



1.车床型号
根据GB/T 15375—2008《金属切削机床 型号编制方法》对机床的分类,车床共分为:仪表车床;单轴自动车床;多轴自动、半自动车床;回轮、转塔车床;曲轴及凸轮轴车床;立式车床;落地及卧式车床;仿形及多刀车床;轮、轴、辊、锭及铲齿车床;其他车床10组,其组代号分别为0~9。
在实际生产中应用最多的是卧式车床,其典型型号为CA6140,如图1-1所示。其型号中各代号的含义为:
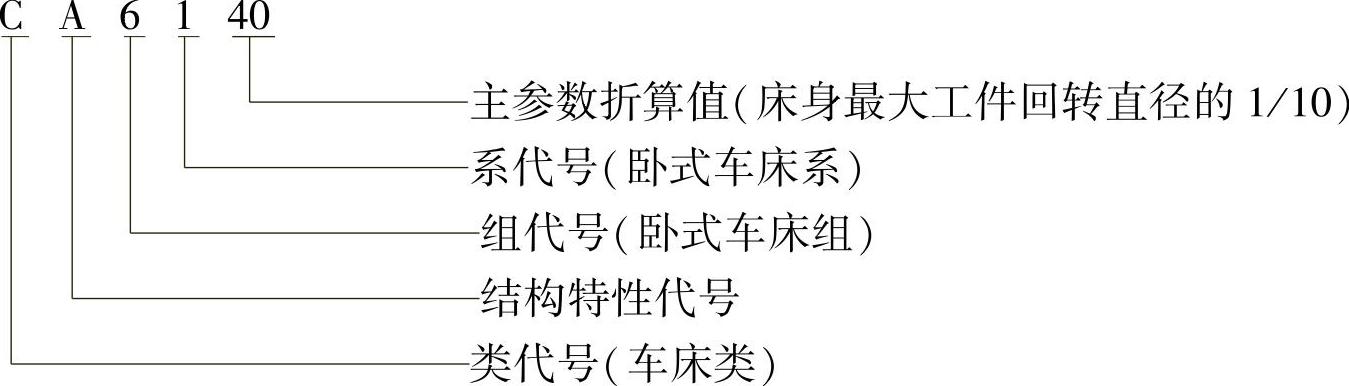
(1)车床的类代号 类代号用机床名称的第一个汉语拼音大写字母表示,如车床用C、钻床用Z、铣床用X、刨床用B、磨床用M等。
(2)车床的特性代号 车床的特性代号包括通用特性代号和结构特性代号,位于类代号之后。
1)通用特性代号。当某些类型的机床除有普通型外,还有某种通用特性时,则在类代号之后用通用特性代号予以区分,如G表示高精度、M表示精密、Z表示自动、B表示半自动、K表示数控。
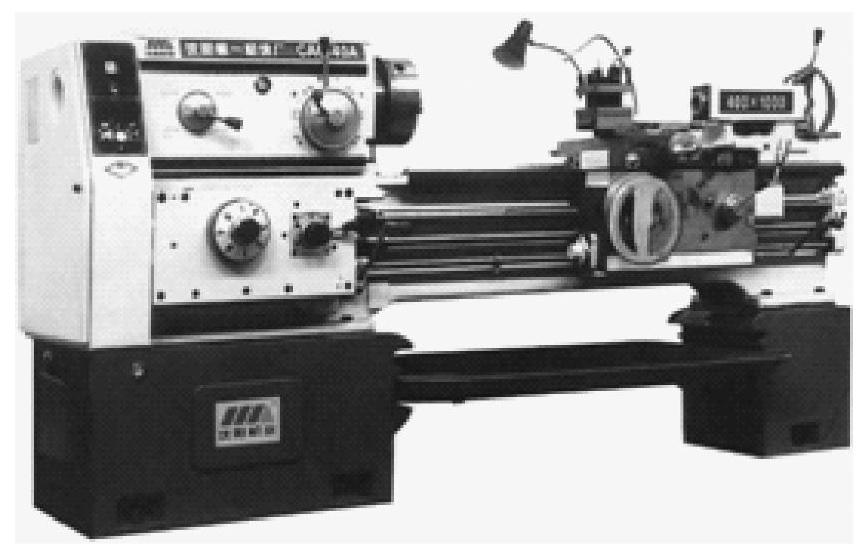
图1-1 CA6140型车床
2)结构特性代号。对主参数相同而结构、性能不同的机床,在型号中用结构特性代号予以区分。结构特性代号在型号中没有统一的含义,只在同类机床中起区分机床结构、性能的作用。
例如:
CA6140 沈阳第一机床厂
CY6140 云南机床厂
CDE6140 大连机床厂
当型号中有通用特性代号时,结构特性代号应排在通用特性代号之后。结构特性代号用汉语拼音字母表示,但是,通用特性代号已用的字母和“I”“O”两个字母不能用。当单个字母不够用时,可将两个字母组合起来使用,如AD、AE、DA、EA等。
(3)车床的组、系代号 国家标准规定,每类机床划分为10个组,每个组又划分为10个系。车床的组代号用一位阿拉伯数字表示,位于类代号或特性代号之后。车床的系代号用一位阿拉伯数字表示,位于组代号之后。
