



使用两端顶的方法车削轴类工件时,使用的顶尖起着支承轴和定中心的作用。顶尖锥度和中心孔的内锥面都是60°,两者为面接触。同时,根据使用需要和加工深化,顶尖也有着不同的形式。
1.固定式顶尖和回转式顶尖
车削轴类工件常用的顶尖是固定式顶尖和回转式顶尖。
(1)固定式顶尖 固定式顶尖定心性强,在与中心孔配合时接触精度高,因此多用于加工精度要求较高的轴类工件和精车。但由于顶尖与中心孔贴合摩擦时会产生大量的热,很容易造成顶尖尖端的磨损或烧坏。为了克服这种不足,又常采用在顶尖处镶焊硬质合金的方法,如图2-2所示。
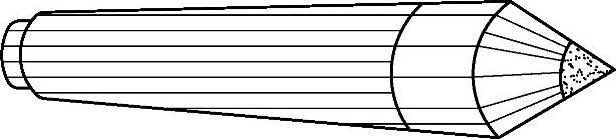
图2-2 硬质合金固定顶尖
减小顶尖与轴类工件中心孔之间摩擦的另一个方法是经常加油润滑,如图2-3所示。
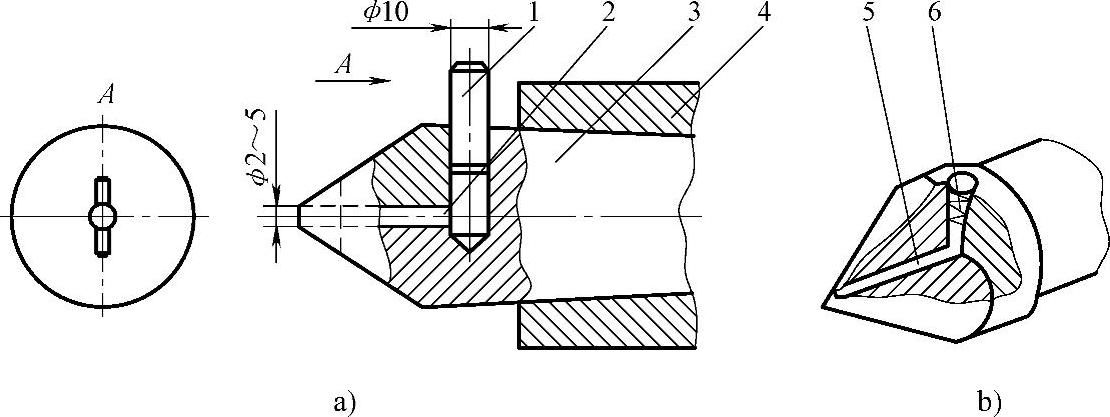
图2-3 固定顶尖头部钻出油孔
a)下压圆柱销迫使润滑脂流出 b)调整螺塞迫使润滑脂流出
1—圆柱销 2—存油腔 3—顶尖 4—尾座套 5—细孔 6—螺塞
