



精密测量工作应当在恒温条件下进行。恒温室的温度通常控制在(20±1)℃,湿度小于65%。室内应清洁、无尘,照明条件好,配备有精密计量器具,大、小精密平板及常用量具、量仪等。
在机械制造中用来测量工件尺寸的计量器具有量具、计量仪器和计量装置。
凡能用以直接或间接测出被测对象量值的量具、计量仪器(仪表)和计量装置统称为计量器具。
量具是指以固定形式复现量值的计量器具。
计量仪器(仪表)是指将被测的量转换成可直接观测的指示值或等效信息的计量器具。
下面将介绍工厂常用的部分精密量具和计量仪器的测量原理及测量方法。
1.千分表
千分表是一种指针式计量仪器,车削加工中使用较为广泛,可用于测量工件的形状误差和位置误差,同时也可用比较法测量工件的尺寸。千分表有钟面式千分表和杠杆千分表两种。
(1)钟面式千分表(又简称千分表) 钟面式千分表及其构造原理如图1-71所示,它利用齿轮和齿条之间的传动,将测量杆的微量直线位移转变为指针的角位移。其分度值有0.001mm和0.002mm两种。
钟面式千分表传动系统由齿条、齿轮传动及两对齿轮组成,测杆上的齿条齿距P=0.5mm,z1=40,z2=120,z3=16,z4=160,z5=12,当测杆直线移动距离a=0.2mm时,长指针的转数n为

刻度盘一周分成200格,每一格所表示的量值b为
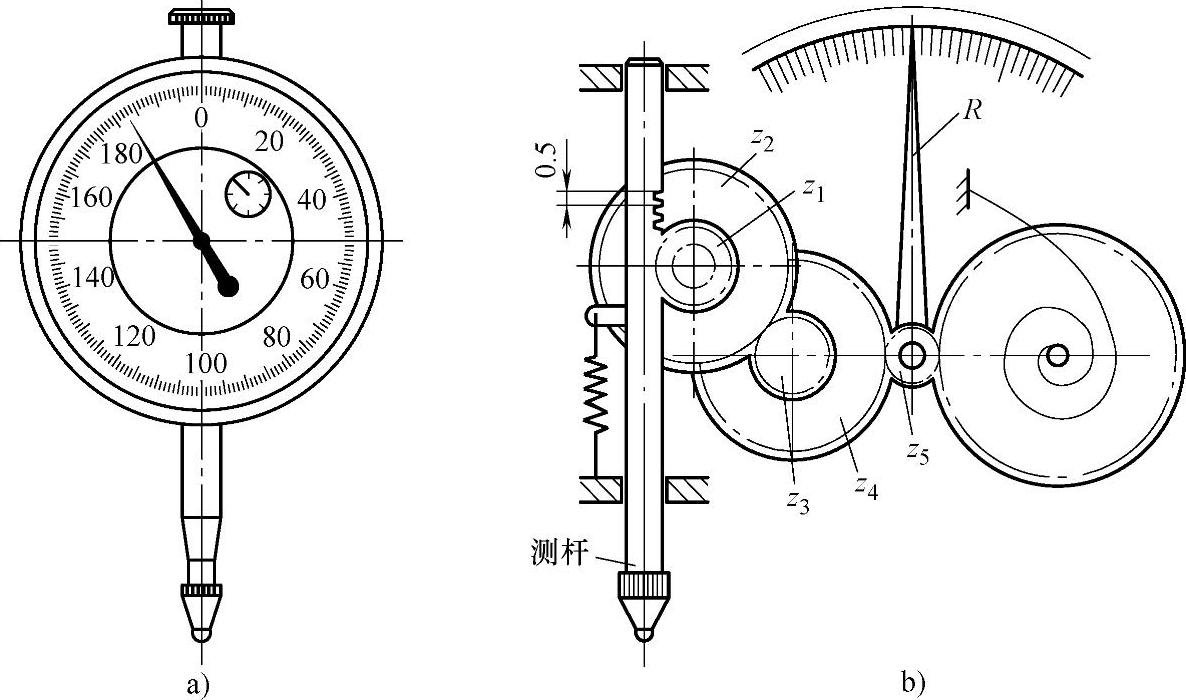
图1-71 钟面式千分表及其构造原理
a)外形图 b)构造原理图
游丝的作用是消除齿轮传动的啮合间隙所引起的误差,测量力由拉簧产生。
(2)杠杆千分表 分度值为0.002mm的杠杆千分表及其构造原理如图1-72所示。当球面测杆7向左摆动时,拨杆6推动扇形齿轮5上的圆柱销C使扇形齿轮5绕轴B逆时针方向转动,此时圆柱销D与拨杆6脱开。当球面测杆7向右摆动时,拨杆6推动扇形齿轮5上的圆柱销D也使扇形齿轮5绕轴B逆时针方向转动,此时圆柱销C与拨杆6脱开。这样,无论球面测杆7向左还是向右摆动,扇形齿轮5总是绕轴B逆时针方向转动。扇形齿轮5再带动小齿轮1以及同轴的端面齿轮2,经小齿轮4由指针3在刻度盘上指示出数值。