车床组中:
0组:仪表车床组 1组:单轴自动车床轴
2组:多轴自动、半自动车床组 3组:六角车床组
4组:曲轴及凸轮车床组 5组:立式车床组
6组:卧室车床组 7组:仿形及多刀车床组
8组:铲齿车床组 9组:其他车床组
对于每组的10个系,组不同,系也不同。
(4)机床的主参数和主轴数 机床的主参数代表机床规格的大小,常用折算值(主参数乘以折算系数)表示,位于系代号之后。车床主参数及折算系数如下:
卧式车床:1/10。
立式车床:1/100。
对于多轴车床等,其主轴数应以实际轴数列入型号,位于主参数之后,用“×”分开。
(5)重大改进顺序号 机床的性能及结构有重大改进,在机床型号尾部加改进顺序号,用字母A、B、C等。例:CA6140A——第一次重大改进。
2.车床外形及结构
卧式车床在车床中使用最多,它适合于单件、小批量的轴类、盘类工件的加工。卧式车床主要由床身、主轴箱、交换齿轮箱、进给箱、溜板箱、刀架部分、尾座、床脚、冷却装置、电气部分等组成,如图1-2所示。
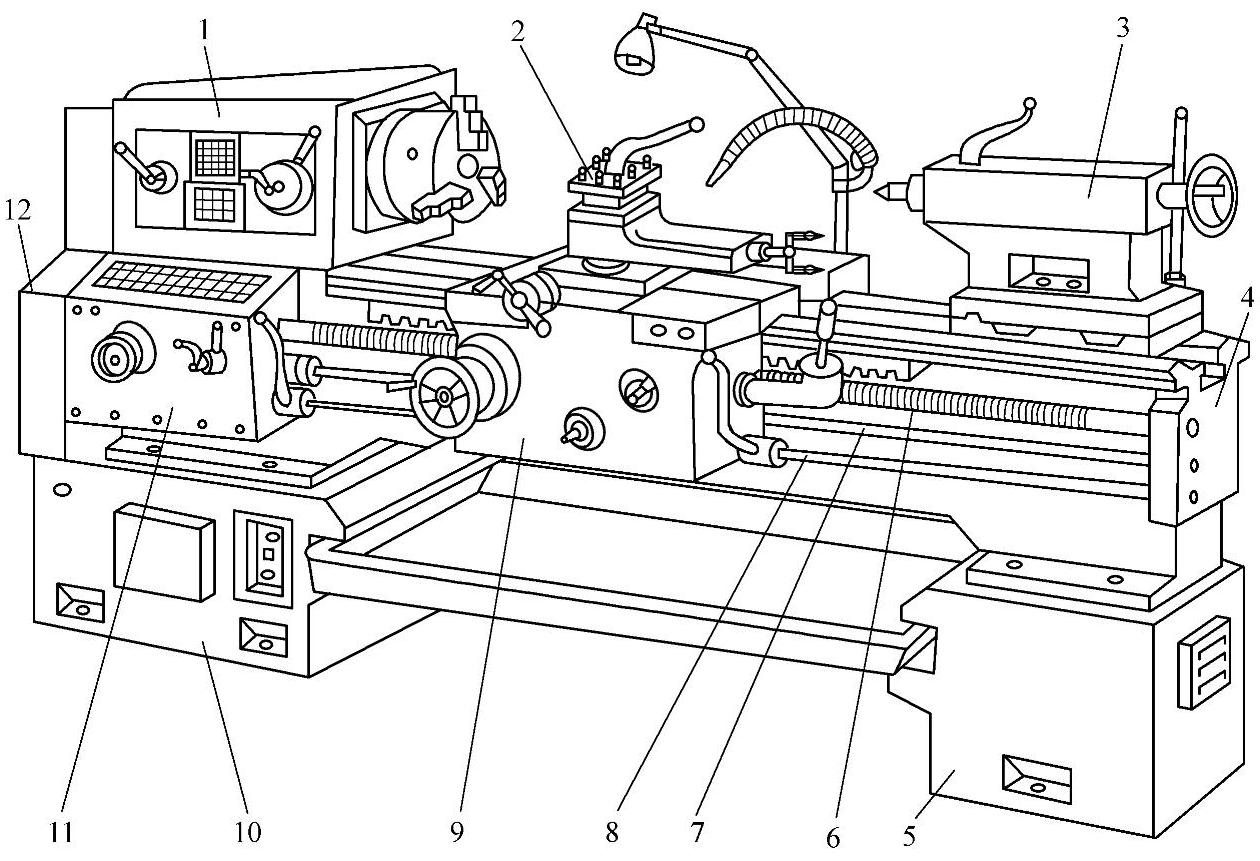
图1-2 CA6140型卧式车床的主要结构
1—主轴箱 2—刀架 3—尾座 4—床身 5、10—右、左床脚 6—丝杠 7—光杠 8—操纵杆 9—溜板箱 11—进给箱 12—交换齿轮箱
(1)CA6140型卧式车床主要组成部分的作用
1)主轴箱。主轴箱支承主轴并带动工件做回转运动。箱内装有由齿轮、轴等零件组成的变速传动机构,变换箱外手柄位置,可使主轴得到多种不同转速。
2)进给箱。进给箱是进给传动系统的变速机构。它把交换齿轮箱传递来的运动经过变速后传递给丝杠或光杠,以实现各种螺纹的车削或机动进给。
3)交换齿轮箱。用来将主轴的回转运动传递到进给箱。更换箱内齿轮,配合进给箱变速机构,可以得到车削各种螺距螺纹(或蜗杆)的进给运动;并满足车削时对不同纵、横向进给量的需求。