在顶尖头部钻出一个ϕ2~5mm的小孔,再在小孔的垂直方向钻出一个ϕ10mm的圆孔,在垂直孔内注入润滑脂(凡士林),润滑脂上方有个ϕ10mm圆柱(图2-3a),下压圆柱销可迫使润滑脂热化后流入小孔内,或在润滑脂上方装上螺塞(图2-3b),向下调整螺塞,使润滑脂下流,从而对顶尖进行润滑。
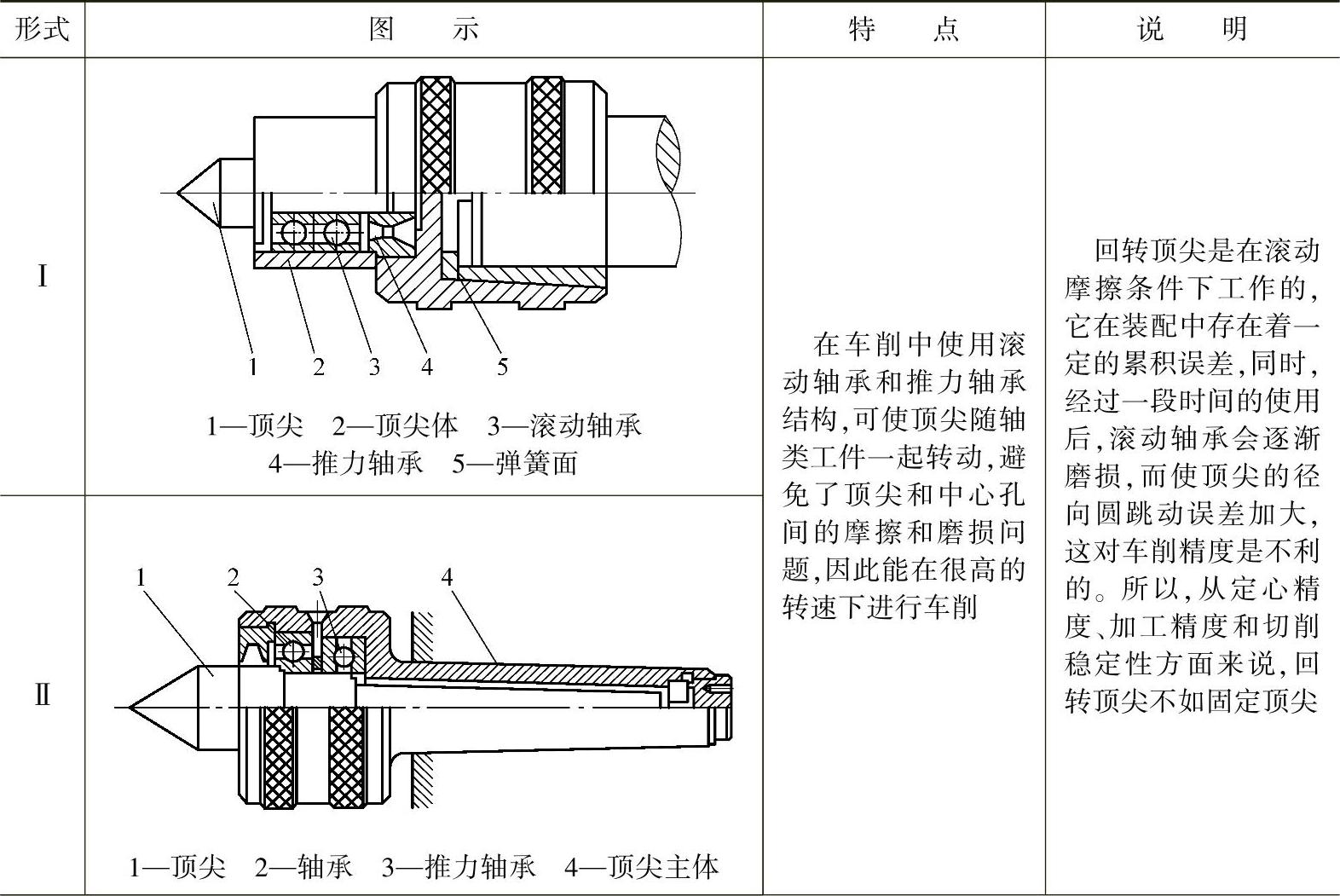
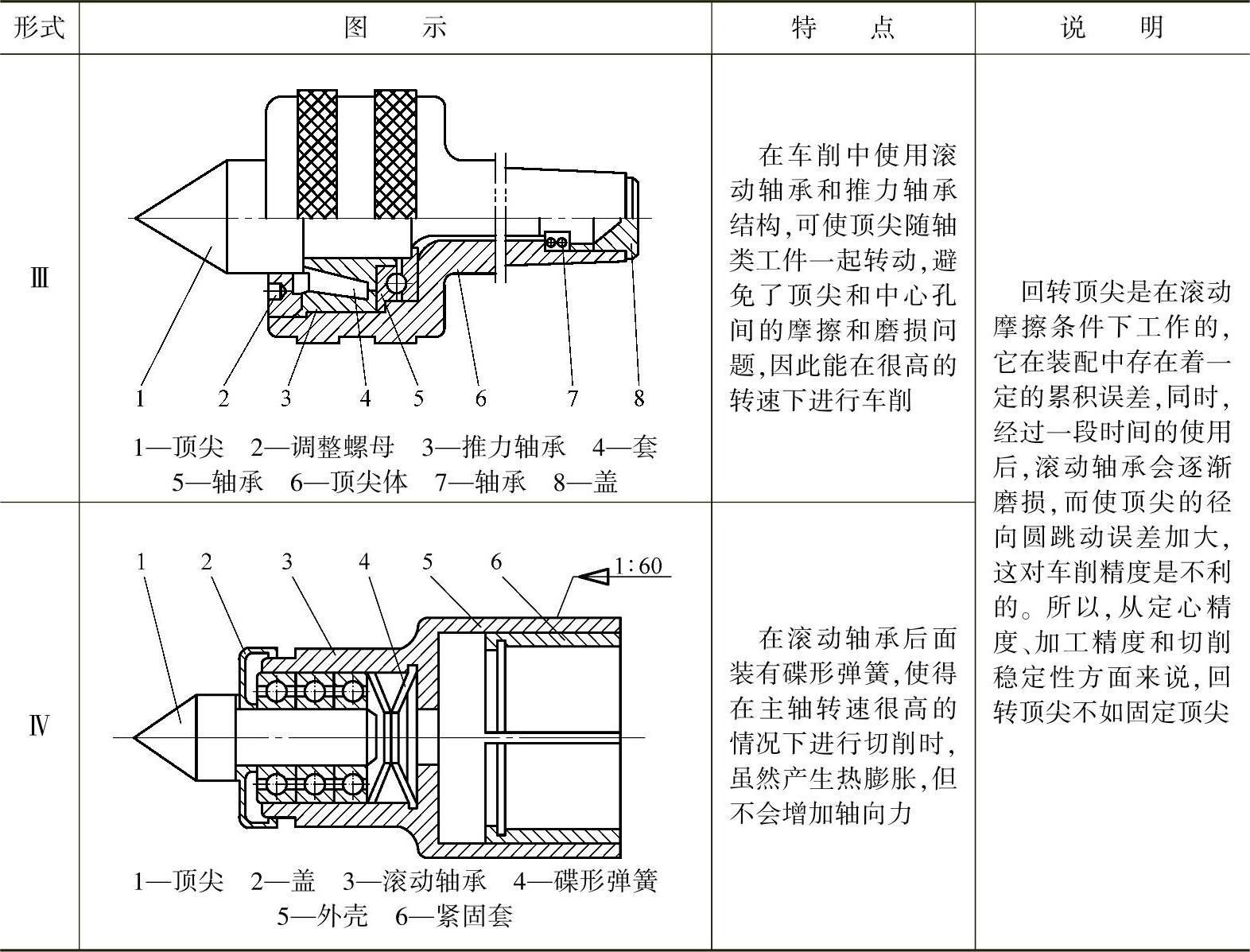
(2)回转式顶尖 回转式顶尖多在高速切削中的粗车和轴类工件精度要求不高的情况下使用。不同结构的回转顶尖见表2-1。
表2-1 不同结构的回转顶尖
(续)
2.顶尖结构形式的改变
(1)凹式反顶尖 凹式反顶尖如图2-4a所示,其内锥齿形是通过与顶尖轴线的垂直方向铣出两条交叉的凹槽而成的,顶尖经热处理后的硬度为55~60HRC。热处理后先磨锥柄部分,然后装入对称胎模内,用成形砂轮磨出凹槽。反顶尖的四个齿尖应在同一内圆锥素线上,并与锥柄部分同心。
利用这种顶尖装夹轴件(图2-46)比使用卡盘省力,因而能省去一些安装中的辅助时间,但它不适于在重力切削情况下使用。
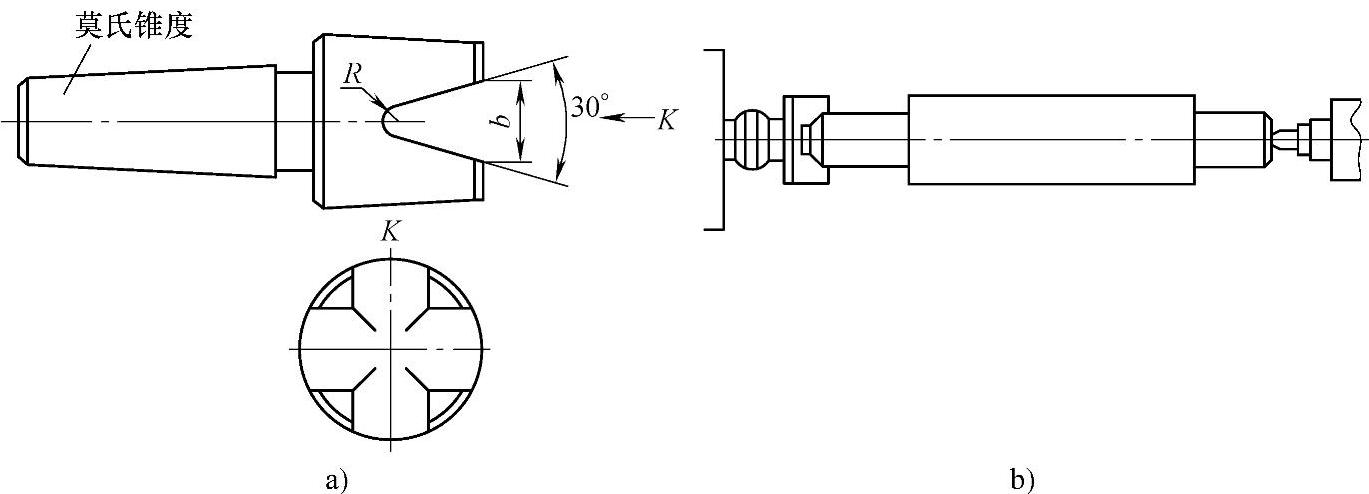
