



车刀刀杆结构多种多样,它根据工件情况和加工条件具体确定。下面介绍了10多种车孔刀杆形式,供选用。
1.普通车孔刀刀杆
(1)刀杆1 如图2-144所示,其用一条带弯头的钢板锻造而成,将硬质合金刀片焊接在刀头处即可使用;或者使用高速钢材料整体锻造成所需要车孔刀形状(而不需要焊接刀头)。
车孔时,利用中滑板手柄处的刻度盘掌握背吃刀量。
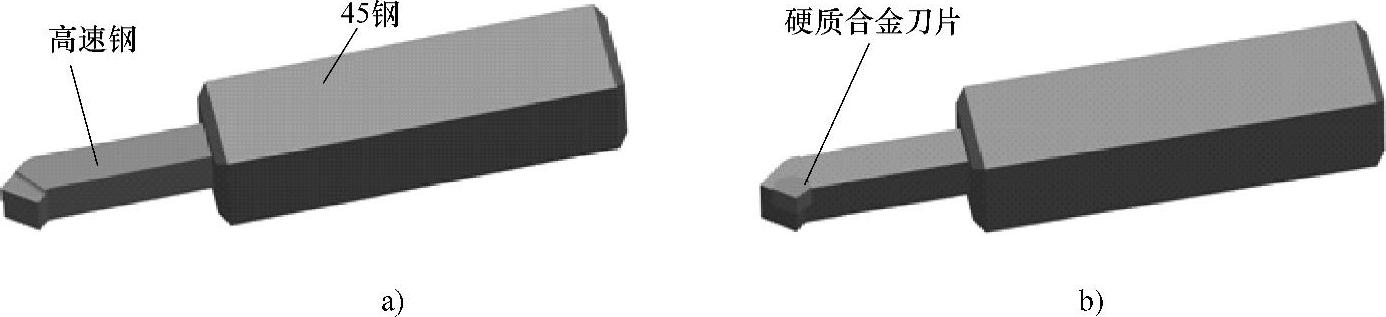
图2-144 普通车孔刀杆1
a)整体式高速钢车孔刀 b)焊接式车孔刀
(2)刀杆2 如图2-145所示,该车孔刀的刀头和刀杆部分是分体的,松开螺钉即可卸下刀头,刃磨和换刀都很方便。
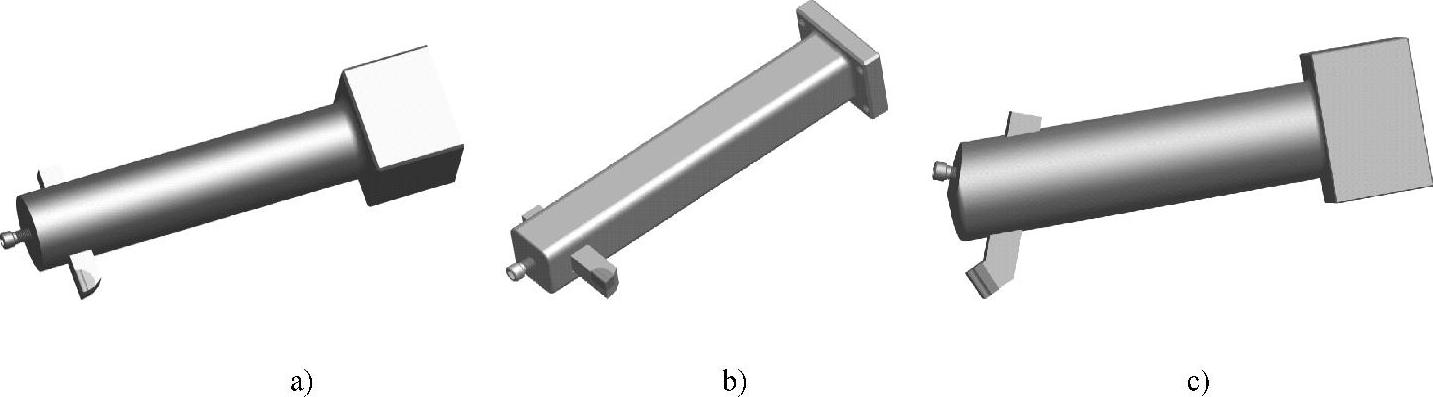
图2-145 普通车孔刀刀杆2
a)形式I b)形式Ⅱ c)形式Ⅲ
普通车孔刀刀杆的结构形式最为简单,调节刀头伸出长度时一般采用敲打刀头的方法,然后使用游标卡尺测量刀头伸出长度是否合乎要求(图2-146),如不合适,就再敲打两下,直至能保证孔径尺寸为止。

图2-146 测量刀头伸出距离
2.车小孔刀刀杆
图2-147a所示是车小孔刀刀杆主体,使用时,将车小孔刀(图2-147c)插入车孔刀刀杆主体的孔内,拧紧车孔刀刀杆螺母(图2-147b)将车孔刀紧固。
