



1.铸件实物质量
(1)铸件外观质量
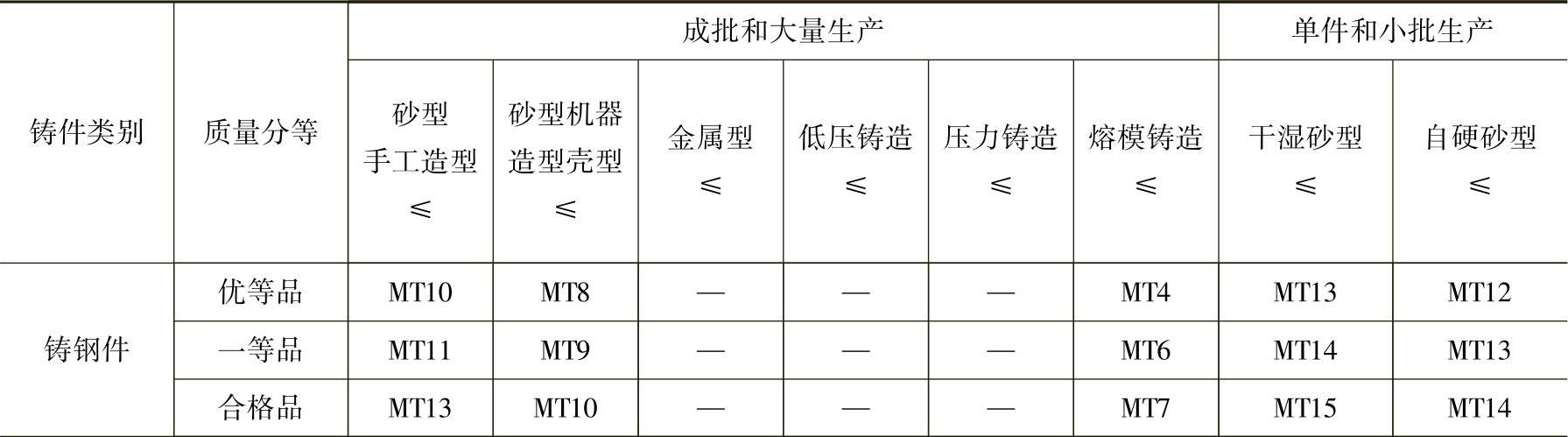
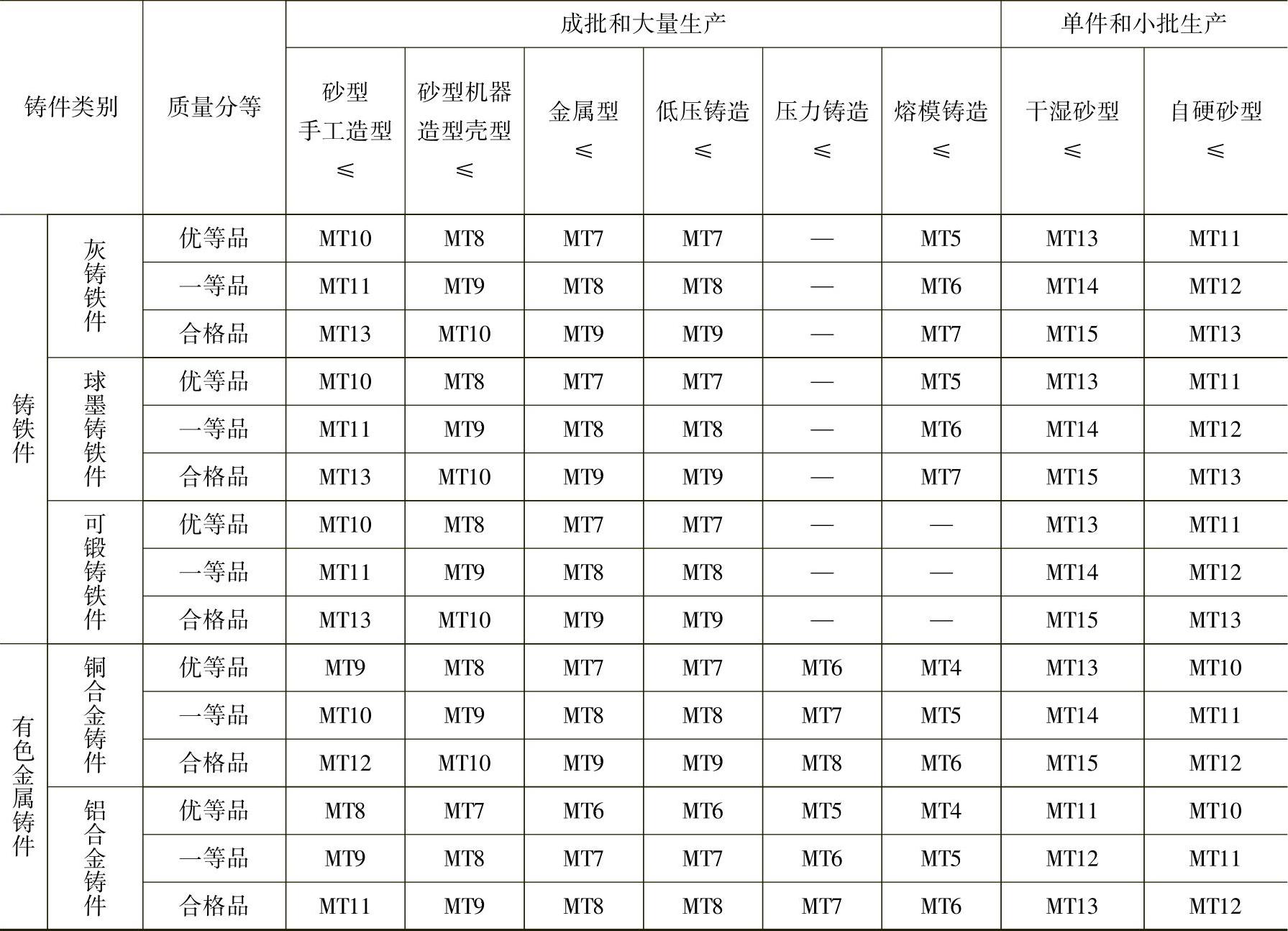
1)铸件尺寸公差按GB/T 6414—1999规定,铸件尺寸公差分等应符合表6-51。
表6-51 铸件尺寸公差分等
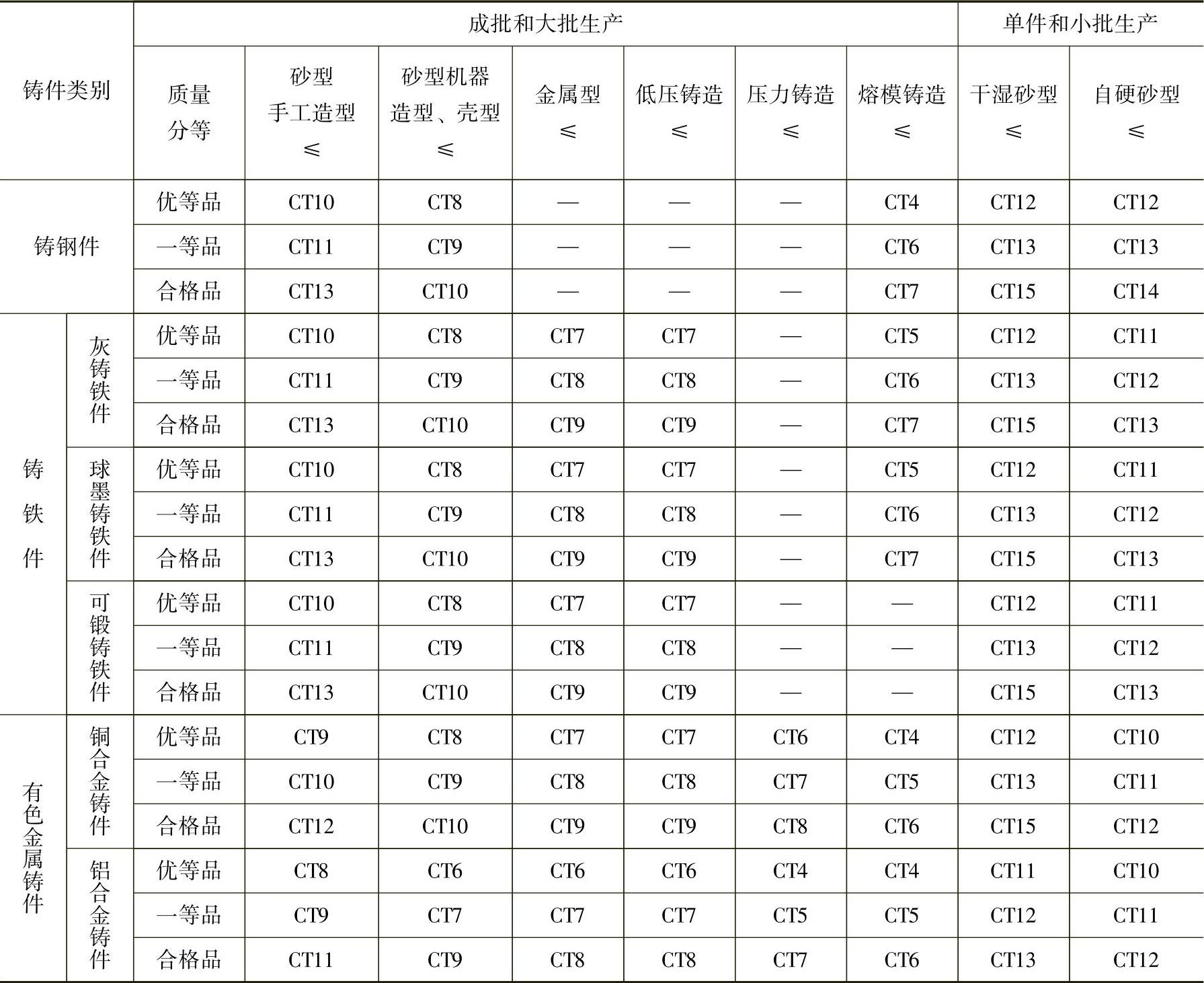
注:同一铸件用机器造型和手工造型生产时,其尺寸公差等级在铸件质量分等标准中可另行规定。
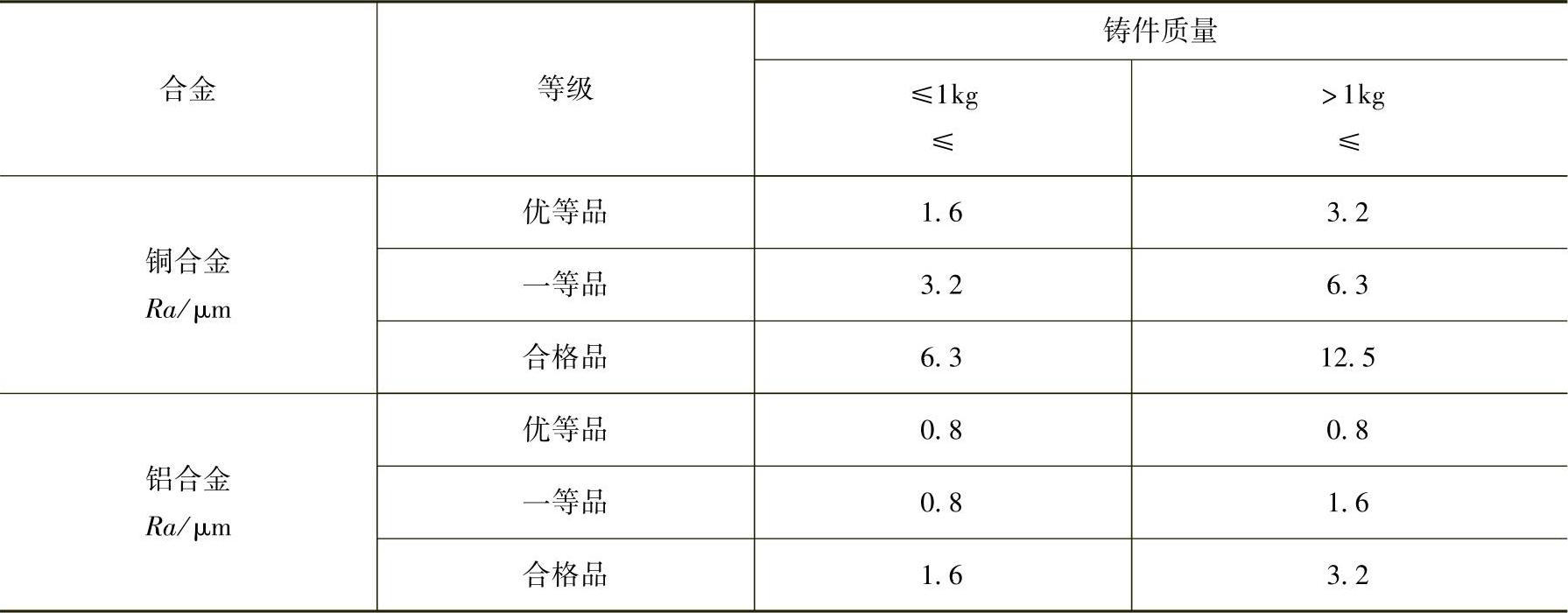