图2-4 凹式反顶尖装夹轴件
a)凹式反顶尖 b)装夹轴件
(2)可调式凹式反顶尖 如图2-5所示,在主体的大端开有三个等分槽,槽内装有齿爪并用螺钉紧固。使用时将反顶尖安装在自定心卡盘内,利用凹槽中的齿爪支承轴类工件。反顶尖在使用中因支承不当或齿爪损坏时,可松开螺钉,将齿爪转动一个角度,即可继续使用。
若将该顶尖安装在尾座上作为后顶尖,配合回转顶尖使用,可夹持无中心孔轴类工件。
(3)弹性活动顶尖 如图2-6所示,它在顶持轴类工件时由推力轴承8、压缩弹簧10获得所需的弹顶力。推力轴承8的外圈与防松螺母9之间有0.2mm的间隙,从而避免顶尖在转动时发生摩擦。
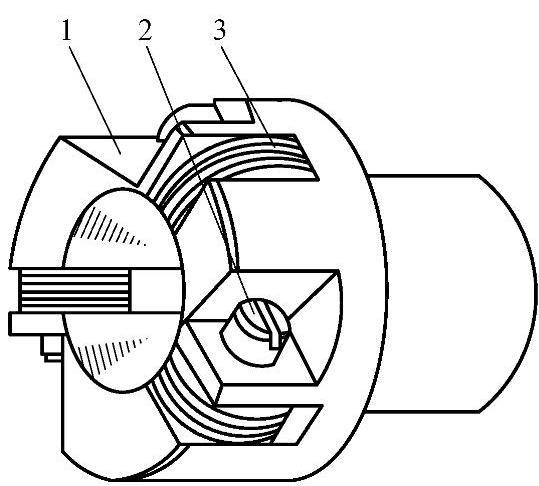
图2-5 可调式凹式反顶尖
1—主体 2—螺钉 3—齿爪(https://www.xing528.com)
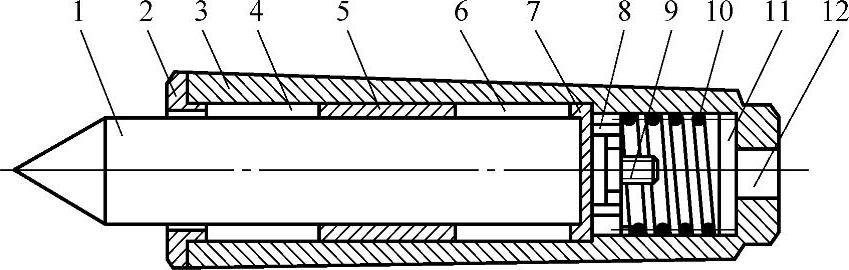
图2-6 弹性活动顶尖
1—顶尖 2—压盖 3—锥柄体 4、6—滚针轴承 5、7—隔圈 8—推力轴承 9—防松螺母 10—压缩弹簧 11—垫圈 12—调节螺钉
