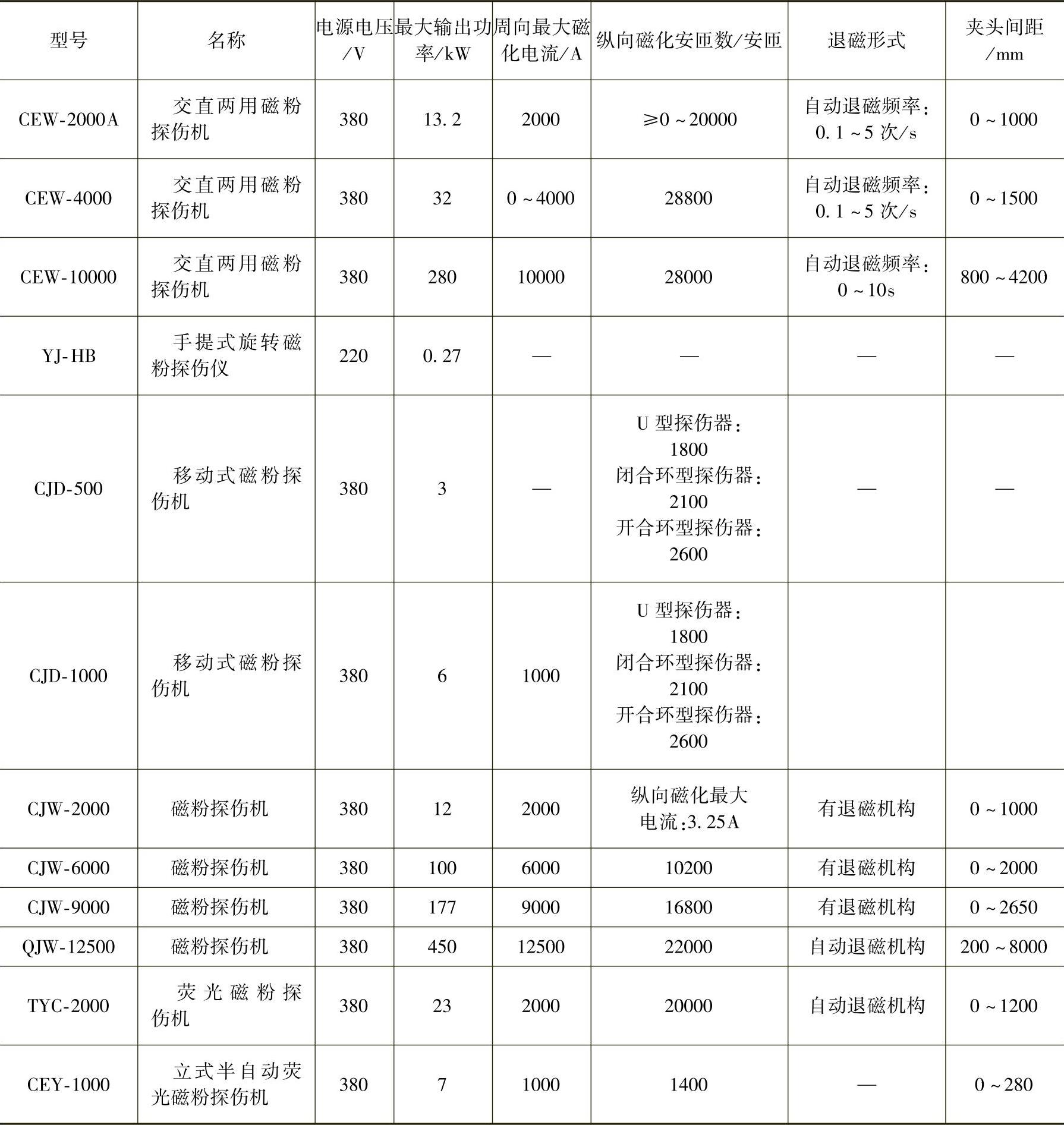
图2-71 CEX-1000交流磁粉探伤机外形图

图2-72 CEX-1500直流磁粉探伤仪外形图
图2-73 CEX-2000通用磁粉探伤仪外形图
图2-74 CZB-3000半波整流磁粉探伤机外形图
4.渗透检测设备
渗透检测是利用紫外线光辐射时,激发渗入到铸件表面缺陷内的荧光物质所发出的可见荧光而进行检查的。
渗透检测设备主要由荧光检测仪及各种盛纳液体的槽及干燥装置组成。
荧光检测仪由顶部滑动轮、十字形支架、探头、固定夹、立杆、底盘、滑动架、操纵盒等部分组成。
常用荧光检测仪的主要技术规格见表2-35。
表2-35 常用荧光检测仪主要技术规格

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。