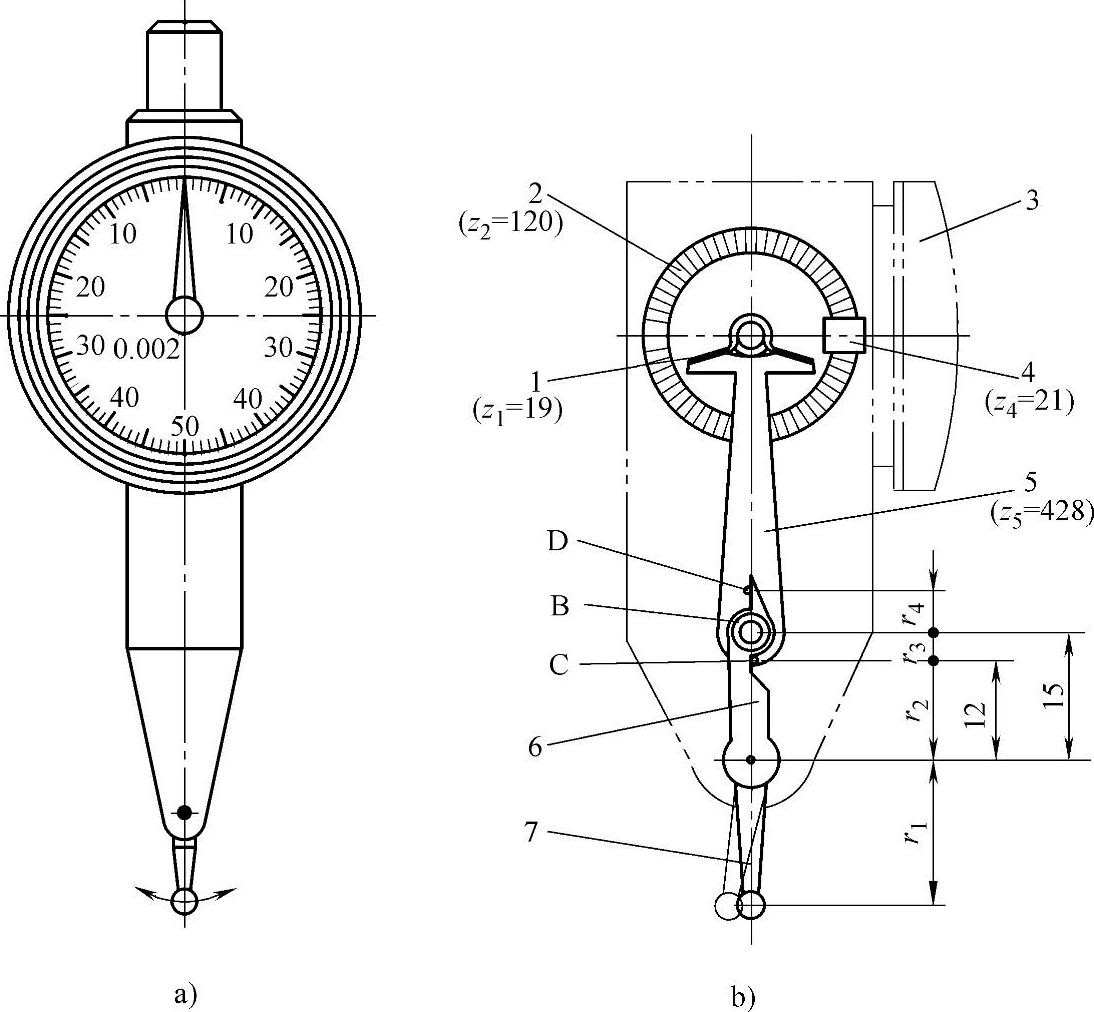
图1-72 杠杆千分表及其构造原理
a)外形图 b)原理图
1、4—小齿轮 2—端面齿轮 3—指针 5—扇形齿轮 6—拨杆 7—球面测杆
如图1-72b所示,已知r1=16.39mm,r2=12mm,r3=3mm,r4=5mm,z1=19,z2=120,z4=21,z5=428。当球面测杆7向左移动0.2mm时,指针3转数n为

当球面测杆7向右移动0.2mm时,指针3的转数n为

将刻度盘一周分成100格,每一格所表示的测量值b为
技能大师经验谈:
1)使用钟面式千分表测量时,千分表测杆轴线应垂直于被测工件表面,否则会产生测量误差。图1-73所示为测杆轴线与工件被测表面夹角正确的测量方法。
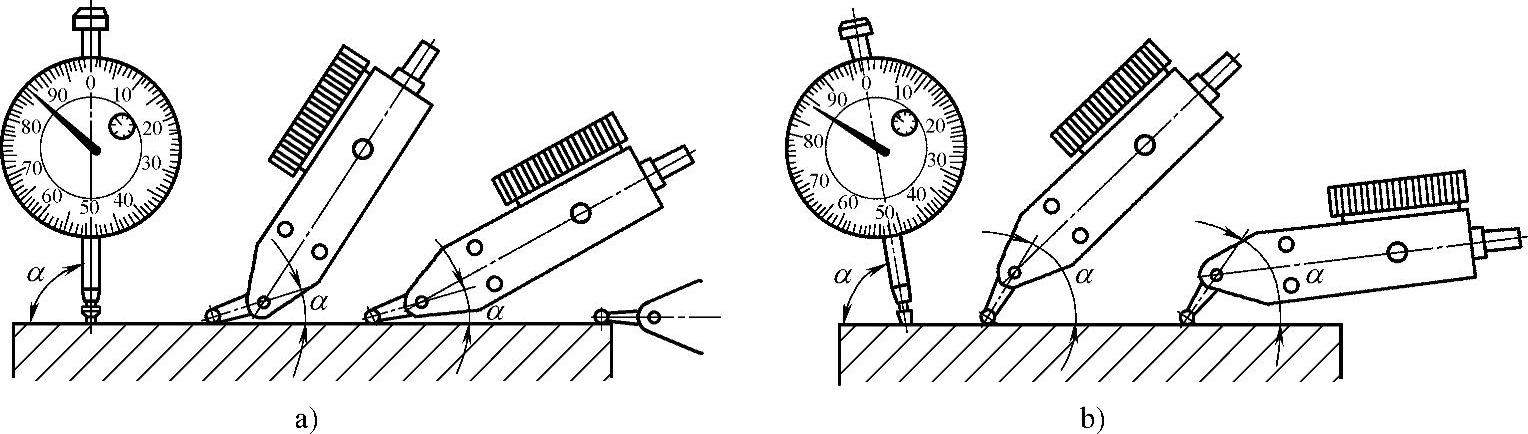
图1-73 测杆轴线与工件被测表面夹角
a)正确的测量方法 b)错误的测量方法
2)使用杠杆千分表的测杆轴线与被测工件表面的夹角越小,误差就越小。如果由于测量需要,α角无法调小(当α>15°时),其测量结果应进行修正。如图1-74所示,当平面上升距离为a时,杠杆千分表摆动的距离为b,也就是杠杆千分表的读数为b,因为b>a,所以指示读数增大。
a=bcosα
式中 a——平面上升距离(mm);
b——杠杆千分表摆动的距离(mm);
α——杠杆千分表测杆轴线与被测表面夹角(°)。
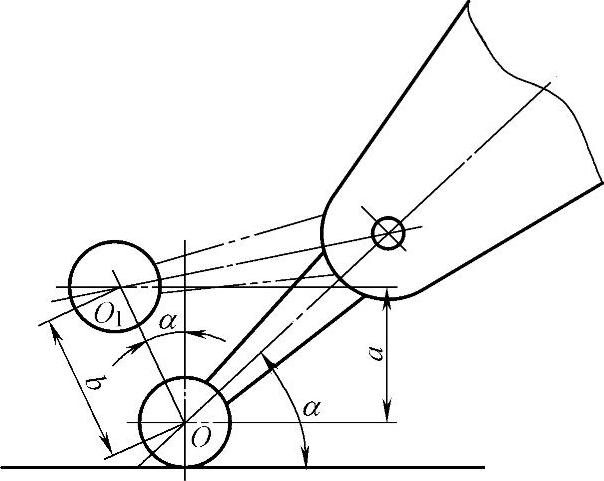
图1-74 杠杆千分表测杆轴线位置引起的测量误差
3)千分表使用时应固定可靠,避免振动;测头不要突然接触被测件;将表调整好;不能超出千分表的测量范围;不得测量表面较粗糙的工件。
