



正确接线是保证电动机正常工作的必要条件。对接线复杂的绕组一定要认真按工艺步骤进行。
1)首先必须弄清楚绕组的并联支路数,各极相组之间的联接关系及相间的接线方式,对接线复杂的绕组最好先画出圆形接线简图,对照图形联接。
2)注意所留的引出线尽量靠近出线口,最好使引出线(三相绕组的三个首端和三个尾端)整齐地分别排列在出线口两侧。这些在接线前应该考虑好。
3)对生疏或复杂的接线,最好先预接,即预先将所连接点稍微“挂”在一起,经过检查是否有连接错误,若有错处容易纠正。
4)确信预接正确后,将待接部分的导线段漆膜刮净,用砂布磨光,去除氧化物及油污。并将剪好的绝缘套管穿入一端的导线内,然后进行连接。
5)绕组内导线的连接,若并绕根数少的采用绞接法,并联根数较多的采用对接法。如图5-34所示。
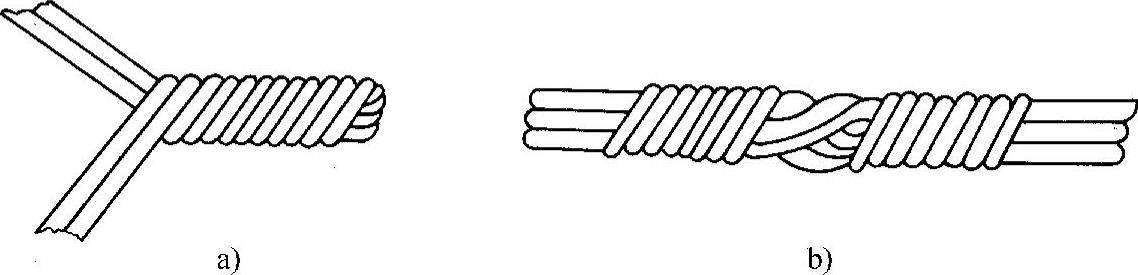
图5-34 圆导线的连接
a)绞接法 b)对接法
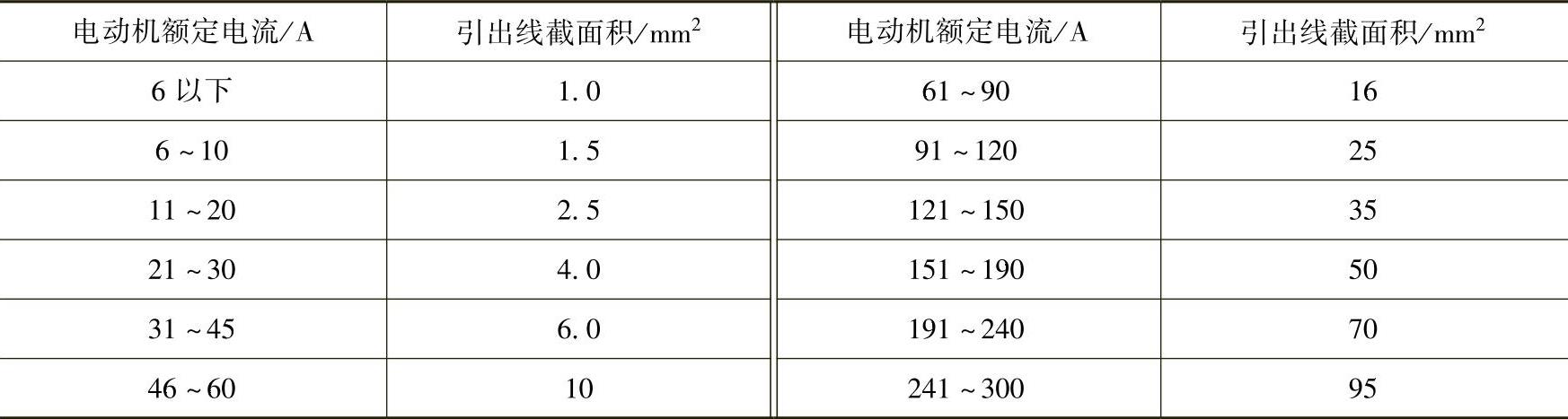
6)引出线的选择和连接。电动机的三相引出线,采用的是专用引出线电缆,见表5-23。其截面积大小根据电动机的额定电流按表5-24确定。
引出线和绕组接头的连接用绞接法或扎线法,如图5-35所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-35 引出电缆的连接
a)绞接法 b)扎线法