弹性活动顶尖能自动调节工件加工时的顶紧力,克服工件变形因素的影响。双排精密滚针轴承提高了承载的稳定性,从而提高了使用寿命。使用该顶尖不仅可以得到优于使用回转式顶尖时的加工精度,同时,与固定顶尖相比,又可提高主轴转速。
(4)端面拨动顶尖 端面拨动顶尖如图2-7所示。使用时将其直接安装在车床主轴上,如图2-8所示。它利用尾座上施加的轴向力通过尖刃销扎入轴类工件端面,从而带动轴类工件与主轴同步旋转。采用该装置可在一次装夹下加工轴类工件外圆全部尺寸,不留夹头(利用该顶尖装夹轴类工件进行车削也称为无料头工艺)。这样既可代替卡盘卡爪夹紧工件,又克服了卡盘夹紧工件需要调头车削的弱点,保证了工件的加工精度,提高了生产率。
该夹具依靠六个尖刃销传递主轴动力,且能够自动定心。如图2-7所示,当锁紧螺母3旋紧时,带有锥面的夹具体4就固定于主轴7上。顶尖13在弹簧10的作用下,使工件自动定心。夹具体4的端面装有六个尖刃销1,由于垫圈5的作用,当尾座顶尖顶紧工件时,尖刃销1的齿刃能同时嵌入工件端面内,带动工件一起旋转。用螺塞12通过弹簧10来调整顶尖力的大小。定位片2固定六个尖刃销的相对位置,保持齿刃呈放射状,如图2-9所示。