4)防止水或油等液体浸入表内和测杆上,否则易引起测量误差。
5)千分表不宜在磁场附近放置或使用,防止因机件磁化而失去应有的精度。
2.杠杆千分尺
杠杆千分尺(图1-75)是由千分尺的微分筒部分和杠杆齿轮传动放大部分组成的精密量具。其精度高,主要用于精密测量。其分度值有0.001mm和0.002mm两种。它既可进行比较测量,也可进行绝对测量。
杠杆千分尺的工作原理如图1-75b所示。当活动测砧1移动时,通过杠杆2、扇形齿轮3带动小齿轮5和装在同轴上的指针转动,在刻度盘上指示出活动测砧1的移动量。由游丝消除传动链中的间隙,测量力由压簧6产生。
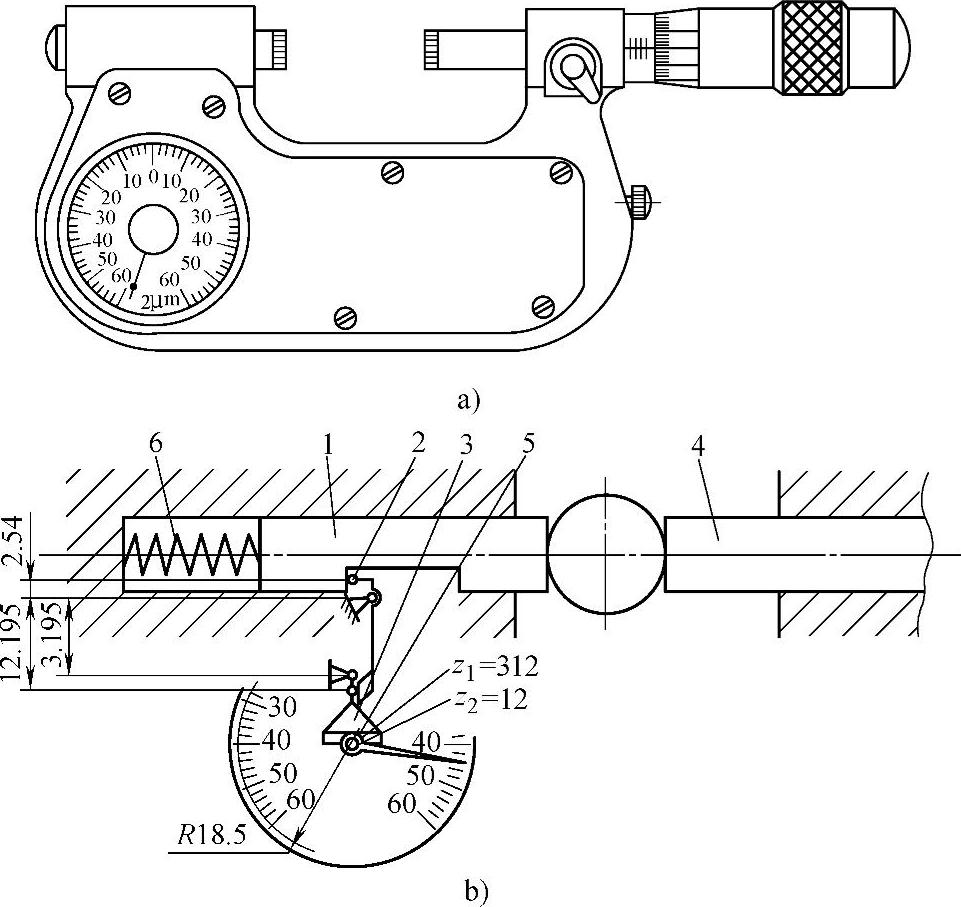
图1-75 0~25mm杠杆千分尺
a)外形图 b)原理图
1—活动测砧 2—杠杆 3—扇形齿轮 4—活动测杆 5—小齿轮 6—压簧
若杠杆短臂长r1=2.54mm,杠杆长臂长r2=12.195mm,小齿轮节圆半径r3=3.195mm,指针长度R=18.5mm,小齿轮齿数z2=12,扇形齿轮齿数z1=312,其传动放大比k为

即活动测砧1移动a=0.002mm时,指针转过一格刻度值b为
b≈ak=0.002mm×732=1.446mm
技能大师经验谈:
1)使用杠杆千分尺进行相对测量时,必须用量块按被测工件的尺寸来调整杠杆千分尺。在读数时,应考虑量块或量块组的误差。
2)在用杠杆千分尺测量工件时,先按退让按钮,让工件与测量杆砧面轻轻接触,不允许硬卡。
3)测量工件前应放在铸铁平板上与室温等温后方可测量;测量时,操作应熟练、迅速,防止温度变化而影响测量精度。
4)测量工件直径时,应以指针的转折点读数为准。
3.杠杆卡规
杠杆卡规是利用杠杆齿轮传动放大原理制成的量具,其分度值有0.002mm和0.005mm两种。它与量块配合可对工件进行相对测量,也可测置工件的形状误差。