4)溜板箱。溜板箱是车床进给运动的操纵箱。在其上装有刀架。接通丝杠时,合上开合螺母,可车削螺纹。接通光杠时,可使刀架做纵向移动或横向移动,用来车削圆柱面或端面,接受光杠或丝杠传递的运动,驱动床鞍和中、小滑板及刀架实现车刀的纵、横向进给运动。
5)床身。床身是车床的大型基础部件,精度要求很高,用来支承和连接车床的各个部件。床身上面有两条精确的导轨(山形导轨和平导轨),床鞍和尾座可沿着导轨移动。床身由床脚支承并固定在地基上。
6)刀架部分。刀架部分由床鞍、两层滑板(中滑板和小滑板)和刀架体共同组成,用于装夹车刀并带动车刀做纵向、横向和斜向运动。
刀架用来夹持车刀,在水平面内可做纵向移动、横向移动和斜向移动。它主要包括:
①大滑板(大刀架)。大滑板与溜板箱相连,可带动整个刀架沿床身导轨纵向移动。
②中滑板(横刀架)。中滑板可带动小滑板沿大滑板上的导轨做横向移动。
③转盘。转盘与中滑板用螺钉紧固。松开螺钉,在水平面内可扳转任意角度。
④小滑板(小刀架)。小滑板可沿转盘上面的导轨做短距离移动。转动转盘后小刀架的移动用于车削圆锥面。
⑤方刀架。方刀架固定在小滑板上。可安装四把车刀,绕垂直轴转换刀架位置,即可快速换刀。
⑥尾座。安装在床身导轨上,并可沿导轨纵向移动,以调整其工作位置。尾座主要用来安装后顶尖,以支承较长的工件,也可以安装钻头、铰刀等切削刀具进行孔加工。
尾座的结构如图1-3所示,它主要由套筒、尾座体、底座等几部分组成。转动手轮,可调整套筒伸缩一定距离,并且尾座还可沿床身导轨推移至所需位置,以适应不同工件加工的要求。
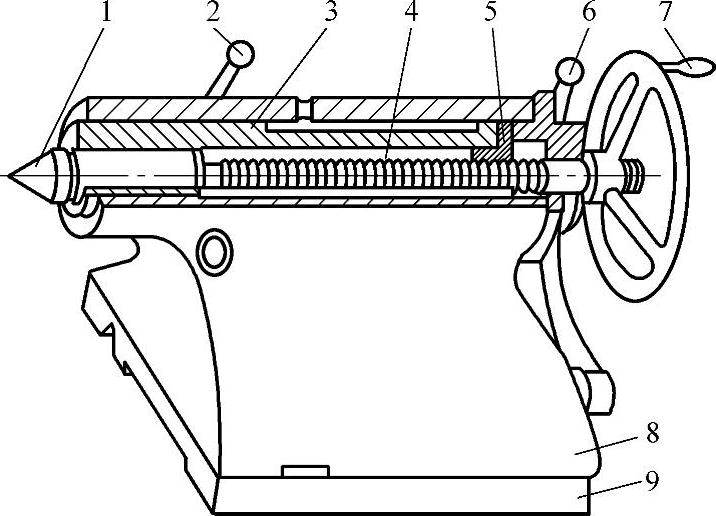
图1-3 尾座的结构
1—顶尖 2—套筒锁紧手柄 3—顶尖套筒 4—丝杠 5—螺母 6—尾座锁紧手柄 7—手轮 8—尾座体 9—底座
3.卧式车床传动系统
现以CA6140型车床为例,介绍车床传动系统。为了完成车削工作,车床必须有主运动和进给运动的相互配合。