安装车孔刀时,用小弯头扳手勾住螺母上的开口槽,由于车孔刀刀杆主体左端为淬火后的弹性体,所以能够很好地将车孔刀夹紧。
一把车孔刀刀杆可配上各种不同规格的车孔刀,以适应不同直径小孔的加工需要。这种车孔刀刀杆如果配合开口套筒(图2-147d),还可装夹小尺寸中心钻、钻头、铰刀等进行其他形式的加工。
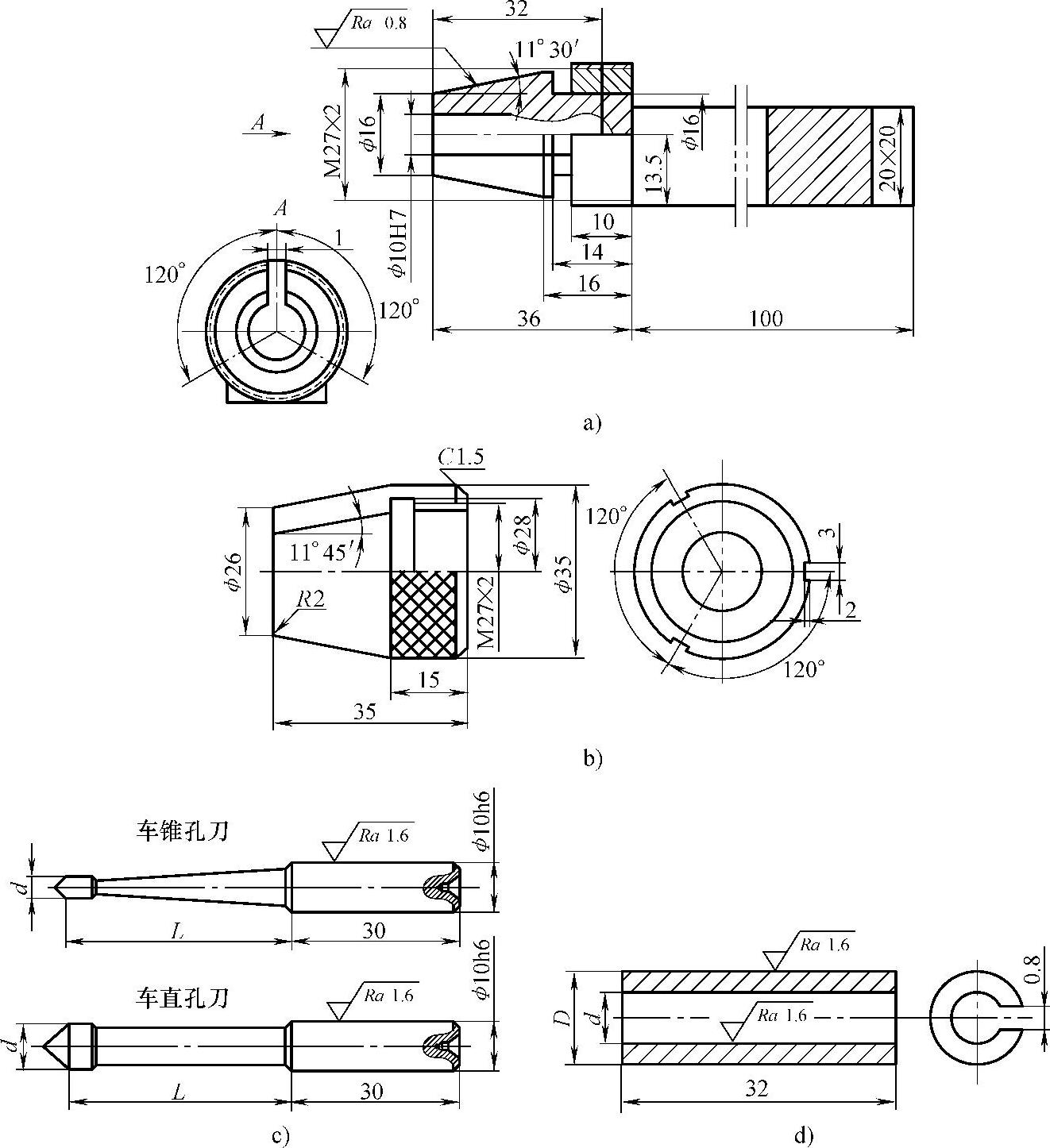
图2-147 车小孔刀刀杆
a)车孔刀刀杆主体 b)车孔刀刀杆螺母 c)车小孔刀 d)开口套筒
3.带螺旋槽车孔刀刀杆
使用时,将小刀杆插入车孔刀刀杆的装刀孔内,拧紧螺母,将小刀杆夹紧。这种刀杆(图2-148)很适合车削直径为20~40mm的中小孔。车削中应充分使用切削液。
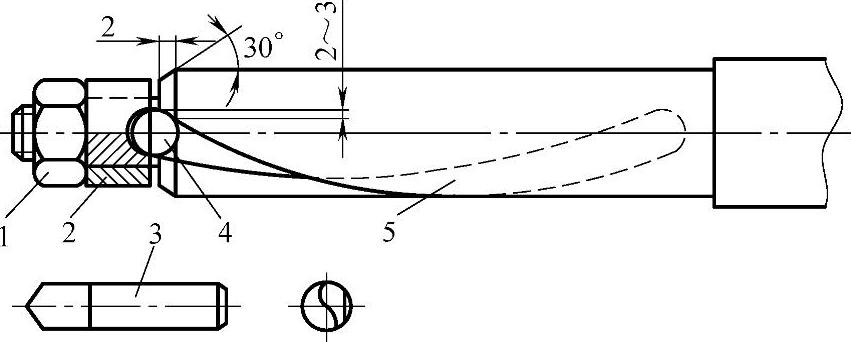
图2-148 带螺旋槽的车孔刀刀杆
1—螺母 2—夹刀卡 3—小刀杆 4—装刀孔 5—车孔刀刀杆
带螺旋槽的车孔刀刀杆可使切屑沿螺旋槽排出,避免切屑堵塞。为了减小振动,加大背吃刀量,制作时应适当加大刀杆直径。该车孔刀刀杆适合车削通孔时使用,且应使用切削液。
4.支点调节式车孔刀刀杆
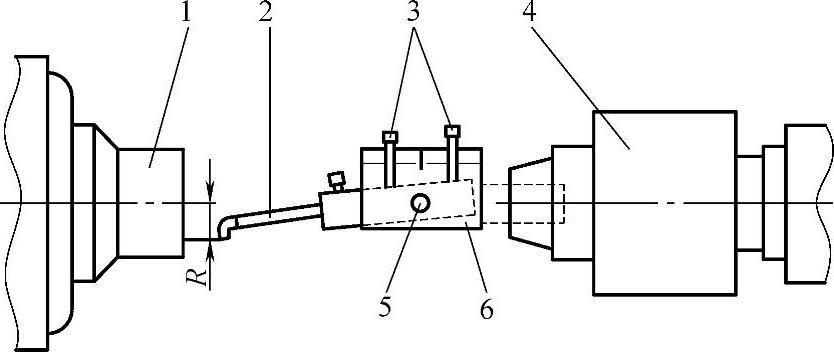
图2-149 支点调节式车孔刀刀杆1
1—工件 2—车孔刀 3—螺钉 4—销子 5—夹头体 6—卡头