杠杆卡规的工作原理如图1-76a所示。当活动测砧1移动时,通过杠杆2、扇形齿轮3带动小齿轮5和装在同轴上的指针7转动,在刻度盘8上指示出活动测砧1的移动量。游丝6消除传动链中的间隙,测量力由弹簧10产生。为了减小测量面的磨损和测量方便,装有退让按钮9。杠杆卡规的外形如图1-76b所示。
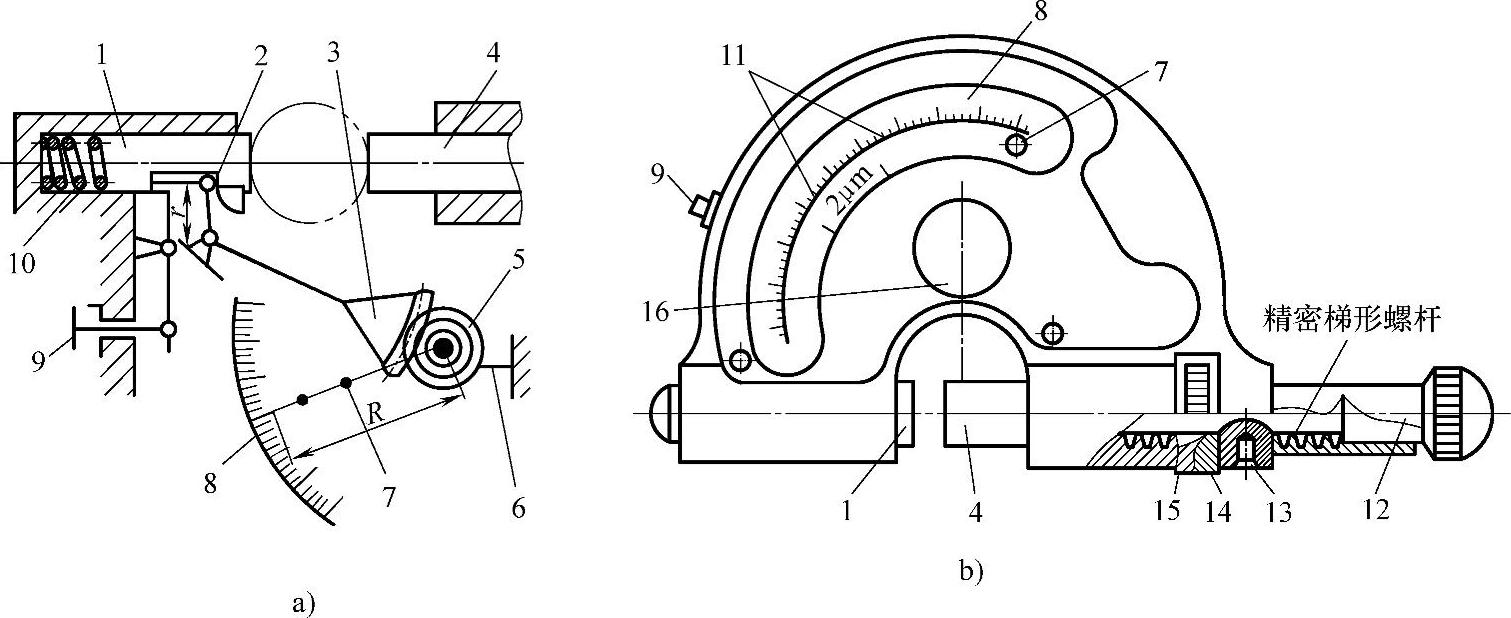
图1-76 杠杆卡规
a)工作原理图 b)外形图
1—活动测砧 2—杠杆 3—扇形齿轮 4—可调测砧 5—小齿轮 6—游丝 7—指针 8—刻度盘 9—按钮 10—弹簧 11—公差指示器 12—套管 13—螺钉 14—滚花螺母 15—碟形弹簧 16—盖子
测置前,先旋松套管12,把量块放入活动测砧1和可调测砧4之间,然后转动滚花螺母14,使指针7对准刻度盘零位,最后旋紧套管12,固定可调测砧4。碟形弹簧15消除螺母与可调测砧上梯形螺纹的间隙,螺钉13防止可调测砧转动。取下盖子16,可用专用扳手调整公差指示器。
若杠杆2的长度为r,指针7的长度为R,扇形齿轮3的齿数为z1,小齿轮5的齿数为z2,当活动测砧1移动距离a时,指针7转过的距离b为

因此
式中,b/a为放大比,并令其等于k,则

当指针7的半径R越大,扇形齿轮3的齿数z1越多,杠杆2的长度r越小,小齿轮5的齿数z2越少时,放大比k越大。
4.正弦规
正弦规(又名正弦尺)是以正弦函数原理进行间接测量的量具,如图1-77所示。
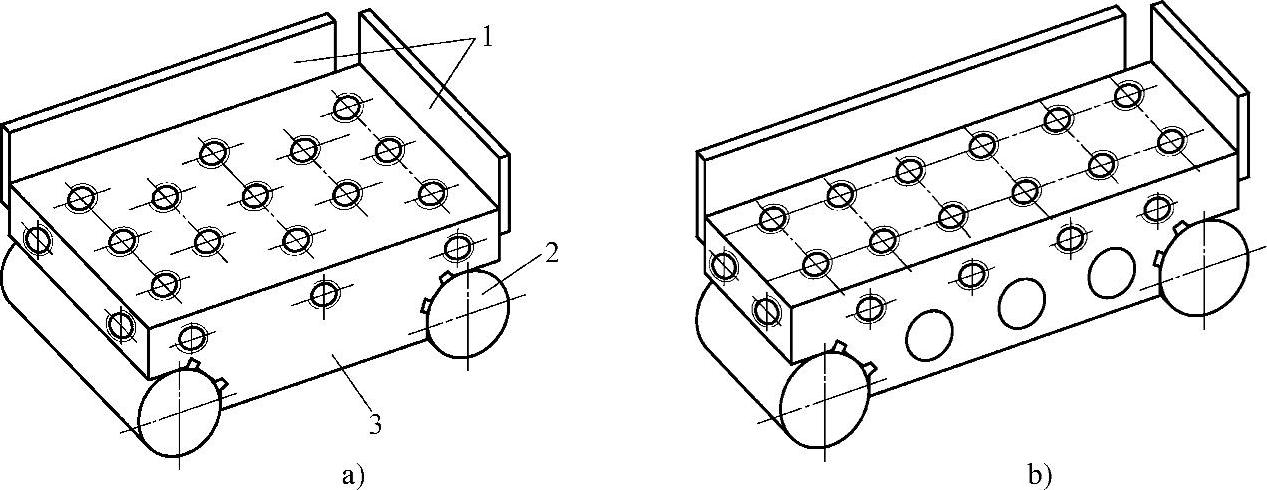
图1-77 正弦规(https://www.xing528.com)
a)宽型 b)窄型
1—挡板 2—圆柱 3—主体
正弦规主要由一高精度的工作平面和两个直径相同的精密圆柱组成,两圆柱轴线相互平行且中心连线平行于工作面。根据用途不同,分为宽型、窄型和带顶尖型等。
正弦规是按正弦函数原理进行测量的。使用时在正弦规的一圆柱下垫上尺寸为h的量块或量块组,使正弦规的工作平面与平板形成一角度α,将该角度与被检工件的角度进行比较。