2)铸件表面粗糙度按GB/T 6060.1—1997规定,铸钢件、铸铁件砂型铸造表面粗糙度分等应符合表6-52;有色金属铸件砂型铸造、金属型铸造表面粗糙度分等应符合表6-53;有色金属压铸件表面粗糙度分等应符合表6-54。
表4-52 铸钢件、铸铁件砂型铸造表面粗糙度分等
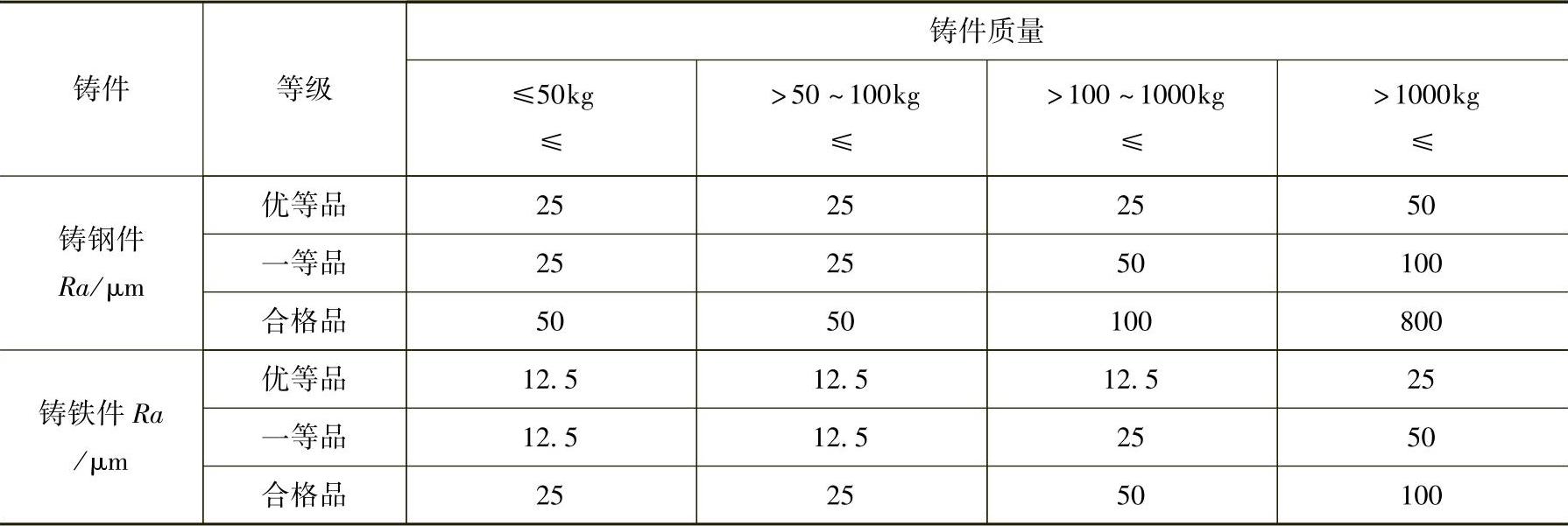
注:1.铸件的内腔非主要表面和加工表面的粗糙度可以相应地降低一级验收。
2.对大于10000kg的砂型铸钢件,其表面粗糙度可以相应地降低一级验收。
表6-53 有色金属铸件砂型铸造、金属型铸造表面粗糙度分等
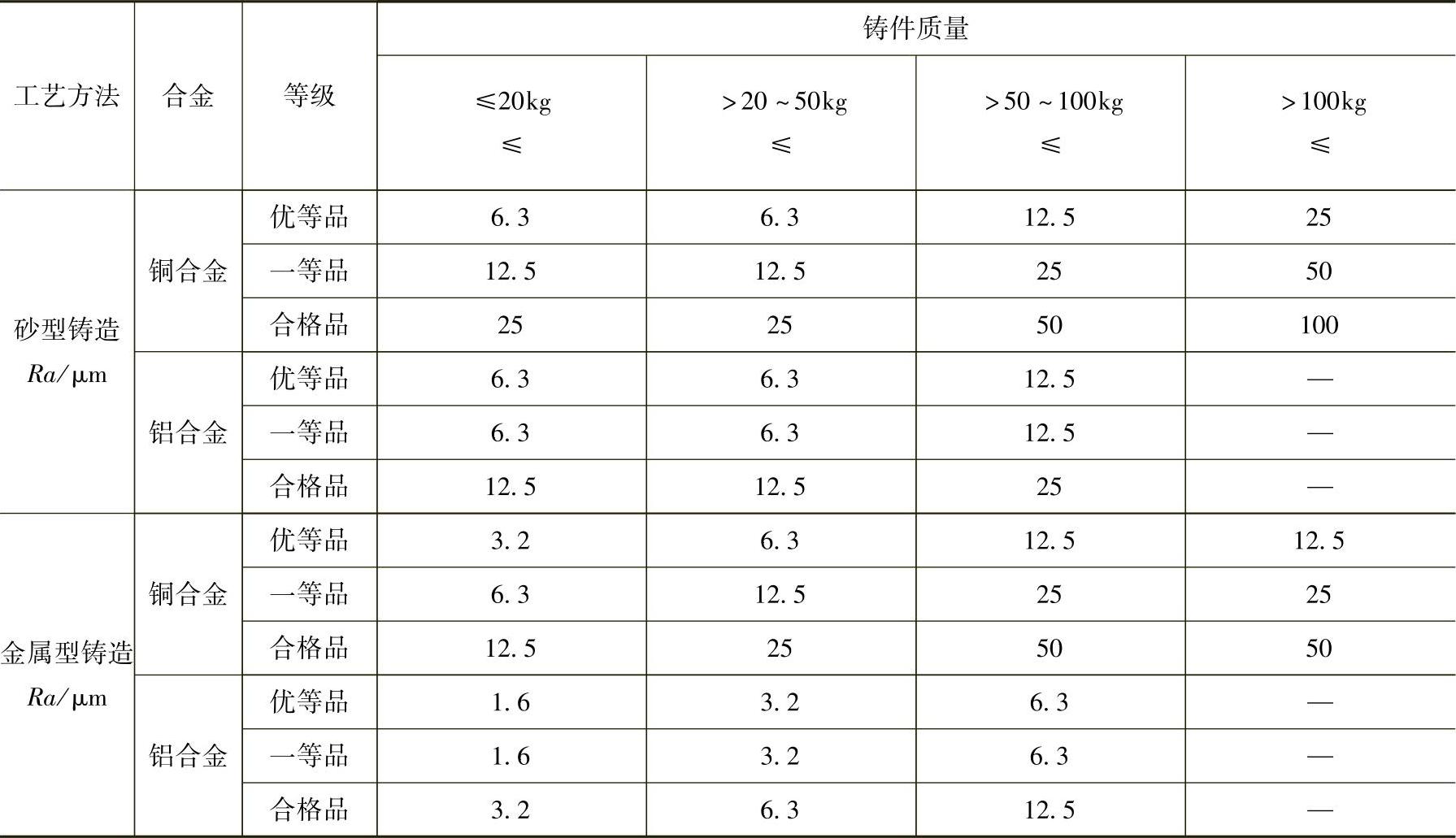
注:质量>200kg的铸件表面粗糙度允许降一级验收。