(1)刀杆1 如图2-149所示,它以销子为支点转动,当拧动左螺钉,放松右螺钉时,车孔直径扩大;而拧紧右螺钉,放松左螺钉时,车孔直径变小。将卡头插入尾座锥孔内或将夹头体柄部做成圆锥形,直接插入尾座锥孔内。
(2)刀杆2 如图2-150所示,该车孔刀刀杆采用方柄形式,使用时,将其插入刀体的方孔中,用固定螺钉和支点压紧螺钉将其夹紧。支点压紧螺钉还起着支点的作用,使用时,拧转调节螺钉,车孔刀刀杆围绕支点压紧螺钉转过相应角度,达到微调的目的。
该车孔刀刀杆按照杠杆原理进行设计。
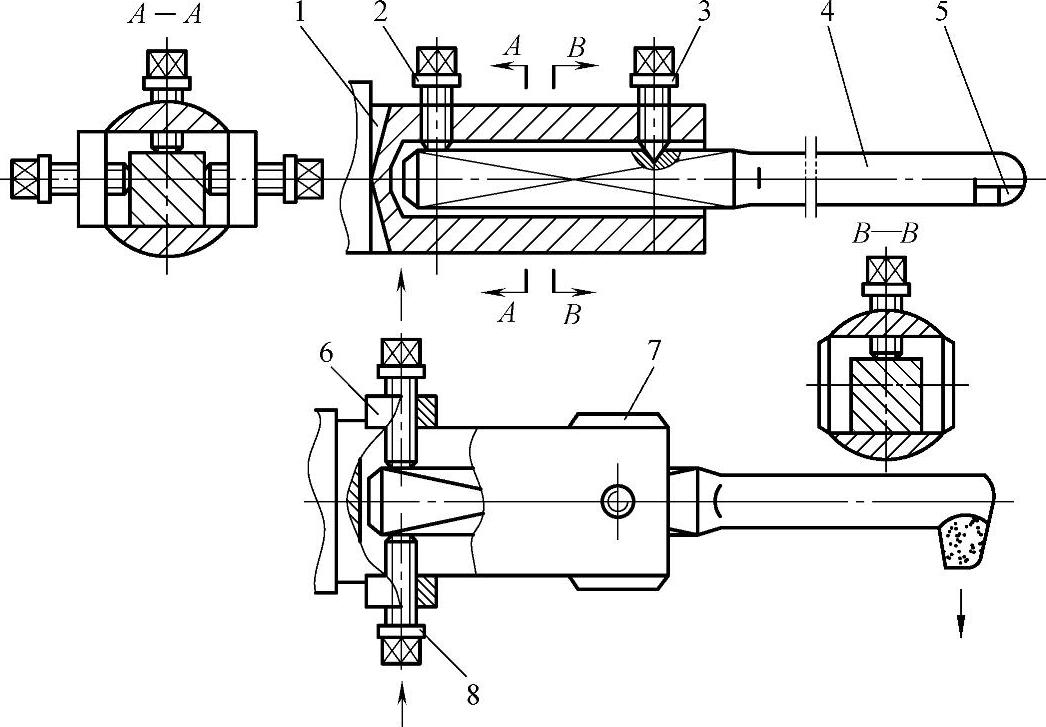
图2-150 支点调节式车孔刀杆2
1—刀体 2—固定螺钉 3—支点压紧螺钉 4—车孔刀刀杆 5—刀头 6—方铁 7—连接块 8—调节螺钉
5.转动式车孔刀刀杆
如图2-151所示,其主体与车床主轴法兰连接在一起。偏心套的内孔与外圆有一偏心量e(偏心量e根据情况具体确定)。需要调整车孔尺寸时,松开紧固螺钉,转动偏心套即可。在偏心套的端面和主体的端面上都刻有刻线,根据刻度线可看出调整量,调整好后将紧固螺钉拧紧。
该车孔刀刀杆适合车削较小孔时使用。
6.啮合式车孔刀杆
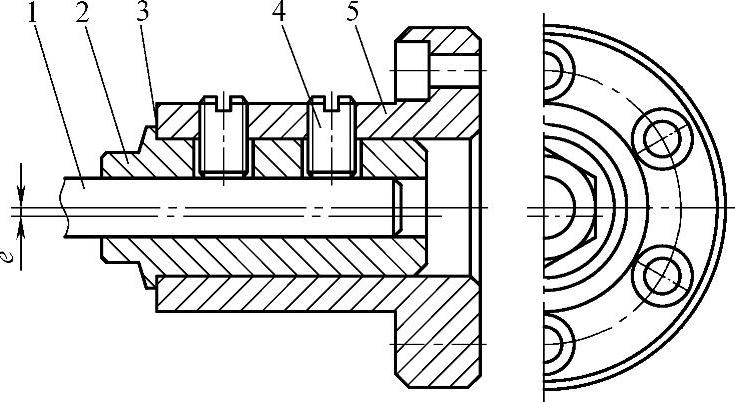
图2-151 转动式车孔刀刀杆
1—刀杆 2—偏心套 3—刻线 4—紧固螺钉 5—主体