技能大师经验谈:
1)正弦规为精密量具,所以使用前一定要清洗干净。
2)被测工件表面粗糙度Ra值应小于1.6μm;工件表面不允许有毛刺、污物,不得带有磁性。
2)正弦规应轻拿轻放,严禁敲打、拖动,以免磨损圆柱,影响精度。
3)正弦规使用完毕后应将其清洗干净,涂好防锈油并存放在专用盒内。
4)在正弦规上安放被测工件时,应利用正弦规的前挡板或侧挡板定位,以保证被测工件的角度横截面在正弦规圆柱轴线的垂直平面内,否则将带来测量误差。
5.杠杆齿轮比较仪
杠杆齿轮比较仪的分度值为0.001mm,测量范围为±0.05mm,其量程比千分表小,但精度比千分表高。杠杆齿轮比较仪通常装在专用测量座上进行测量,如图1-78所示。测量时以量块尺寸作为标准,用比较法测量精密工件的尺寸,同时也可测量工件的形状误差和位置误差。
杠杆齿轮比较仪如图1-79所示。当测杆7移动时,通过杠杆6使扇形齿轮5转动,小齿轮4也跟着转动,与小齿轮4同轴的扇形齿轮3将运动传给小齿轮2,指针1在刻度盘上指示出相应的读数。
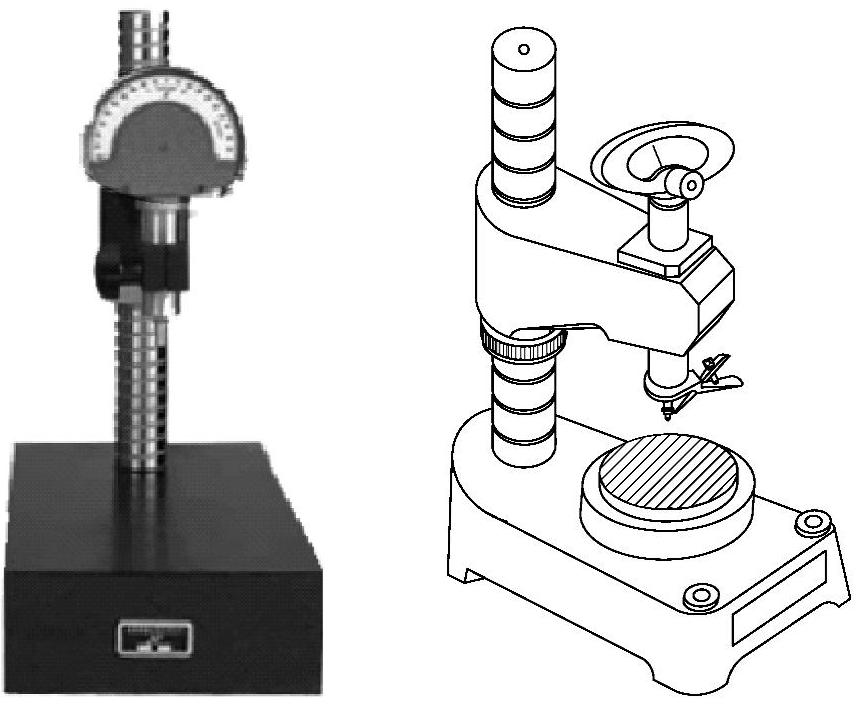
图1-78 测量座
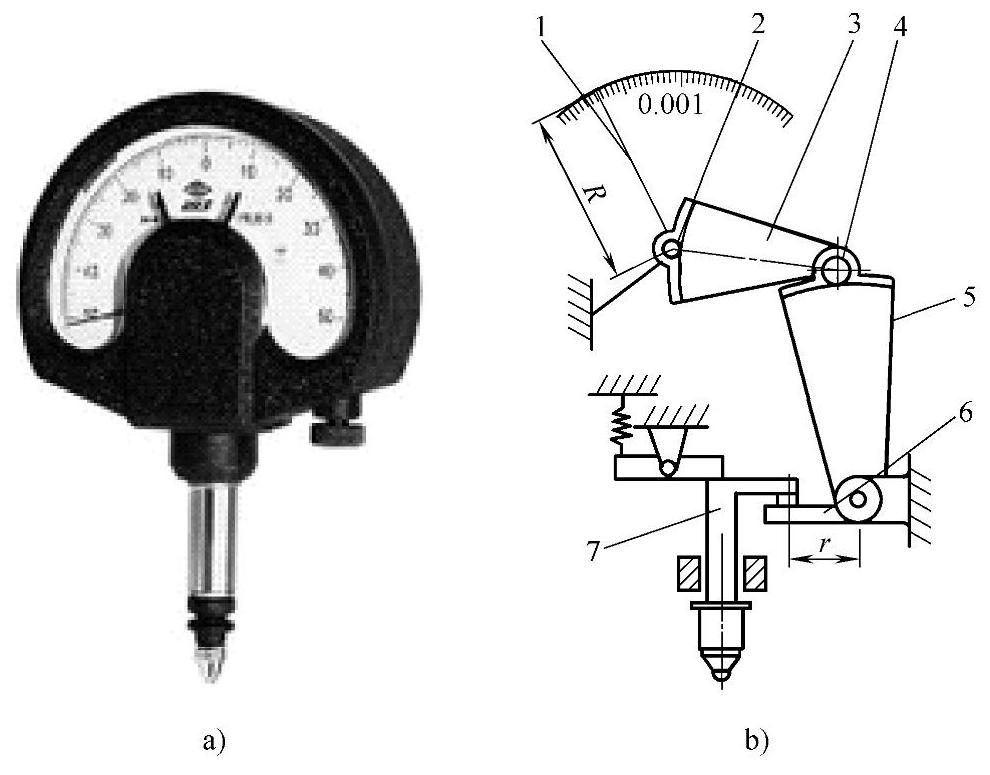
图1-79 杠杆齿轮比较仪
a)外形图 b)原理图
1—指针 2、4—小齿轮 3、5—扇形齿轮 6—杠杆 7—测杆
若杠杆6的臂长为r,指针1的长度为R,齿轮2、3、4、5的齿数分别为z2、z3、z4、z5。当测杆7移动距离a时,指针1转过的距离b为
式中,b/a称为放大比,并令其等于k,则

已知r=4.52mm,R=24.5mm,z2=18,z3=180,z4=28,z5=400,则放大比k为

当测杆7移动距离a=0.001mm时,指针转过1格的距离b为
b=ak=0.001mm×774=0.774mm
6.扭簧测微仪