如图1-4所示,主运动是通过电动机1驱动传动带2,把运动输入到主轴箱4,主轴5通过变速机构变速,使主轴得到不同的转速,再经卡盘6(或夹具)带动工件旋转。而进给运动则是由主轴箱把旋转运动输出到交换齿轮3,再通过进给箱里的变速齿轮组13变速后由丝杠11或光杠12驱动溜板箱9、床鞍10、中滑板8、刀架7,从而控制车刀的运动轨迹完成车削各种表面的工作。
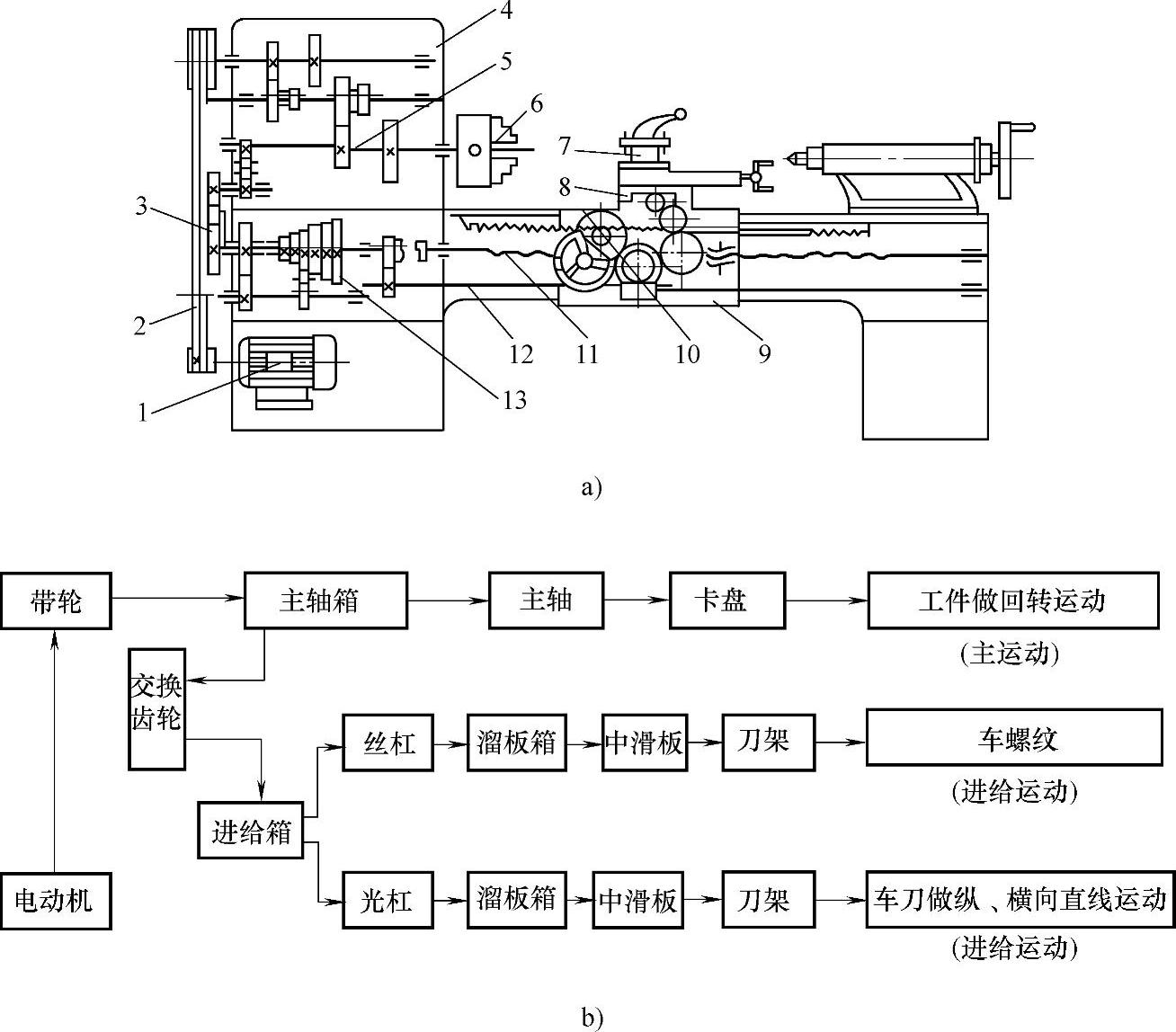
图1-4 CA6140型车床的组成和运动的传递过程
a)车床传动系统示意图 b)车床传动路线框图
1—电动机 2—传动带 3—交换齿轮 4—主轴箱 5—主轴 6—卡盘 7—刀架 8—中滑板 9—溜板箱 10—床鞍 11—丝杠 12—光杠 13—变速齿轮组
4.卧式车床的主要部件和结构
(1)主轴部件 主轴部件是主轴箱最重要的部分,也是车床的重要部件。
车削时工件装夹在主轴上的夹具中,并由其直接带动做旋转主运动,在工作中要承受很大的切削力。主轴的旋转精度、刚度、抗振性和热变形等对于工件的加工精度和表面粗糙度有直接影响,因此对主轴及其主轴支承要求较高。
CA6140型卧式车床的主轴支承一般为前后两点支承,大多采用滚动轴承。轴承对主轴回转精度和刚度的影响很大,轴承应在无间隙(或少量过盈)条件下进行运转。在车床使用一段时间后,因承受切削力和磨损会使轴承间隙增大,需及时调整主轴前、后支承中的轴承;卧式车床的主轴是空心的,其内孔用于通过长棒料以及气动、液压等夹紧驱动装置的传动杆,也可在卸顶尖时穿入钢棒。主轴前端有精密的莫氏锥孔,供装夹前顶尖或心轴使用。
(2)离合器 离合器用来使同轴线的两轴或轴与轴上的空套传动件随时接合或脱开,以实现车床运动的起动、停止、变速和变向等。
离合器的种类很多,CA6140型车床上的离合器有啮合式离合器、摩擦式离合器和超越离合器等。