如图2-152所示,在车孔刀刀杆端面和刀头的底面上都制有间距相等的尖齿齿纹,并互相啮合。车孔刀刀杆前端安装有两个互成180°的刀头1和刀头2。刀头上焊有刀片并开有长槽。需调整刀片伸出距离时,松开螺钉,刀头可顺着齿纹槽做径向移动,调节完毕将螺钉拧紧。
尖齿齿纹处应进行淬火处理,使其具有一定硬度,防止尖齿损坏变形。
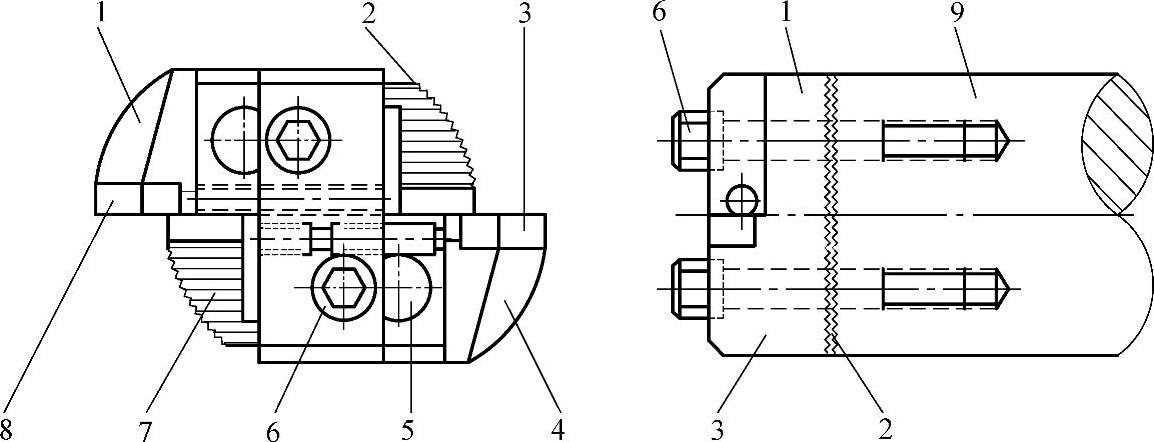
图2-152 啮合式车孔刀刀杆(https://www.xing528.com)
1—刀头1 2—尖齿齿纹 3—刀片2 4—刀头2 5—齿纹槽 6—螺钉 7—车孔刀 8—刀片1 9—车孔刀刀杆
7.倾斜移位式微调车孔刀刀杆
(1)刀杆1 如图2-153所示,车孔刀刀杆2安装在主轴1的锥孔内,刀杆8装在内圆柱体5的螺孔中,外套3与车孔刀刀杆2通过螺纹连接,内圆柱体5和外套3是滑动配合。外套3的内孔中心线和车孔刀刀杆2的轴线倾斜成5°43′的角度。调整车孔刀时,先松开内六角螺钉9,转动微调螺杆7,带动外套3内的内圆柱体5沿倾斜中心线做径向移动,调整完毕后,将内六角螺钉9拧紧。
微调螺杆7的肩部有圆周等分刻度,它的螺距为1.5mm时,旋转一圈,圆柱体5的径向移动量a为:15mm×sin5°43′=1.5mm×0.0996=0.1494mm≈0.15mm。如果微调螺杆7的等分刻度为30格,则旋转一格的径向移动量为a/30=0.1494mm/30≈0.005mm。