扭簧测微仪用扭簧作为尺寸转换和放大的传动机构,其突出特点是结构简单、放大倍数大、放大机构中没有摩擦和间隙,因此提高了测量精度和灵敏度,其外形图和原理图如图1-80所示。扭簧片3是截面为矩形(0.005mm×0.1mm×40mm)的铍青铜金属带,一端固定在弓架1上,另一端固定在弹簧桥4上,在扭簧中央装一指针2,金属带由中间起一半向右扭曲,另一半向左扭曲,当测杆5向上有微小位移时,弹簧桥4的上端向右移,使扭簧片3拉长,用玻璃丝制成的位于扭簧带中央处的指针2偏转一个角度,指示出测杆5的位移量。
扭簧测微仪的测量方法与杠杆齿轮比较仪相同。另外,还可以将扭簧测微仪的表头装在表架上,在平台上进行各种测量。测量时表头应与被测工件表面垂直。
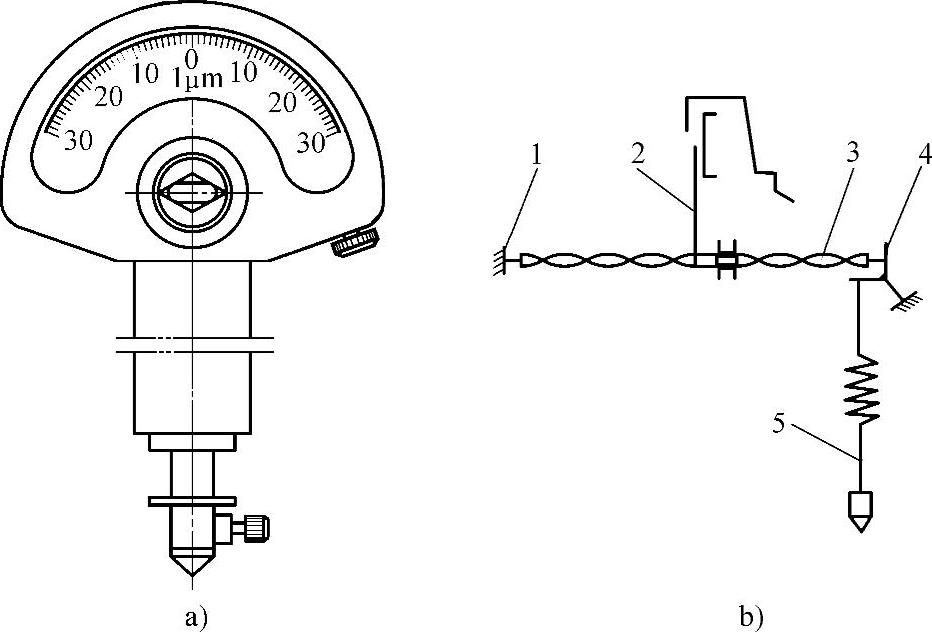
图1-80 扭簧测微仪
a)外形图 b)原理图
1—弓架 2—指针 3—扭簧片 4—弹簧桥 5—测杆
技能大师经验谈:
1)杠杆齿轮比较仪和扭簧测微仪应先安装在固定测量座上。测量前,应先调整好测量座的测量工作台,使之垂直于杠杆齿轮比较仪和扭簧测微仪测杆轴线;再调整测量座立柱,使测量头与量块或工件轻轻接触。
2)在测量过程中,应尽可能使用表刻度的中央部分。
3)扭簧测微仪的结构脆弱,测量范围小,应仔细调整测量头与工件间接触的距离;根据工件形状需要,及时更换测量头。
4)被测工件表面粗糙度Ra值应小于1.6μm;工件表面不允许有毛刺、污物。应将工件放在铸铁平板上与室温等温后方可测量;测量时,操作应熟练、迅速,防止温度变化而影响测量精度。
7.量块
量块是由两个相互平行的测量面之间的距离来确定其工作长度的一种高精度量具,主要用于长度基准尺寸的传递,如图1-81所示。量块也可用来检定计量器具,在相对测量中调整仪器的零位,还可用于调整精密机床。
量块是用铬锰钢、镍铬钢或轴承钢制成的矩形截面的长方体,它具有一对相互平行、精度高、表面粗糙度值小的测量工作面,每块量块上均标有公称尺寸,如图1-82所示。