(3)制动装置 制动装置的功用是在车床停车的过程中,克服主轴箱内运动件的旋转惯性,使主轴迅速停止转动,以缩短辅助时间。
CA6140型车床上的制动装置采用的是闸带式制动器。
(4)变速机构 变速机构用来改变主动轴与从动轴之间的传动比,在主动轴转速固定不变的条件下,使从动轴获得多种不同的转速。车床上常用的变速机构有滑移齿轮变速机构和离合器变速机构。
(5)变向机构 变向机构用来改变车床运动部件的运动方向,如主轴的旋转方向、床鞍和中滑板的进给方向等。车床上常用的变向机构有滑移齿轮变向机构、由圆柱齿轮和摩擦离合器组成的变向机构等。
(6)操纵机构 车床操纵机构的作用是改变离合器的工作状态和滑移齿轮的啮合位置,实现主运动和进给运动的起动、停止、变速、变向等。(https://www.xing528.com)
在车床上,除一些较简单的拨叉操纵外,常采用集中操纵的方式,即用一个手柄操纵几个滑移齿轮或离合器等传动件。这样可减少手柄的数量,便于操作。CA6140型车床上有主轴变速操纵机构和纵、横向机动进给操纵机构。
(7)开合螺母机构 开合螺母机构的功用是接通和断开从丝杠传来的运动。车削螺纹和蜗杆时,将开合螺母合上,丝杠通过开合螺母带动溜板箱及刀架运动。
(8)安全离合器 安全离合器的功用是在机动进给过程中,当进给抗力过大或刀架运动受到阻碍时,能自动停止进给运动,避免传动机件损坏,因此又称为进给过载保护机构。
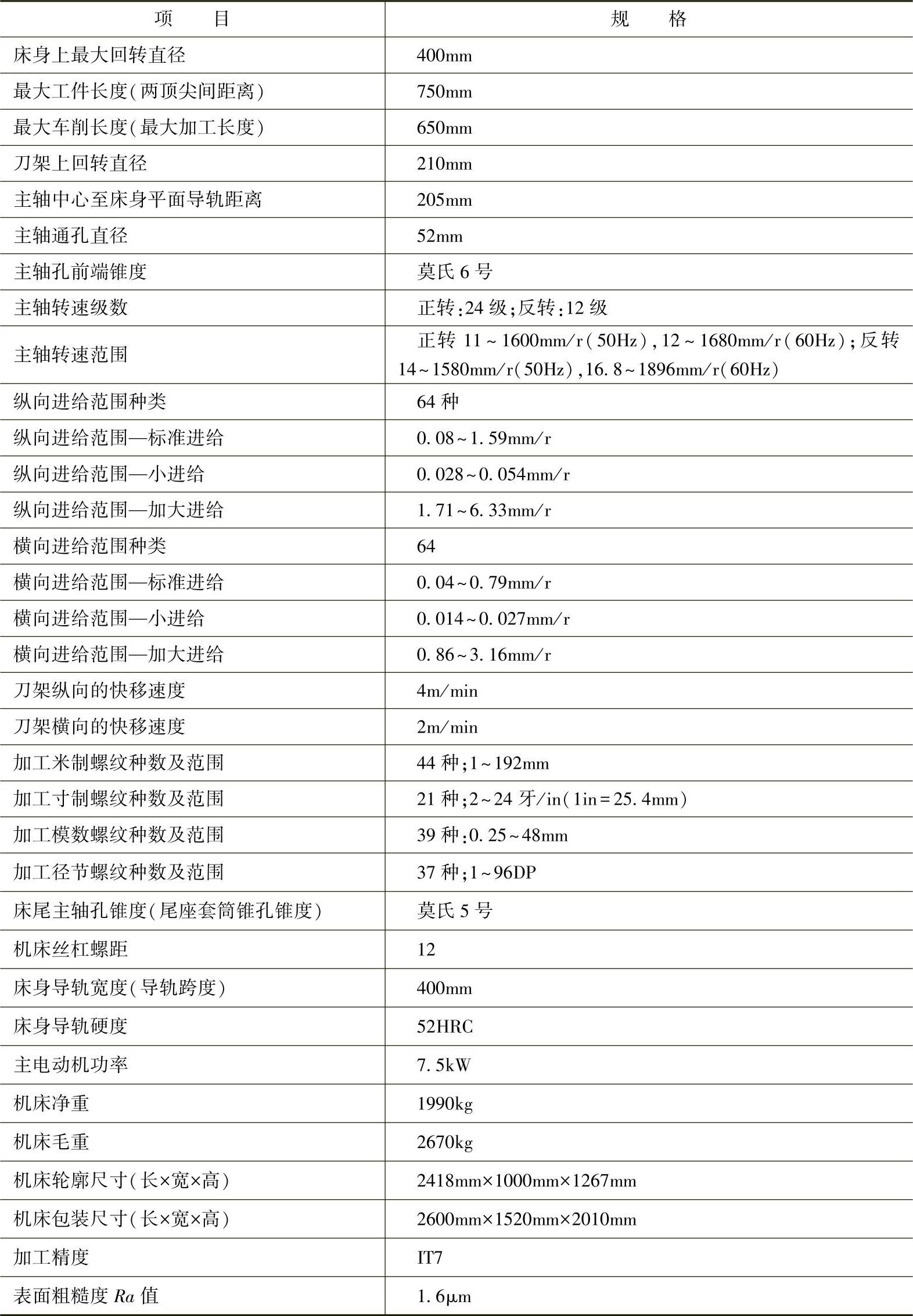
5.CA6140A型卧式车床技术参数
CA6140A型卧式车床技术参数见表1-1。本系列车床适用于车削内外圆柱面、内锥面及其他旋转面。车削各种米制、寸制、模数和径节螺纹,并能进行钻孔和拉油槽等工作。
结构特点:
1)CA系列产品,以“A”型为基型,派生出几种变形产品。B型:主轴孔径为80mm,C型:主轴孔径为104mm。F型:液压仿形。M型:精密型。