(2)刀杆2 如图2-154所示,该车孔刀刀杆斜孔与刀杆轴线成60°角。斜孔内插有双键槽,装有夹刀螺杆,双凸键可在斜孔的双键槽内滑移,圆柱部分与斜孔为滑动配合。圆垫铁固定在车孔刀刀杆的斜孔内。分度螺母用以调节刀头的伸出距离。夹刀螺杆调整到所需尺寸后,将螺钉和圆垫铁锁紧在一起。垫圈、密封垫和弹性圈用以防尘和滞动。
分度螺母上面有刻度,分度螺母转动一周,夹刀螺杆就移动一个螺距。例如:螺纹为M18×1.5,由于它与车孔刀刀杆轴线倾斜成60°角,这时,刀头刀尖的径向位移值为:1.5mm×sin60°=1.299~1.33mm。若分度螺母上面的刻度有65格,则分度螺母转动一格,刀尖的径向位移量为0.02mm。

图2-153 倾斜移位式微调车孔刀刀杆1
1—主轴 2—车孔刀刀杆 3—外套 4—圆柱销 5—内圆柱体 6—零线环 7—微调螺杆 8—刀杆 9—内六角螺钉 10—螺套 11—黄铜紧固垫
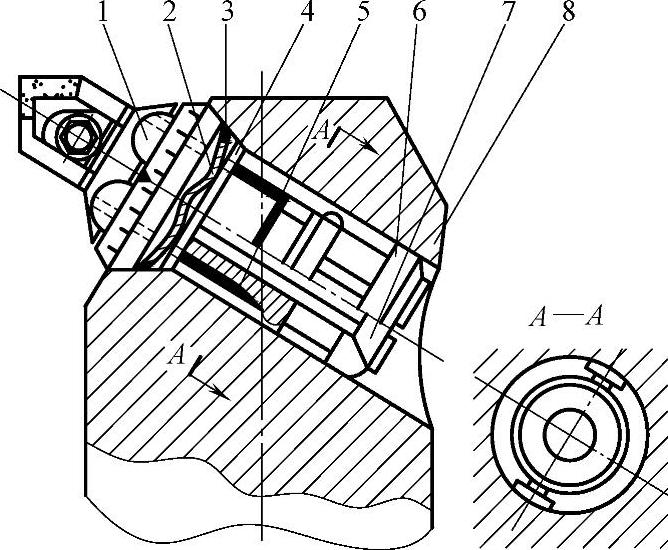
图2-154 倾斜移位式微调车孔刀刀杆2
1—分度螺母 2—弹性圈 3—密封圈 4—垫圈 5—夹刀螺杆 6—圆垫铁 7—螺钉 8—车孔刀刀杆
8.刀头垂直进给式微调车孔刀刀杆
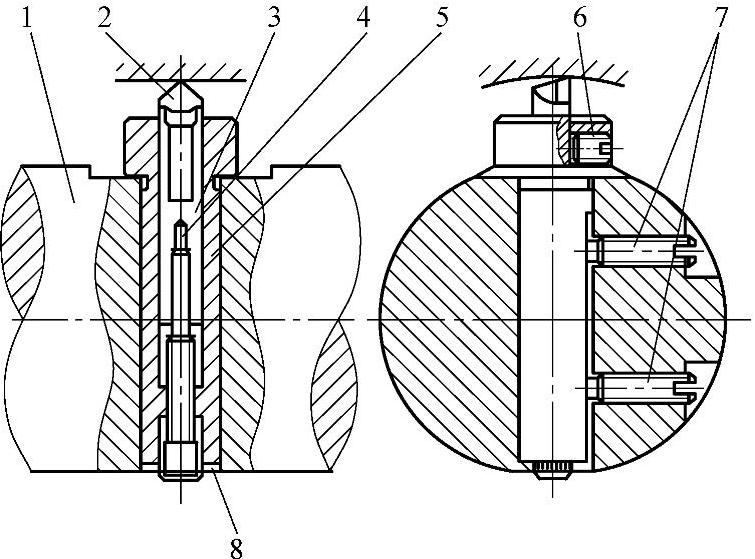
图2-155 刀头垂直进给式微调车孔刀刀杆1