表6-54 有色金属压铸件表面粗糙度分等
3)铸件质量公差按GB/T 11351—1989规定,铸件质量公差分等应符合表6-55。
表6-55 铸件质量公差分等
(续)
4)铸件焊补。除技术文件规定不允许的铸件外,一般情况下允许按有关规定焊补。
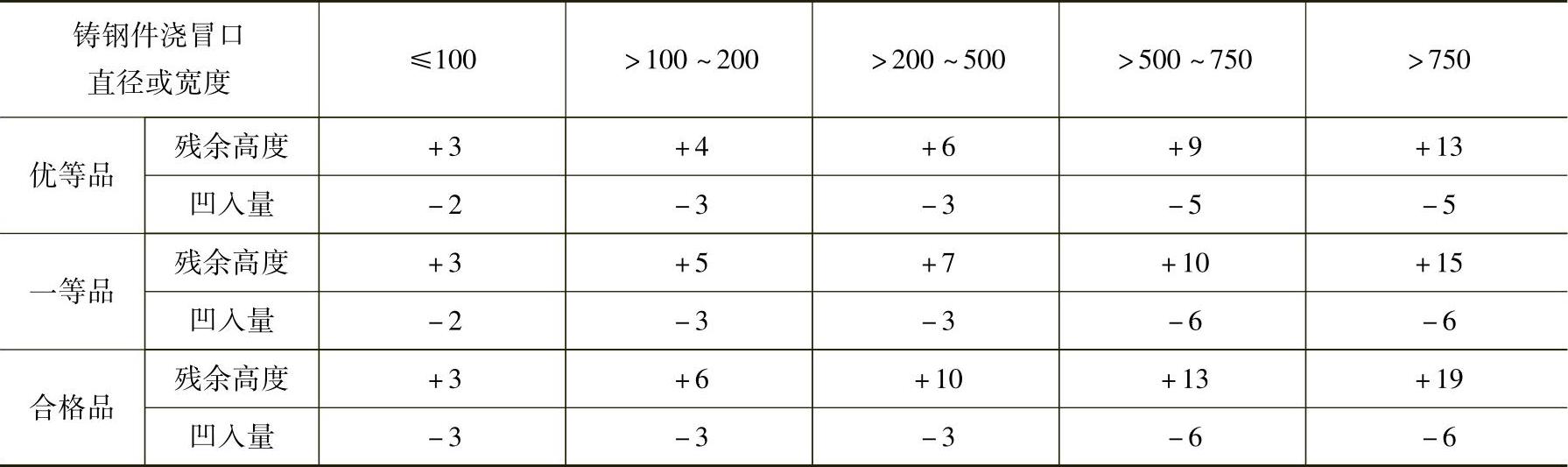
5)铸钢件浇冒口切割余量按表6-56规定。
6)铸件表面缺陷按有关技术文件规定处理。(https://www.xing528.com)
表6-56 铸钢件浇冒口切割余量 (单位:mm)
(2)铸件内在质量
1)力学性能。