2)床身宽于一般车床,具有较高的刚度,导轨面经中频淬火,经久耐磨。
3)机床操作灵便集中,滑板设有快移机构。采用单手柄形象化操作,宜人性好。
4)机床结构刚度与传动刚度均高于一般车床,功率利用率高,适于强力高速切削。主轴孔径大,可选用附件齐全。
6.车床的润滑和维护保养
为了保持车床正常运转和延长其使用寿命,应注意日常的维护保养。车床的摩擦部分必须进行润滑。
表1-1 CA6140A型卧式车床技术参数
(1)车床润滑的几种方式
1)浇油润滑。通常用于外露的滑动表面,如床身导轨面和滑板导轨面等。
2)溅油润滑。通常用于密封的箱体中,如车床的主轴箱,利用齿轮的转动把润滑油溅到油槽中,然后输送到各处进行润滑。
3)油绳导油润滑。通常用于车床进给箱的溜板箱的油池中,利用毛线吸油和渗油的能力,把机油慢慢地引到所需要的润滑处,如图1-5a所示。
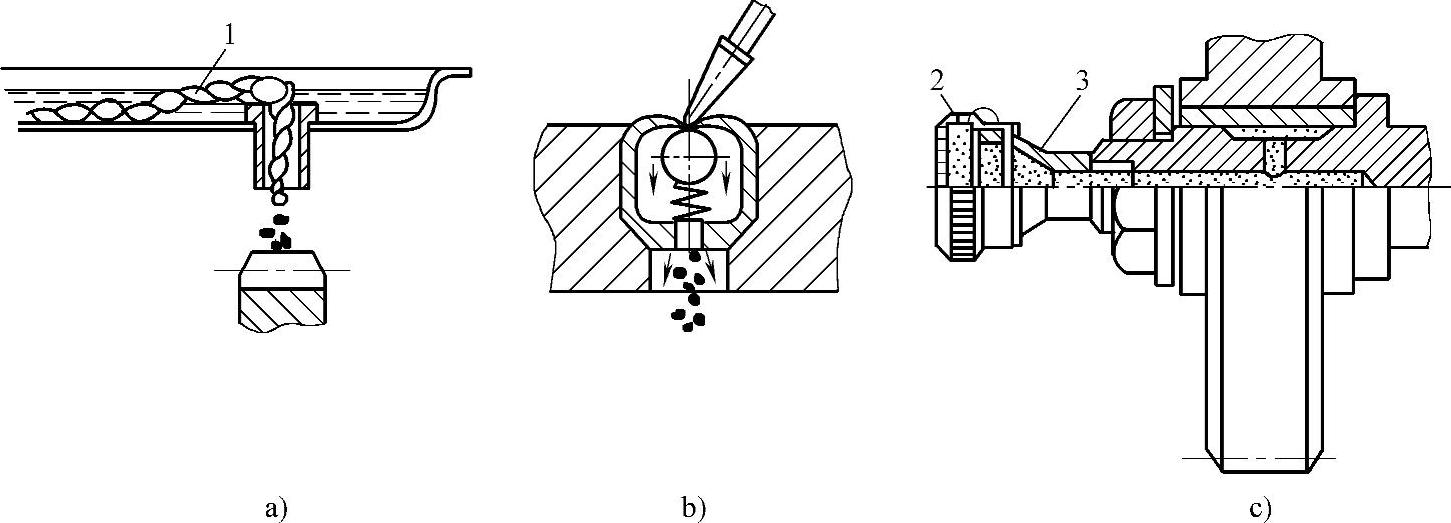
图1-5 车床润滑的几种方式
a)油绳导油润滑 b)弹子油杯注油润滑 c)油杯润滑
1—毛线 2—润滑油杯 3—黄油
4)弹子油杯注油润滑。通常用于尾座和滑板摇手柄转动的轴承处。注油时,以油嘴把弹子按下,滴入润滑油,如图1-5b所示。使用弹子油杯的目的是防尘防屑。
5)油杯润滑。通常用于车床交换齿轮架的中间轴。使用时,先在油杯中装满润滑脂,当拧紧油杯盖时,润滑脂就挤进轴承套内,比加润滑油方便。使用润滑脂润滑的另一个特点是:润滑脂储存期长,不需要每天添加,如图1-5c所示。
6)油泵输油润滑。通常用于转速高、润滑油需要量大的机构中,如车床的主轴箱一般都采用油泵输油润滑。
(2)车床的润滑系统 现以C620-1型车床为例来说明润滑的部位及要求。
C620-1型车床的润滑系统如图1-6所示。润滑部位用数字标出,图1-6中除了9、10、16处的润滑部位用润滑脂进行润滑外,其余都使用30号机油。
