



为了提高刀具性能,通过涂层的方法在韧性较好的刀具基体上,涂覆一层或多层耐磨性好的难熔化合物,将刀具基体与硬质涂层相结合,以此提高刀具的表面硬度,改善刀具的耐磨性、润滑性。
根据涂层刀具基体材料的不同,涂层刀具可分为高速钢涂层刀具、硬质合金涂层刀具、陶瓷涂层刀具、金刚石涂层刀具和立方氮化硼涂层刀具等。硬质合金涂层刀具就是通过化学气相沉积和真空溅射等方法,在硬质合金刀片表面喷涂一层厚度为5~12μm以下的TiC、TiN或A3120等化合物材料。根据涂层方法不同,涂层刀具可分为化学气相沉积(CVD)涂层刀具和物理气相沉积(PVD)涂层刀具。在硬质合金刀具基体上,涂层一般采用化学气相沉积法(CVP法),沉积温度为1000℃左右,在高速钢刀具基体上涂层一般采用物理气相沉积法(PVD法),沉积温度为500℃左右。
涂层刀具具有较高的抗氧化性能和黏结性能,既保持了基体良好的韧性和较高的强度,又具有涂层的高硬度、高耐磨性和低摩擦因数,降低了切削力和切削温度。在硬质合金刀具基体上涂上5~6μm厚的TiC涂层后,其表层硬度可高达2500~4200HV。
涂层方式有单涂层、多涂层、梯度涂层、超硬薄膜涂层、软/硬复合涂层等,如图1-37所示。
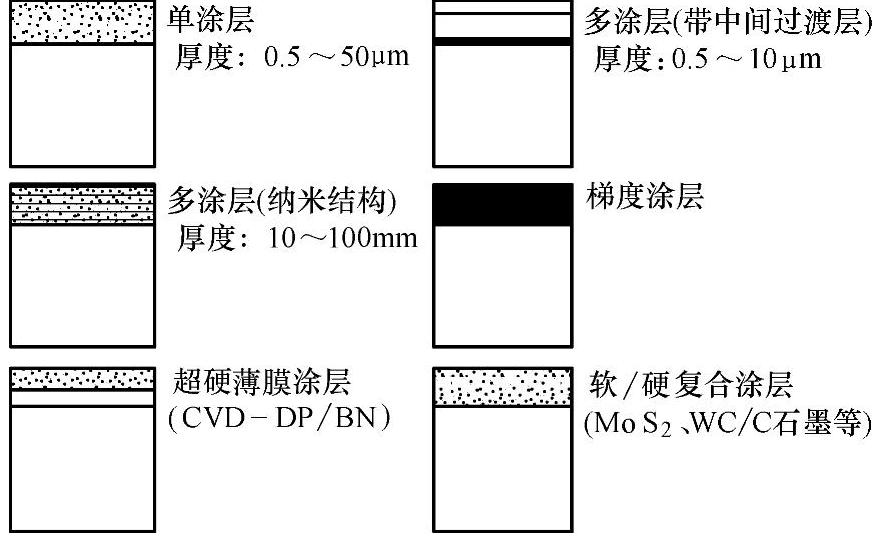
图1-37 典型的涂层结构
常用的涂层材料是TiC、TiN、TiCN、Al2O3等,涂层材料已由最初的TIC和TiN涂层发展到复合多涂层,如TiC、TiN、TiCN、TiC/TiCN/TiN、TiC/A1203、TiC/A1203/TiN、TRAIN等及其组合。它们的共同特点就是硬度很高、化学稳定性好、抗扩散磨损、摩擦因数小,从而使切削力较小,切削温度降低,使刀具的切削性能显著提高。(https://www.xing528.com)
TiC涂层是目前应用最多的一种涂层材料,有良好的抗磨损和抗月牙洼磨损能力。容易扩散到基体内,与基体粘结牢固,在低切削温度下有较高的耐磨性。通常用于产生剧烈磨损材料的场合。
TiN涂层的硬度稍低于TiC,对金属的亲和力小,润湿性能好。目前,工业发达国家TiN涂层高速钢刀具的使用率已占高速钢刀具的70%,具有较高的抗月牙洼磨损的能力,与基体粘结牢固程度较差。
Al2O3涂层具有良好的化学稳定性、热稳定性和较高的抗氧化性。Al2O3涂层在高温下能保持良好的化学稳定性和热稳定性,适用于高速切削。
TiCN涂层具有TiC和TiN的综合性能,其硬度高于TiC和TiN。为了显著提高刀具的寿命,可将TiCN用于刀具的主耐磨层。TiCN是一种较为理想的刀具涂层材料。
TiAlN涂层化学稳定性好,硬度高,抗氧化、抗粘接和抗扩散磨损能力强。在高速切削时,效果明显。特别适合于加工耐磨材料,如灰铸铁、硅铝合金等。
目前,国外涂层硬质合金可转位刀片的涂层比例在70%以上,广泛用于各种钢件、铸铁和不锈钢、高温合金的加工。目前,涂层技术已应用于立铣刀、剃齿刀、插齿刀、成形拉刀、铰刀、齿轮滚刀及各种机夹可转位刀片中,以满足高速切削加工的需要。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。