铸造碳钢件力学性能按GB/T 11352—2009规定;灰铸铁件力学性能按GB/T9439—2010规定;可锻铸铁件力学性能按GB/T 9440—2010规定;球墨铸铁件力学性能按GB/T1348—2009规定;蠕墨铸铁件力学性能按GB/T 26655—2011规定;铝合金铸件力学性能按GB/T1173—1995规定;柔性机械接口灰铸铁管力学性能按GB/T 6483—2008规定;铜合金铸件力学性能按GB/T 1176—1987规定;其他铸件力学性能按有关标准执行。
2)化学成分。铸造碳钢件化学成分(除磷、硫外)按GB/T 11352—2009规定;铝合金铸件化学成分按GB/T 1173—1995规定;铜合金铸件化学成分按GB/T 1176—1987规定;其他铸件化学成分按有关标准执行。
3)金相组织。灰铸铁件金相按GB/T 7216—2009评定;铝合金铸件针孔按GB/T 11346—1989评定,针孔分等应符合表6-57规定;球墨铸铁金相按GB/T 9441—2009评定;其他铸件金相按有关标准评定。
表6-57 铝合金针孔分等

注:Ⅰ类铸件,承受重载荷,工作条件复杂用于关键部位、铸件损坏将危及整机安全运行的重要铸件。
Ⅱ类铸件,承受中等载荷,用于重要部位,铸件损坏将影响部件的正常工作,造成事故。
4)硫、磷含量。铸造碳钢件、球墨铸铁件的硫、磷含量分等按表6-58规定。
表6-58 铸造碳钢件、球墨铸铁件的硫、磷含量分等(质量分数,%)

注:1.球墨铸铁件的硫含量是指球化处理后的含量。
2.优等品、一等品,铁素体基体组织的球墨铸铁件的w(P)≤0.06%,珠光体基体组织的球墨铸铁件的w(P)≤0.07%;合格品为铁素体和珠光体或混合基体组织的球墨铸铁件,其w(P)≤0.07%。
5)内部缺陷。铸件内部缺陷不得超出供需双方协议及有关标准所允许的范围。
2.技术管理
(1)工艺文件 铸件生产过程的工艺文件齐全,能满足生产铸件的需要。
(2)采用标准情况 铸件生产过程中应全面贯彻执行国家标准和行业标准。
(3)检测手段 评定铸件质量的检测手段齐全,或检测手段虽不全,但铸件有检验报告。
3.用户服务与反馈
1)检查主要用户的铸件质量评价意见和处理情况的存档资料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。