主轴箱的储油量,通常以油面达到油窗高度为宜。箱内齿轮用溅油法进行润滑,主轴后轴承用油绳导油润滑,车床主轴前轴承等重要润滑部位用往复式油泵供油润滑。主轴箱上有一个油窗,如发现油孔内无油输出,则说明油泵输油系统有故障,应立即停机检查断油原因,等修复后才可开动车床。主轴箱、进给箱和溜板箱内的润滑油一般三个月更换一次,换油时应在箱体内用煤油洗清后再加油。交换齿轮箱上的正反机构主要靠齿轮溅油润滑,油面的高度可以从油窗孔看出,换油期也是三个月一次。
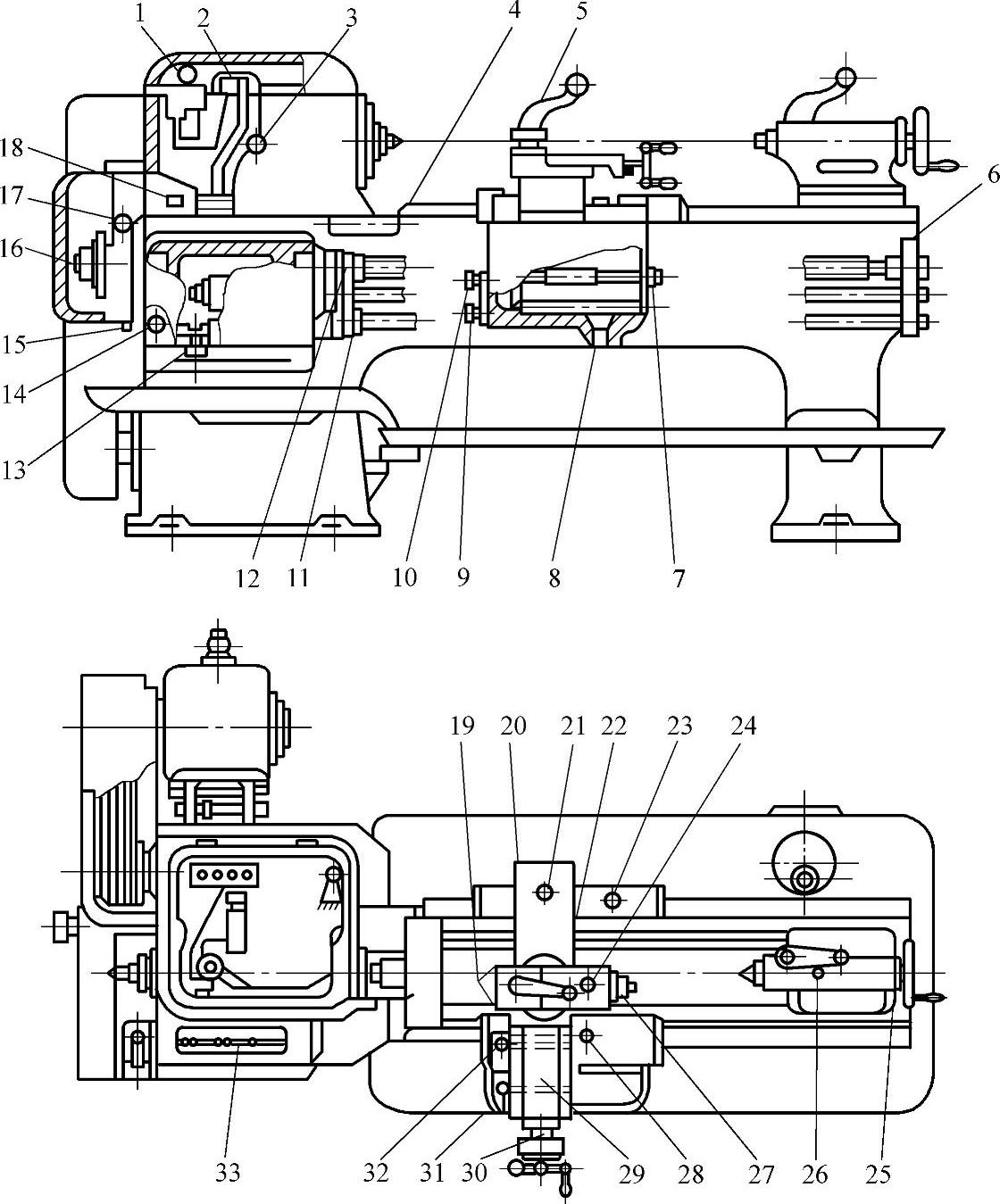
图1-6 车床的润滑系统
1—多片式过滤器 2—往复式液压泵 3、14、17—油窗口 4、8、13、15—放油孔 9、10、16—脂润滑 5、6、7、11、12、18—油面指示牌 19~33—弹子油杯润滑分布点
进给箱内的轴承和齿轮,除了用齿轮溅油法进行润滑外,还靠进给箱上部的储油池通过油绳导油润滑。因此除了注意进给箱油窗内油面的高度外,每班还要给进给箱上部的储油池加一次油。
溜板箱内脱落蜗杆机构用箱体内的油来润滑,油从盖板中注入,其储油量通常加到这个孔的下面边缘为止。溜板箱内其他机构,用其上部储油池里的油绳导油润滑,润滑油由孔31和孔32注入。
床鞍、中滑板、小滑板部分、尾座和光杠丝杠等的轴承,靠油孔注油润滑(图1-6中标注5和19~33处),每班加油一次。
交换齿轮架中间齿轮轴承和溜板箱内换向齿轮的润滑(图1-6中标注9、10、16处)每周加润滑脂一次,每天向轴承中旋进一部分润滑脂。
(3)车床的润滑要求
1)车床上一般都有润滑系统图,应严格按照润滑系统图进行润滑。
2)换油时,应先将废油放尽,然后用煤油把箱体内冲洗干净,再注入新机油,注油时应用网过滤,且油面不得低于油标中心线。主轴箱内零件用油泵润滑或飞溅润滑。箱内润滑油一般三个月更换一次。主轴箱箱体上有一个油标,若发现油标内无油输出,则说明油泵输油系统有故障,应立即停机检查断油的原因,并修复。