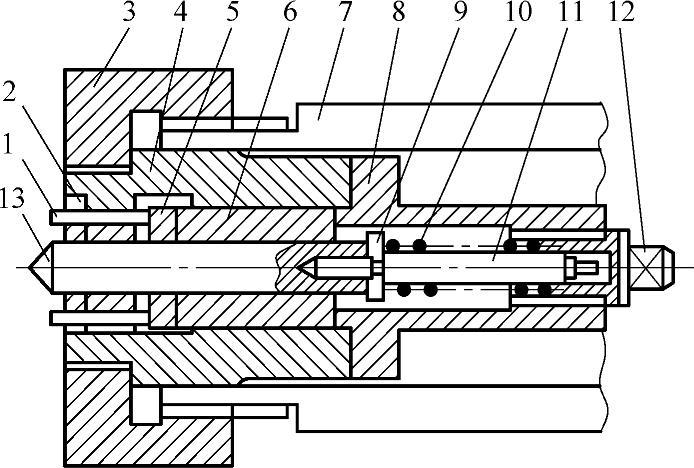
图2-7 端面拨动顶尖(一)
1—尖刃销 2—定位片 3—锁紧螺母 4—夹具体 5—垫圈 6—导向套 7—主轴 8—夹具体座 9—垫片 10—弹簧 11—连接杆 12—螺塞 13—顶尖
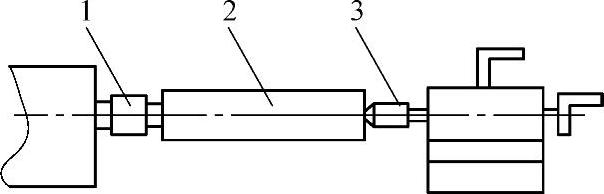
图2-8 利用端面拨动顶尖装夹轴件
1—端面拨动顶尖 2—工件 3—尾座顶尖
使用该夹具装夹轴类工件,依靠后座顶尖压力使尖刃销的齿刃嵌入轴类工件端面,当进行强力切削时,可对轴端被六个尖刃销压出的放射状压痕进行錾刻,以加深压痕。六个尖刃销需具有一定的硬度,并应经常进行研磨,以保持锋利。这种装夹方法一般在轴类工件长径比l/D<10的情况下使用。
图2-10所示是装夹较小轴类工件时使用的端面拨动顶尖。使用时,将其安装在车床主轴孔内,轴件1用尾座顶尖顶紧在定位垫3上,顶尖5在弹簧7的作用下使工件轴向定位,这时,尖爪4的四个尖爪顶压在轴件的端面处,即可进行加工。

图2-9 齿刃呈放射状