1—车孔刀刀杆 2—刀头 3—夹刀套 4—螺杆 5—主体套 6—小螺钉 7—长螺钉 8—刻线
(1)刀杆1 如图2-155所示,这种车孔刀刀杆刀头伸出调整的方向与刀杆轴线垂直。图中,车孔刀刀杆上装有主体套,并用长螺钉固定。刀头装在夹刀套孔中,并用小螺钉固紧。螺杆小端旋在夹刀套的螺孔内,大端旋在主体套螺孔中。螺杆大端和小端的螺距不相等。调整时,转动螺杆,使夹刀套和刀头前后移动,移动量等于大端螺距和小端螺距之差。
调整时,需先松开固定刀头的小螺钉。在螺杆的头部有刻线,以准确地掌握刀头移动的尺寸。
(2)刀杆2 如图2-156所示,刀杆上的车孔刀刀头呈圆柱形,转动微调螺钉6,可带动车孔刀刀头4沿车孔刀刀杆径向移动。拧动内六角螺钉5可带动滑块2和3移动,以实现夹紧或松开车孔刀刀头4。
9.双向微调车孔刀刀杆
如图2-157所示,在车孔刀刀杆端处横向加工出一个方孔,分别从两头各插入一个高速钢短车孔刀,短车孔刀内端磨成V形,用紧固螺钉固定。需要调整短车孔刀的伸出长度时,可拧动45°方向的调节螺钉,通过它推动圆销使短车孔刀向前移动。
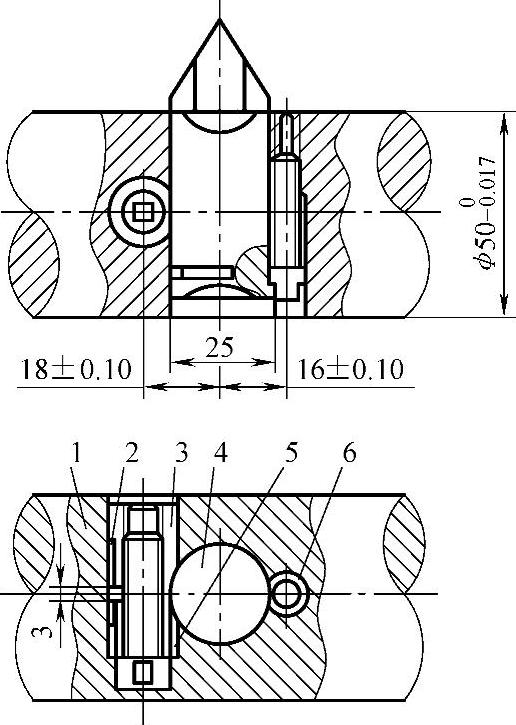
图2-156 刀头垂直进刀式微调车孔刀刀杆2
1—车孔刀杆 2、3—滑块 4—刀头 5—内六角螺钉 6—微调螺钉
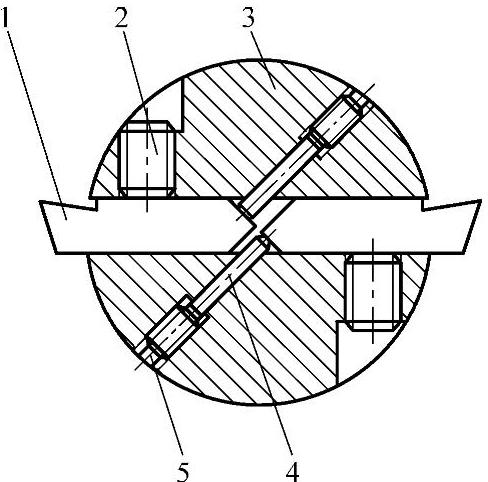