3)进给箱上部油绳导油润滑的储油槽,每班应加一次油。
4)交换齿轮箱中间齿轮轴轴承是油杯润滑,每班一次,七天加一次钙基脂。
5)弹子油杯润滑每班一次。导轨工作前后擦净,用油枪加油。
(4)车床日常保养要求
1)每天工作后,切断电源,应对各表面、各罩壳、车床导轨面(包括中滑板和小滑板)、丝杠、光杠、各操纵手柄和操纵杆进行擦拭,要求无油污、无铁屑,并浇油润滑,使车床外表清洁和场地整齐。
2)每周要求保养床身导轨面和中小滑板导轨面,以及维护转动部位的整洁、润滑。要求油眼畅通、油标清晰,清洗油绳和护床油毛毡,保持车床外表清洁和工作场地整洁。
(5)车床一级保养要求 车床运行500h后,须进行一级保养。其保养以操作工人为主,在维修工人的配合下进行。保养时必须先切断电源,然后按下述顺序和要求进行。
1)主轴箱的保养。
①清洗过滤器,使其无杂物。
②检查主轴锁紧螺母有无松动,紧定螺钉是否拧紧。
③调整制动器及离合器摩擦片间隙。
2)交换齿轮箱的保养。
①清洗齿轮、轴套,并在油杯中注入新润滑脂。
②调整齿轮啮合间隙。
③检查轴套有无晃动现象。
3)滑板和刀架的保养。拆洗刀架和中、小滑板,洗净擦干后重新组装,并调整中、小滑板与镶条的间隙。
4)尾座的保养。摇出尾座套筒,并擦净涂油,以保证内外清洁。
5)润滑系统的保养。
①清洗冷却泵、过滤器和盛液盘。
②保证油路畅通,油孔、油绳、油毡清洁无铁屑。
③检查油质,保持良好,油杯齐全,油槽清晰。
6)电器的保养。
①清扫电动机、电气箱上的尘屑。
②电气装置固定整齐。
7)外表的保养。
①清洗车床外表及各罩盖,保持其内外整洁,无锈蚀、油污。
②清洗三杠(光杠、丝杠、操作杠)。
③检查并补齐各螺钉、手柄球、手柄。
8)其他部件的润滑保养。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。