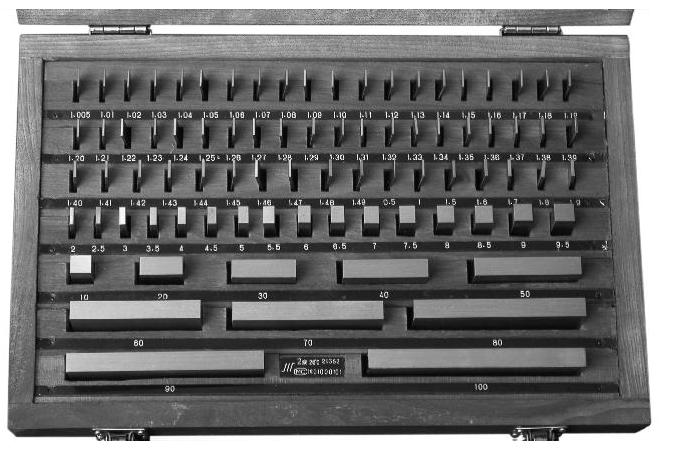
图1-81 量块
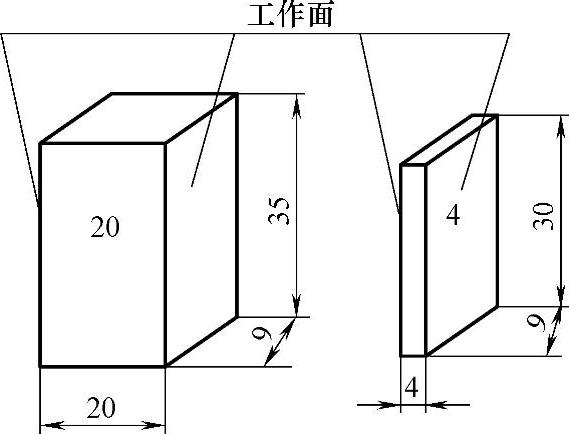
图1-82 量块的工作面
量块的制造精度分00、0、1、2、3和K共六级,其中00级精度最高,3级精度最低,K级为校准级。量块分“级”的主要依据是量块的制造精度,它取决于量块中心长度的极限偏差、长度变动量公差和研合性。按级使用时,直接用量块所标注的公称尺寸,使用方便,但存在制造误差,测量结果准确性较差。
量块按检定精度分为1、2、3、4、5、6共六等,1等精度最高,6等精度最低。量块分“等”的主要依据是量块的检定精度,它取决于量块中心长度的极限偏差、平面平行度公差和研合性。按等使用时,使用被检定后量块的实际尺寸,测量精度高。
量块是成套使用的,可组成各种尺寸。当一块量块的工作表面沿另一块量块的工作表面滑动时,只要用手稍加压力,两块量块便能粘合在一起,因此,可用多个量块按需要组成量块组。用量块组合成一定的尺寸时,应用数量最少的量块组合成所需尺寸的量块组,一般不超过四块。选用量块时,应根据所需组合的尺寸,从最后一位数字开始选取,每选一块应使尺寸的位数减少一位,依次类推。
例如:要组成38.935mm尺寸的量块组,采用规格为83块一套的量块,选取方法如下:
技能大师经验谈:
1)量块只允许用于检定计量器具,进行精密测量和精密机床的调整。
2)使用量块之前,应仔细对量块和工件被测面外观进行检查。凡是有磁性的工件,进行退磁处理后方可使用量块。
3)组合量块组前,使用不带酸性的航空汽油、无水乙醇或纯苯清洗量块,用细软的鹿皮、脱脂棉、亚麻布或丝绸擦净量块,然后用平行研合法或交叉研合法进行组合。
4)使用后,应及时拆开量块组,清洗、擦净并涂好防锈油,放入专用盒内固定位置。
5)要定期对量块进行检定,并将检定合格证附在盒内。
8.水平仪