图2-157 双向微调车孔刀刀杆
1—车孔刀 2—紧固螺钉 3—车孔刀刀杆 4—圆柱销 5—调节螺钉
车孔时,两个短车孔刀各担负一半的背吃刀量,或者一个作为粗车孔刀,另一个作为精车孔刀。
10.微调车孔刀刀头

图2-158 微调车孔刀刀头1
1—锁紧螺钉 2—锁紧螺母 3—调整板 4—主体 5—螺杆 6—燕尾块 7—刀杆 8—固定螺钉
(1)刀杆1(图2-158) 使用时使其锥柄与主轴锥孔配合。将其插入锥孔后,使用拉杆在车床主轴后端将车孔刀刀头拉住,以增强刚性和防止其脱离。锥柄的下面有燕尾槽,燕尾块与它滑动配合,当转动螺杆时,燕尾块可沿燕尾槽移动,从而调节刀头的回转直径。螺杆一端安装一个刻度盘以掌握背吃刀量。刻度盘上有刻度线,100格螺杆上的螺纹为M20×2,每转动一格背吃刀量增加0.02mm。刀杆用固定螺钉紧固,调整尺寸时先松开锁紧螺钉,再转动螺杆,调整好后把锁紧螺钉拧紧,并拧紧锁紧螺母。
制作该车孔刀刀头时,注意使燕尾块上的内螺纹与主体上的内螺纹并合在一起同时车出,以保证能和螺杆严密配合。
微调刀杆一类的车孔刀结构适合车削大孔径时使用。
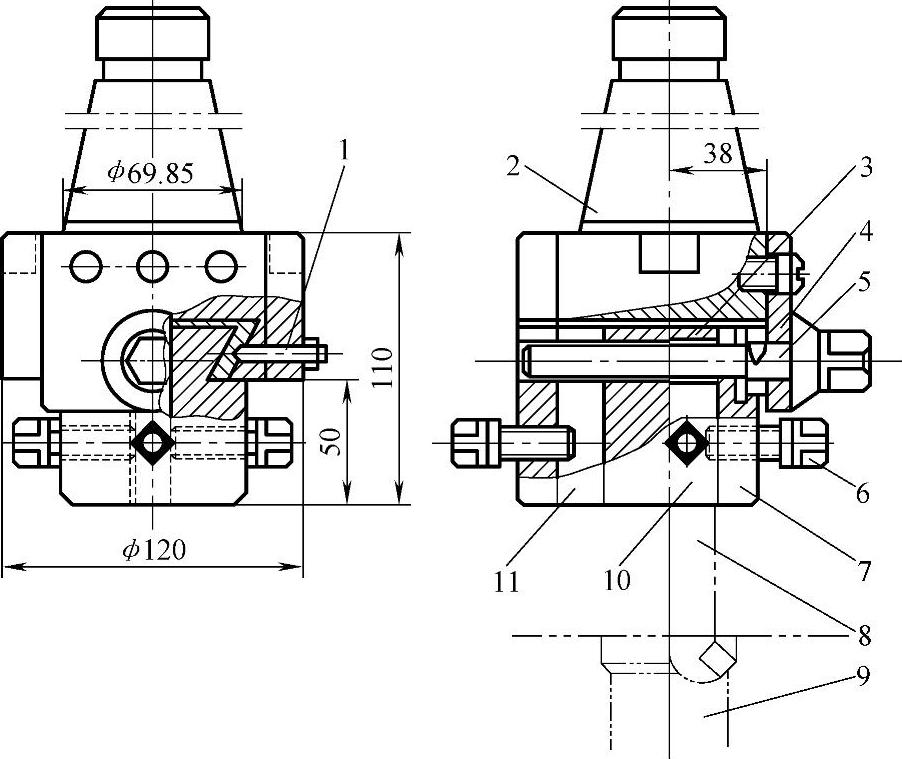
图2-159 微调车孔刀刀头2
1—锁紧螺钉、螺母 2—锥柄 3—方形螺母 4—定位板 5—螺杆 6—螺钉 7—刀座 8—车孔刀刀杆 9—工件 10—第一装刀孔 11—第二装刀孔