7)接头的焊接。连接头的焊接常用锡焊、气焊和碳阻焊。对小型电动机绕组接头常用150瓦电烙铁熔焊锡焊接,或将接头放入已熔化的焊锡中粘焊;对较大容量的电动机绕组接头可用气焊(乙炔气焊)或碳阻焊。以上无论哪种焊接一定要注意焊牢,且焊接部分要平滑,不能留下过大的焊瘤。
接头焊接后,将套在导线上的绝缘套管移过来,套住焊接接头部分,防止金属导电部分裸露在外。
8)绕组的整形包扎。绕组接线焊接完毕后,再对接线情况和各部分绝缘作一次检查,最好测量各相的直流电阻是否平衡。对位移的绝缘要整理到位。然后对绕组两端部线圈高出的部位垫上竹板敲打,整理或用橡胶锤直接敲打,使绕组端部整理成喇叭口状,以利绕组散热通风,并避免转子装配时擦伤。喇叭口的张度要求浑圆、美观,但端部外沿不得碰到机壳,距机座内圆应在3mm以上。然后再次检查端部绝缘铺垫的情况,将过高的端部绝缘剪平。最后用尼龙扎线对线圈端部与连接线及引出线连接头一起捆绑牢固。
绕组嵌放完毕后,要做必要的测量检查,检查主要包括:各相直流电阻是否平衡;对地和相间绝缘电阻的测量;对地和相间的耐压实验要符合一定的要求(见表5-25),否则要进行修整。这时的修整比绕组浸漆处理后要容易。
综上所述,电动机绕组的嵌绕是一项技术性较强的工序。稍有疏漏,就会使电动机造成事故隐患,比如,绕组的短路、接地或断路等隐患。所以,操作人员,既要认真,又要细心,不怕费力,更要讲求技巧才行。
表5-23 中小型交流电动机常用引出线
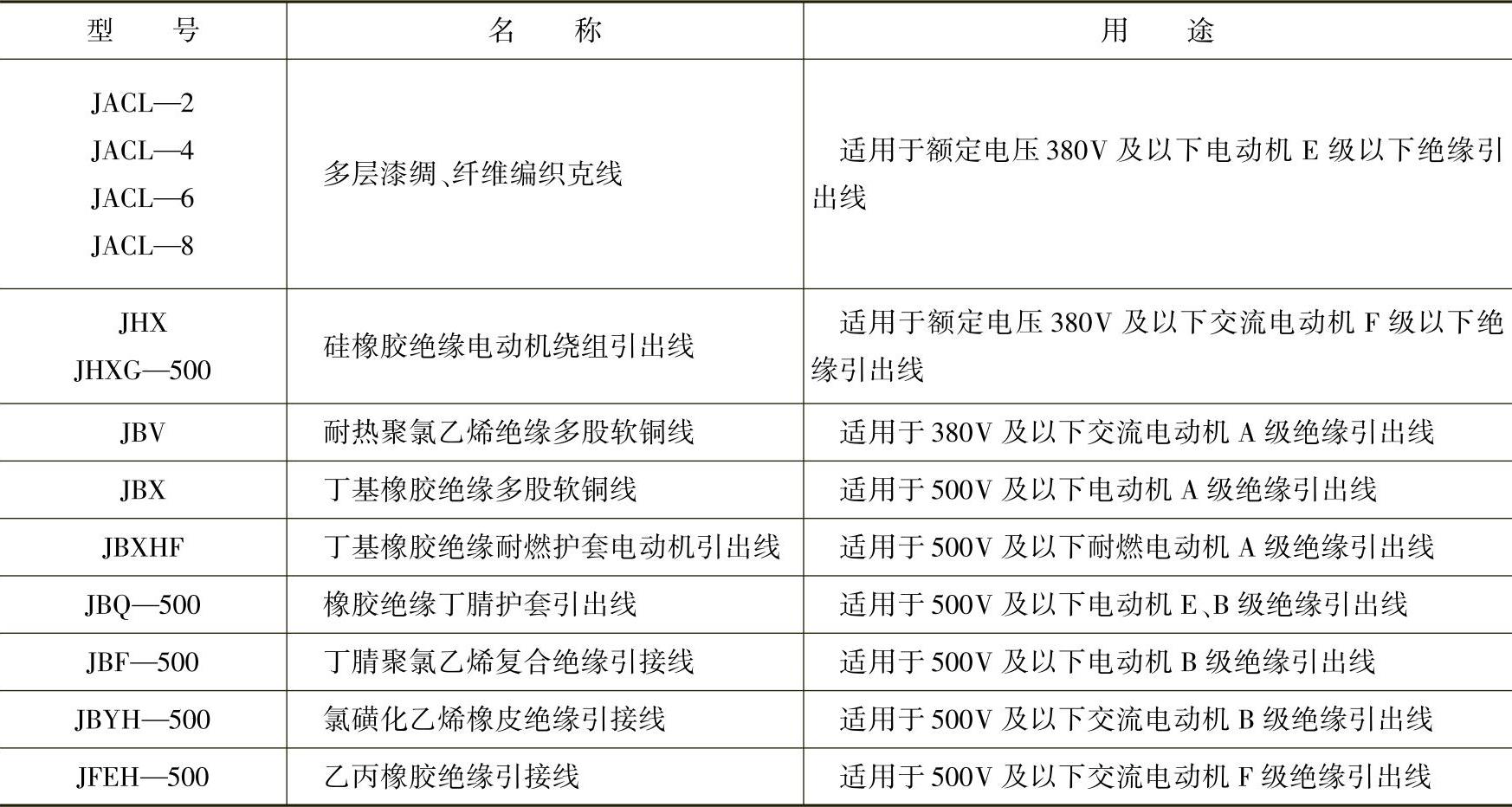
表5-24 引出线截面积选择
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。