1—轴端 2—放射状压痕 3—中心孔
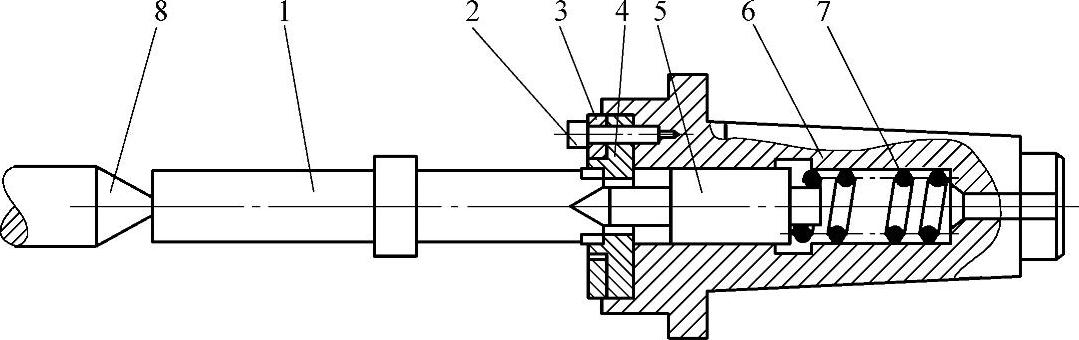
图2-10 端面拨动顶尖(二)
1—轴件 2—螺栓 3—定位垫 4—尖爪 5—顶尖 6—心轴体 7—弹簧 8—尾座顶尖
3.顶尖的修磨
顶尖经过长期使用,由于摩擦和磨损而出现定位不准或失去精度后,一般应在外圆磨床或万能外圆磨床上进行修磨。修磨前,应确认其各部分装配充分到位。还可采用下面介绍的方法进行修磨。
图2-11所示为修磨顶尖的工具,它的左端带有60°不完整的中心孔,中心孔的大小根据被修磨顶尖的尺寸大小进行确定。修磨时,将工具插入尾座锥孔内,被修磨的顶尖装夹在主轴顶尖之间(图2-12),使砂轮转动60°,并将砂轮伸进工具的直角缺口内,即可进行修磨。
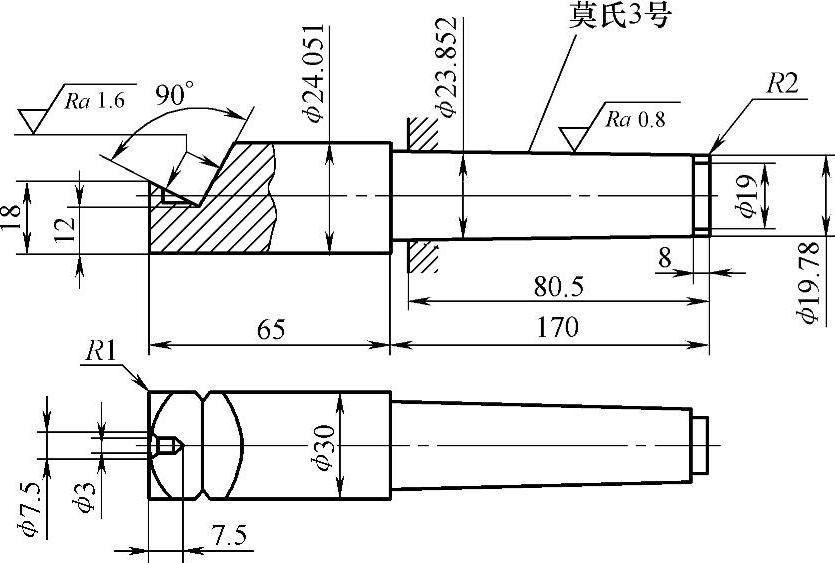
图2-11 修磨顶尖工具
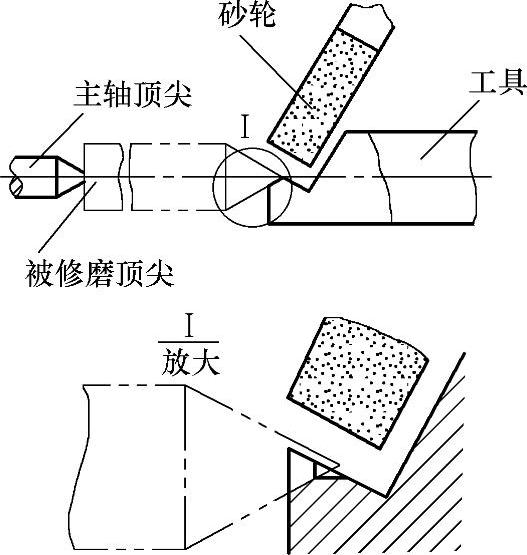
图2-12 修磨顶尖的方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。