(2)刀杆2(图2-159) 当转动螺杆时,通过方形螺母使刀座上的燕尾块沿着燕尾槽做径向移动,从而调整了车孔刀刀杆的旋转直径。每次调整后,都将锁紧螺钉的螺母拧紧。在刀座上制出两个装刀孔,两个孔与车孔刀锥柄中心的距离不一致,车大孔时将车孔刀刀杆装在第二装刀孔内,车小孔时则装在第一装刀孔内。在每个装刀孔的侧面各有一个螺钉(也可做成两个)用来紧固车孔刀。
螺杆为矩形螺纹,螺距为3mm,在锥形刻度盘上刻有100等分的刻度线,每转过一格刻度线,刀座就移动0.03mm。
11.车大孔刀刀杆
车削大直径孔时可使用图2-160所示的车大孔刀刀杆(也称组合刀杆)。将车床小滑板拆下,安装上车大孔刀刀杆主体。将刀杆夹持在主体内,车孔刀刀头插入刀杆左端的方孔中,拧紧紧固螺钉,通过顶杆将车孔刀刀头固定。松开内六角螺钉可改变刀杆的伸出长度。
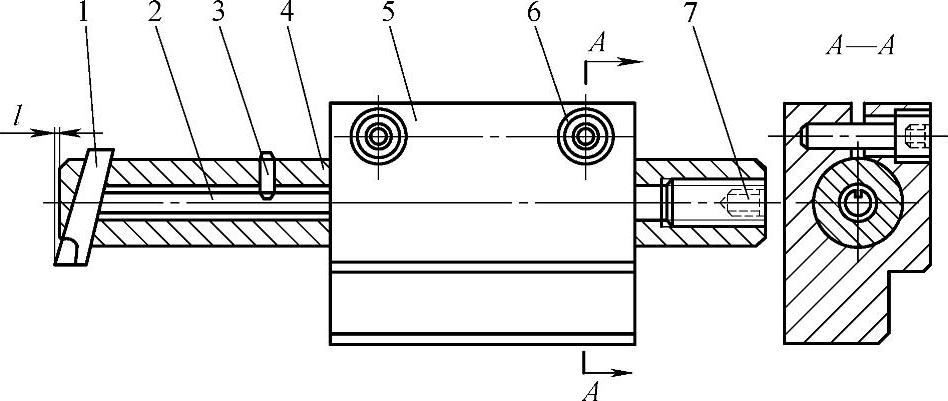
图2-160 车大孔刀刀杆
1—车孔刀刀头 2—顶杆 3—定向销 4—刀杆 5—主体 6—内六角螺钉 7—紧固螺钉
定向销伸入刀杆内的长度应以顶杆能在刀杆内活动为宜。调整好刀杆的伸出长度后,再将内六角螺钉拧紧。
车大孔刀刀杆主体用铸铁制造,有良好的消振性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。