水平仪是测量工件表面相对水平位置倾斜微小角度的一种常用量具,主要用于测量直线度误度和垂直度误度,可在调整安装设备水平或垂直位置时使用。
(1)框式水平仪 框式水平仪如图1-83所示。框架的测量面上有平面和V形槽,V形槽便于放在圆柱面上测量。水平器是一个有一定曲率半径的密封玻璃管,表面有刻线,内装乙醚,并留有一个水平泡,水平泡总是停留在玻璃管内的最高处。若水平仪倾斜一个角度,水平泡就向左或向右移动,根据移动的距离可计算直线度误差或垂直度误差。
水平仪的工作原理如图1-84所示。分度值为0.02mm/1000mm的水平仪,主水平器曲率半径R=103132mm,当平面在1000mm长度上倾斜0.02mm时,倾斜角θ为
tanθ=0.02mm/1000mm=0.00002
θ=4″
图1-83 框式水平仪
1—主水平器 2—主体
水平泡转过的角度与平面转过的角度相等,水平泡移动1格的距离为
图1-84 水平仪的工作原理

即分度值为0.002mm/1000mm的水平仪,玻璃管刻线距离每格为2mm。由此可知,水平仪是利用转动角度相同、曲率半径放大原理制成的量仪。
(2)合像水平仪 合像水平仪是一种测量精度较高、测量范围较大、携带方便的小角度测量仪器,如图1-85所示。水平器7的气泡通过合像棱镜8将气泡两端的半边缘同时成像在瞄准放大镜1的视场中。
使用时,将水平仪放在被测工件上,当倾斜一定角度时,从瞄准放大镜1中看到两端半边缘像合在一起有一错位,用手转动微动螺杆4,通过杠杆2使水平器7微转,直到气泡两端边缘的影像合成为一光滑的半圆头为止。整数部分的读数由刻度6读出,小数部分的读数从刻度盘3上读得。例如:刻度指示1mm,刻度盘转过16格,读数就是1.16mm,即1m长度内高度差为1.16mm。
图1-85 合像水平仪
1—瞄准放大镜 2—杠杆 3—刻度盘 4—微动螺杆 5—底座 6—刻度 7—水平器 8—合像棱镜
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。